基于Analysis缸孔珩磨形變分析及夾具優(yōu)化
2019-10-23 07:29:40唐恒,屈猛
裝備制造技術(shù) 2019年8期
關(guān)鍵詞:分析
唐 恒,屈 猛
(上汽通用五菱汽車股份有限公司,廣西 柳州545007)
1 缸孔珩磨工藝
在汽車發(fā)動(dòng)機(jī)缸體制造過程中,珩磨是缸孔最后的加工工序,可得到圖紙要求的最終尺寸、幾何形狀和表面粗糙度,對發(fā)動(dòng)機(jī)的性能起著決定性的作用[1-4]。目前的珩磨工藝一般分為三道工序,分別為粗珩、半精珩以及平臺珩。粗珩的作用是去除余量,控制加工節(jié)拍在設(shè)備要求范圍之內(nèi),并在加工表面拉出網(wǎng)紋,便于后工序珩磨;半精珩的作用是進(jìn)一步去除余量,保證最終的幾何形狀并控制表面粗糙度。一般情況下,如果需要得到較好的圓度,即缸孔幾何形狀,必須控制半精珩的珩磨參數(shù)。平臺珩的作用則是為了得到缸孔的最終尺寸,并去除已加工表面的波峰,獲得較好的表面粗糙度。
2 問題現(xiàn)狀
因水冷發(fā)動(dòng)機(jī)需要水進(jìn)行循環(huán)冷卻,缸孔內(nèi)壁四周環(huán)繞了很多水道腔,以至于缸孔內(nèi)壁連接強(qiáng)度較小。缸孔在珩磨過程中內(nèi)壁受力產(chǎn)生較大形變,影響缸孔最終的幾何形狀。目前國內(nèi)外珩磨機(jī)廠家設(shè)計(jì)的珩磨機(jī)夾緊機(jī)構(gòu)一般為四點(diǎn)夾緊機(jī)構(gòu)(如圖1所示)或環(huán)繞缸孔的環(huán)形夾緊機(jī)構(gòu)(如圖2所示)。
圖1 美國Nagel珩磨機(jī)四點(diǎn)夾緊機(jī)構(gòu)

圖2 德國格林珩磨機(jī)頂面環(huán)形夾緊機(jī)構(gòu)
珩磨機(jī)夾緊機(jī)構(gòu)的作用是當(dāng)工件夾緊時(shí)限位工件的位置,保證加工時(shí)工件不會(huì)產(chǎn)生移動(dòng)。目前不論是四點(diǎn)夾緊機(jī)構(gòu)還是環(huán)繞缸孔的環(huán)形夾緊機(jī)構(gòu),國內(nèi)外幾乎所有的珩磨機(jī)都存在下列問題:
