一種新型回轉式上料變位機
2019-10-21 09:33:19邢艷
科技風 2019年17期
關鍵詞:焊接
邢艷


摘 要:焊接變位機是自動化焊接設備的輔助設備,本文針對立式焊頭的攪拌摩擦焊設備的特點,設計了專用的配套變位機,由工件裝夾和上料兩部分組成,裝夾部分使用伺服電機和氣動卡盤實現工件的快速夾緊和旋轉的功能;上料部分由支撐架及轉盤送料機組合而成,實現工件的快速上料,整機滿足使用要求。
關鍵詞:變位機;回轉;焊接;裝夾;上料
隨著科學技術的發展,越來越多的自動化機械設備和機器人應用到機械制造行業,為充分發揮自動化設備的優勢,提高生產效率和產品質量,為自動化設備配置的工裝也越來越“自動化”,比如:在焊接行業,焊接變位機是專用的焊接輔助設備,適用于回轉工作的焊接變位,以得到理想的加工位置和焊接速度,可與操作機、焊機配套使用,組成自動焊接中心,也可用于手工作業時的工件變位。
焊接變位機作為自動化焊接設備工作站中不可缺少的組成部分,其設計研究是縮短焊接周期,促進制造業發展的重要手段。焊接變位機按其結構形式主要分為:(1)伸臂式焊接變位機,使用于輕小焊件的翻轉變位,回轉工作臺安裝在伸臂一端,伸臂一般相對于某傾斜軸成角度回轉,而此傾斜軸的位置多是固定的,但有的也可小于100°的范圍內上下傾斜,負載小于1噸;(2)座式焊接變位機,應用最為廣泛,工作臺有一個整體翻轉的自由度,可以將工作翻轉到理想的焊接位置進行焊接,另外工作臺還有一個旋轉的自由度,負載范圍為1~5噸;(3)雙座式焊接變位機,集翻轉和回轉功能于一身的變位機械,穩定性高,適用于大型和重型工件的翻轉變位,負載大于50噸。
本文設計一種新型回轉式上料、快速夾緊定位的變位機,配套于攪拌摩擦焊設備。
1 變位機的功能要求以及設計參數
焊接變位機是專用于導電管攪拌摩擦焊接的輔助設備,要求適用于Φ90~Φ160mm等外徑尺寸的導電管焊接變位及裝卡,一方面要求滿足工件的快速上料,另一方面要滿足工件的快速裝夾和定位,對此,主要設計參數:
(1)卡盤夾緊力6噸;
(2)卡盤同心度0.05mm;
(3)外形尺寸:4.5m×1.1m×1.2m;
(4)輸出轉速1.5轉/min。
2 變位機結構設計
由于要設計的變位機是為攪拌摩擦焊設備配套的,攪拌摩擦焊的焊接原理是利用焊頭的高速旋轉使其與焊接工件材料摩擦實現焊接,立式焊頭,且只有三個自由度,工件在焊接過程中配合焊接做圓周運動,因此在焊接導電管的過程中,需要兩段導電管能夠快速對中,要求同心度很高;同時由于導電管的壁厚不同,在卡盤夾緊力的設計上也有很高的要求,即不允許將導電管裝夾變形,又不允許在焊接導電管的過程中導電管發生位置變化。設備主要構成:由氣動裝夾部、進料部組成,外形尺寸:長×寬×高:4.5m×1.1m×1.2m(裝夾部分可根據機床調整高度);如圖1所示:
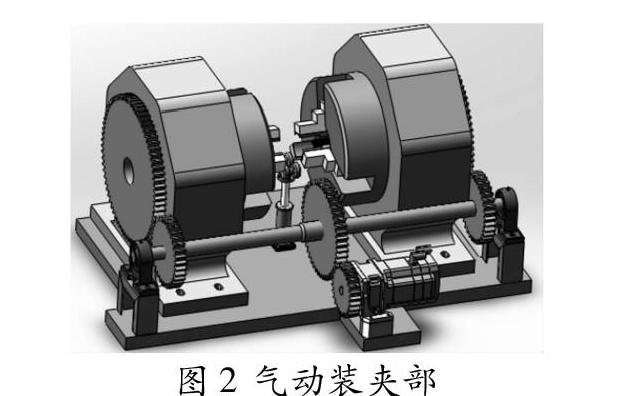
2.1 氣動裝夾部