(1)珩磨機(jī)夾具無法消除珩磨時(shí)缸孔產(chǎn)生的形變,導(dǎo)致缸孔圓度的易超差;
(2)珩磨頭砂條未正常收回造成缸孔直徑加工超差,導(dǎo)致工件報(bào)廢;
(3)現(xiàn)有夾緊機(jī)構(gòu)無法解決因珩磨頭擺幅過大導(dǎo)致的缸孔崩角問題,另外珩磨漲刀軸可能存在異常故障,嚴(yán)重時(shí)可能導(dǎo)致工件掉落;
(4)珩磨機(jī)使用磁分離機(jī)構(gòu)去除鐵泥,導(dǎo)致珩磨頭帶磁性,每班次需清潔砂條上所附著的鐵泥,影響珩磨機(jī)產(chǎn)量輸出。
如果對珩磨缸孔的加工質(zhì)量不加以控制,那么有缺陷的缸孔就會(huì)造成發(fā)動(dòng)機(jī)有排放超標(biāo)、串氣、異響等潛在失效風(fēng)險(xiǎn),對客戶的滿意度有很大的影響。嚴(yán)重情況下,珩磨缸孔質(zhì)量異常造成批量報(bào)廢可能導(dǎo)致售后拉回,更會(huì)影響企業(yè)的品牌價(jià)值。因珩磨缸孔質(zhì)量極難控制,各珩磨機(jī)供應(yīng)商目前都缺乏有效的解決措施,所以珩磨機(jī)也成為了各發(fā)動(dòng)機(jī)工廠的瓶頸工位。
3 缸孔珩磨形變分析及夾具優(yōu)化方法
為解決珩磨缸孔質(zhì)量問題,柳州某發(fā)動(dòng)機(jī)工廠成立了攻關(guān)團(tuán)隊(duì),通過收集大量的基礎(chǔ)數(shù)據(jù),并對缸孔珩磨進(jìn)行形變分析及采用夾緊機(jī)構(gòu)優(yōu)化的方案,建立了2種夾緊機(jī)構(gòu)模型。攻關(guān)團(tuán)隊(duì)通過數(shù)據(jù)分析,確定了缸孔各截面的形變分布,并預(yù)測了各夾緊機(jī)構(gòu)的缸孔形變漸變線。攻關(guān)團(tuán)隊(duì)針對不同材料的夾緊機(jī)構(gòu)進(jìn)行Analysis受力分析,找出了最優(yōu)的夾緊機(jī)構(gòu),其具體過程為(如圖3所示)。
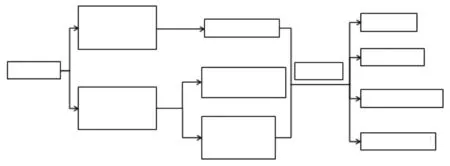
圖3 缸孔珩磨形變分析及夾緊機(jī)構(gòu)優(yōu)化流程
3.1 數(shù)據(jù)收集
柳州某發(fā)動(dòng)機(jī)工廠某型直列四缸發(fā)動(dòng)機(jī)的缸體在生產(chǎn)后過程中,美國Nagel珩磨機(jī)的缸孔珩磨圓度頻繁超差,且缸孔直徑加工超差的報(bào)廢件數(shù)居高不下,一直都排在該發(fā)動(dòng)機(jī)工廠工廢清單的前3位。攻關(guān)團(tuán)隊(duì)通過對該發(fā)動(dòng)機(jī)工廠的珩磨缸孔圓度數(shù)據(jù)進(jìn)行分析,發(fā)現(xiàn)缸孔圓度超差集中在缸體中間的#002及#003缸孔,形變截面主要分布在P3和P4截面(如圖4和圖5所示)。另缸孔直徑異常超差時(shí),團(tuán)隊(duì)檢查發(fā)現(xiàn)珩磨頭上附著有很多鐵泥,影響砂條收漲,導(dǎo)致部分砂條無法正常收回。
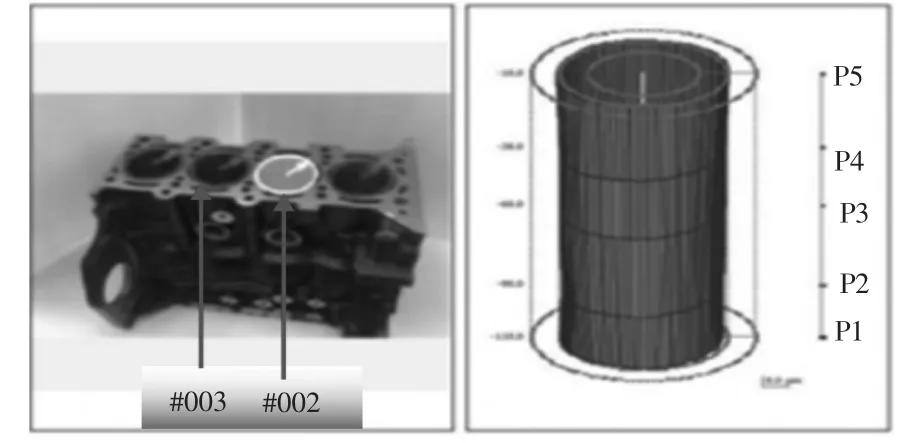
圖4 缸孔圓度測量截面
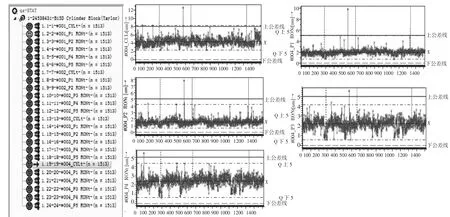
圖5 珩磨機(jī)缸孔圓度數(shù)據(jù)
團(tuán)隊(duì)在研究珩磨頭會(huì)附著鐵泥的過程中,驗(yàn)證發(fā)現(xiàn)珩磨頭和夾具有磁化現(xiàn)象。分析原因?yàn)殓衲C(jī)采用的是4NEW供應(yīng)商提供的磁分離機(jī)構(gòu)。這種磁分離機(jī)構(gòu)采用的是永磁鐵,當(dāng)珩磨液經(jīng)過磁分離機(jī)構(gòu)時(shí),珩磨液中微小的鐵粉會(huì)被磁分離的永磁鐵磁化并相互吸引堆積。珩磨液重新循環(huán)使用時(shí)被磁化的鐵粉吸附在珩磨頭上,長時(shí)間作用下磁力逐漸增強(qiáng),影響珩磨頭砂條收漲(如圖6和圖7所示)。
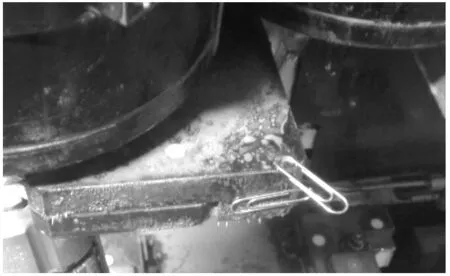
圖6 珩磨機(jī)夾具已完全磁化能吸附回形針

圖7 珩磨液中帶磁性的顆粒相互吸引的過程
3.2 形變分析
3.2.1 四點(diǎn)夾緊機(jī)構(gòu)三維建模及受力分析