采用氣動驅動卡盤卡緊,夾緊力可達6噸。如圖2所示:氣動卡盤回轉通過一臺伺服電機進行齒輪嚙合傳動,最終輸出轉速1.5轉/min。裝夾部整體底座尺寸參考焊接機床工作平臺設計。
卡盤卡爪與工件夾緊部分鑲有銅套,保護工件表面鍍層。根據不同直徑產品可更換相應型號卡爪匹配;支撐缸頂部為四輪架結構,在旋轉同時避開飛邊及高溫區。
2.2 進料部
由支撐架及轉盤送料機構組成。支撐架采用方管焊接制作,高度可調。箭頭部分為直線導軌。兩轉盤中心孔距以及兩輪架滾輪孔距可以調整,用以匹配不同長度不同直徑的導電管。滾輪材質采用硬質PVC。
3 焊接工藝工作流程
工件由人工/吊裝器上料后,旋轉轉盤,工件旋至中心時,用檔桿手動鎖死轉盤,通過直線導軌將工件推進卡盤,到達指定位置后,系統自動對中夾緊。當卡盤夾緊力達到預設壓力值后,支撐缸頂升,焊接機床開始工作,焊接過程中,變位機轉速為系統中已輸入的設定值,額度轉速:1.5rpm;最大轉速:2rpm。焊接過程中,支撐缸額度承受力為1t,氣動卡盤夾緊力為6t。攪拌摩擦焊接鉆頭到達指定位置后,伺服電機啟動,卡盤回轉。回轉指令由機床程序控制,伺服電機留有集成接口,焊接變位機工裝與數控系統為兼容形式,可進行一體化控制,亦可進行獨立操作。在一個導電管焊接完成后,由人工進行抽出導電管,并回轉切換工裝將下一組導電管回轉至工作位置進行焊接,焊機工作同時,在轉盤另一側可填裝待焊工件,節省裝卡及吊裝時間。
4 結語
本文針對回轉式焊接變位機設計進行詳細的闡述,確定工件裝夾部分和上料部分的結構方案,裝夾部分使用伺服電機和氣動卡盤實現工件的快速夾緊和旋轉的功能;上料部分由支撐架及轉盤送料機組合而成,實現工件的快速上料,達到使用目的,同時通過此次設計變位機,為更多的智能化設計做好基礎。
參考文獻:
[1]楊景才.變位機的設計與應用[J].酒鋼技術,2018(1):35-37.
[2]翟浩,孟國強,王彩鳳.常用焊接變位機種類及其選用原則[J].工程機械與維修,2013(15):179.
[3]孫首雄,江山,周理華,郭飚.一種新型雙回轉變位機的研究[J].新技術新工藝,2011(7):86-88.
[4]王瑾,王瑋.筒形焊接結構焊接用變為機械的設計[J].化工機械,2017(4):57-58.
猜你喜歡
現代商貿工業(2016年14期)2016-12-27 16:36:43
科教導刊·電子版(2016年30期)2016-12-26 16:43:00
現代商貿工業(2016年21期)2016-12-26 16:18:47
新教育時代·教師版(2016年30期)2016-12-05 10:10:20
新教育時代·教師版(2016年33期)2016-12-02 22:34:26
中國科技博覽(2016年22期)2016-11-01 15:06:27
科技視界(2016年22期)2016-10-18 15:39:28
科技視界(2016年21期)2016-10-17 19:54:05
企業導報(2016年11期)2016-06-16 15:47:07
企業導報(2016年8期)2016-05-31 18:40:49