團(tuán)隊(duì)為解決珩磨缸孔頻繁超差問題及缸孔直徑異常導(dǎo)致缸體報(bào)廢的問題,對美國Nagel珩磨機(jī)的四點(diǎn)夾緊機(jī)構(gòu)及夾緊后的缸體進(jìn)行受力分析。使用UG對四點(diǎn)夾緊機(jī)構(gòu)建模,并模擬加工時(shí)的情況(如圖8和圖9所示)。
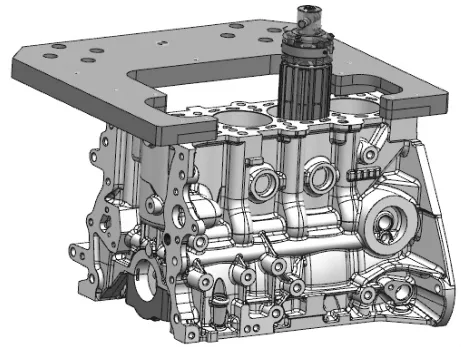
圖8 四點(diǎn)夾緊三維模型建立
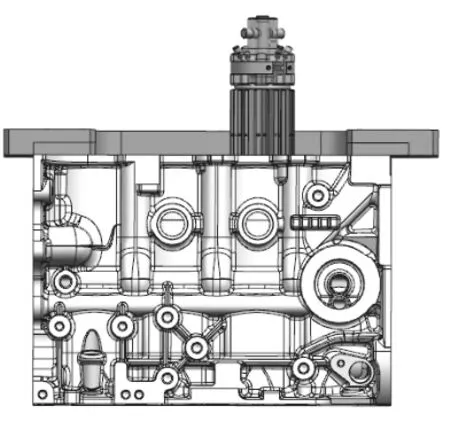
圖9 四點(diǎn)夾緊三維模型建立效果
在加工過程中,因?yàn)楦左w底部只有兩側(cè)有定位面支撐,類似橋梁結(jié)構(gòu)。所以在受力分析時(shí),可將缸體看作橋梁式受力。在珩磨中間兩個(gè)缸孔過程中,缸體受到珩磨頭的拉力,會(huì)有類似上下擾動(dòng)的情況,所以缸孔中上部位(P3和P4截面)的形變最大,圓度極易超差。團(tuán)隊(duì)在分析過程中發(fā)現(xiàn),其實(shí)每個(gè)缸孔在珩磨過程中都是受到這種力的作用,只是因?yàn)?01和004缸孔空的支撐剛性比較大,可抵消一部分力的作用。所以#001和#004缸孔超差較少,之前收集的數(shù)據(jù)也證明了這種現(xiàn)象(如圖10所示)。
3.2.2 整體式夾緊機(jī)構(gòu)三維建模受力分析
為解決四點(diǎn)夾緊機(jī)構(gòu)無法消除缸孔在珩磨過程中產(chǎn)生形變的問題,使用UG對整體式夾緊機(jī)構(gòu)建立了模型,并模擬珩磨缸孔的實(shí)際情況(如圖11和圖12所示)。
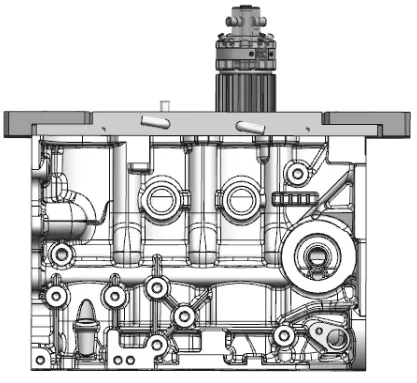
圖12 整體式夾緊三維模型建立效果
經(jīng)過分析,如采用整體式面與面接觸的夾緊機(jī)構(gòu),夾緊機(jī)構(gòu)會(huì)對缸體頂面幾乎所有的點(diǎn)施加壓力。在缸孔珩磨過程中,因?yàn)橛姓w式夾緊機(jī)構(gòu)的壓力作用,所有限位了缸孔向上的擾動(dòng),以至于缸孔中上截面(P3和P4截面)的形變得到了大幅度的改善,從而提高了缸孔圓度能力(如圖13所示)。
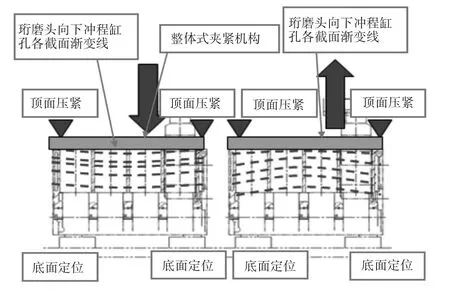
圖13 整體式夾緊珩磨加工時(shí)缸孔形變分析
3.2.3 整體式夾緊機(jī)構(gòu)設(shè)計(jì)方案
根據(jù)預(yù)測分析的結(jié)果,采用面與面整體式接觸的夾緊機(jī)構(gòu)可以限位缸體的位移,改善缸孔的圓度能力。為了減少珩磨頭上附著的鐵泥,避免珩磨頭砂條無法正常收漲導(dǎo)致缸孔直徑異常的情況,可采用珩磨液對正在加工的珩磨頭進(jìn)行沖洗。因?yàn)榧庸r(shí)的珩磨頭砂條會(huì)擴(kuò)張出來,這時(shí)沖洗效果最好。因缸孔圓度只有#002和#003的圓度頻繁超差,為了減少制造成本,所以只在#002和#003夾緊機(jī)構(gòu)處設(shè)計(jì)噴淋孔。通過三維建模對整體式夾緊板上的噴淋孔管路進(jìn)行科學(xué)設(shè)計(jì),實(shí)現(xiàn)了對珩磨頭刀具的精確大流量沖洗,徹底解決了鐵泥導(dǎo)致的砂條收漲不到位的問題,提高了漲刀精度。另外針對擺幅過大導(dǎo)致珩磨頭撞工件的問題,只要在各缸孔區(qū)域開有導(dǎo)向倒角,使珩磨頭更能順利地進(jìn)入缸孔中,就可避免因珩磨頭擺幅過大導(dǎo)致和缸體相撞,產(chǎn)生報(bào)廢缸體(如圖14所示)。所以整體式夾緊板設(shè)計(jì)了20°倒角,對珩磨頭入孔時(shí)起導(dǎo)向作用,避免擺幅過大撞擊缸孔導(dǎo)致工件報(bào)廢。
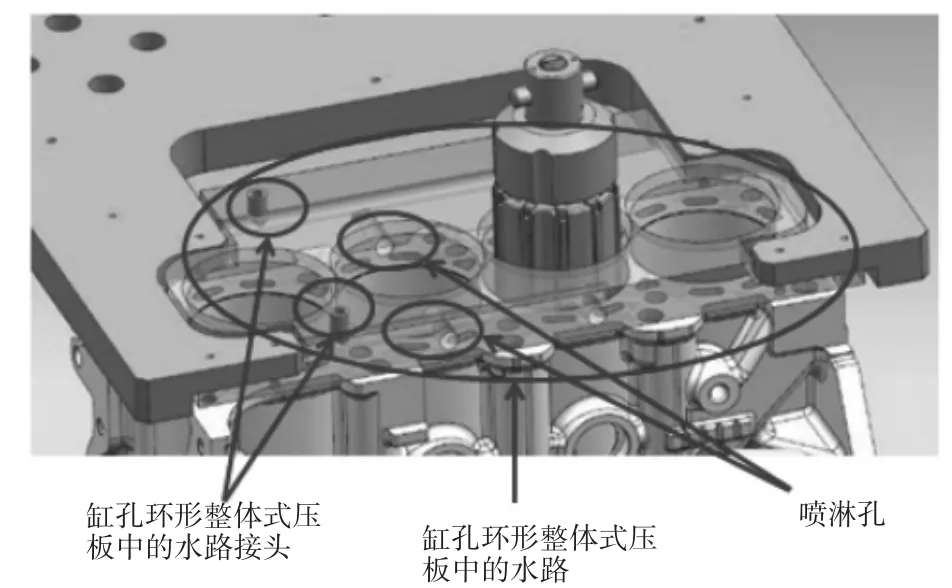
圖14 整體式夾緊板機(jī)構(gòu)設(shè)計(jì)方案
3.3 夾具優(yōu)化
3.3.1 Analysis建模單元化
為了證明以上分析,使用Analysis對改進(jìn)后的整體式夾緊機(jī)構(gòu)進(jìn)行受力分析。使用UG導(dǎo)出CAD模型并添加到Analysis軟件中劃分單元(如圖15和圖16所示)。
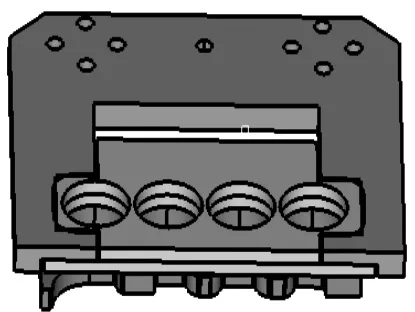
圖15 CAD建模
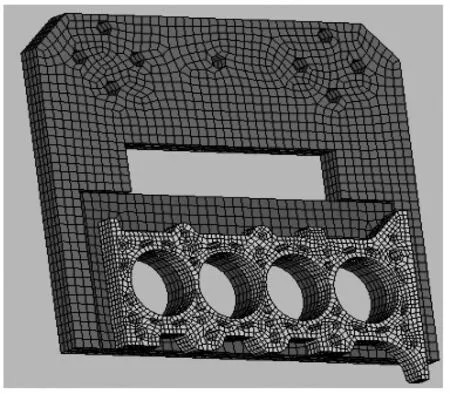
圖16 Anaysis建模單元化
在Analysis軟件添加夾緊壓力和夾緊機(jī)構(gòu)的材料特性等條件。并對各夾緊機(jī)構(gòu)的應(yīng)變、應(yīng)力、各夾緊機(jī)構(gòu)下的缸體位移,各夾緊機(jī)構(gòu)的位移進(jìn)行分析。
3.3.2 Analysis材料特性選用
其相關(guān)材料及特性如表1所示。

表1 改進(jìn)的整體式夾緊機(jī)構(gòu)的材料屬性
3.3.3 Analysis受力分析
因?yàn)樵诟卓诅衲ミ^程中,珩磨刀具作上下往返和旋轉(zhuǎn)的運(yùn)動(dòng),所以缸孔內(nèi)壁會(huì)受到間歇性的向上的拉力或向下的推力。而夾緊機(jī)構(gòu)的夾緊點(diǎn)在缸體的頂面,所以當(dāng)珩磨刀具做向上的旋轉(zhuǎn)運(yùn)動(dòng)時(shí),夾緊機(jī)構(gòu)也會(huì)受到來自缸體頂面的力的作用,導(dǎo)致產(chǎn)生細(xì)微的形變。經(jīng)過數(shù)據(jù)采集及對比,在Analysis軟件分析中得到以下結(jié)果:四點(diǎn)夾緊機(jī)構(gòu)的應(yīng)變最大為2.125E-03,尼龍整體式夾緊機(jī)構(gòu)的應(yīng)變最大為2.291E-03,#45整體式夾緊機(jī)構(gòu)的應(yīng)變最大為9.548E-04,由此可知,尼龍整體式夾緊機(jī)構(gòu)所受的應(yīng)變最大。因?yàn)槟猃垶樗苄圆牧希诟卓准庸み^程中受力時(shí),產(chǎn)生的形變也是最大的。而四點(diǎn)夾緊機(jī)構(gòu)和#45整體式夾緊機(jī)構(gòu)都為剛性材料,在缸孔加工過程中不容易變形,所以產(chǎn)生的形變也較小,也是理所當(dāng)然。而整體式夾緊機(jī)構(gòu)因?yàn)槭敲婧兔娼佑|,力基本上分散到整個(gè)夾緊機(jī)構(gòu)上,所以形變比四點(diǎn)夾緊機(jī)構(gòu)的小。所以夾具受力應(yīng)變情況為:尼龍整體式夾緊應(yīng)變>四點(diǎn)夾緊應(yīng)變>#45整體式夾緊應(yīng)變。從而可知#45鋼板的整體式夾緊機(jī)構(gòu)的結(jié)果最優(yōu),如圖17~圖28所示。
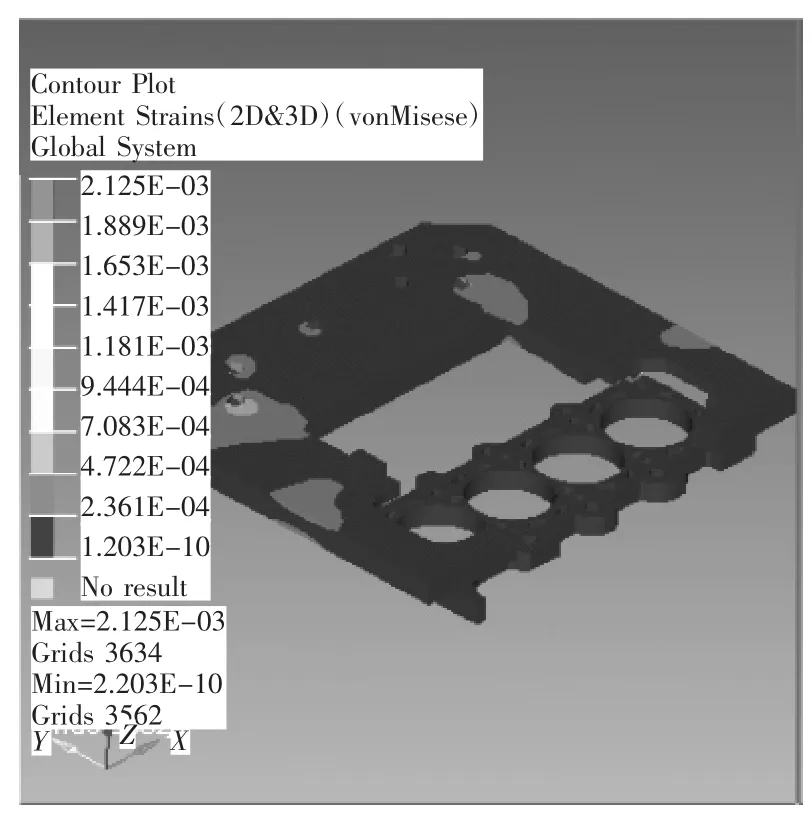
圖17 四點(diǎn)夾緊應(yīng)變
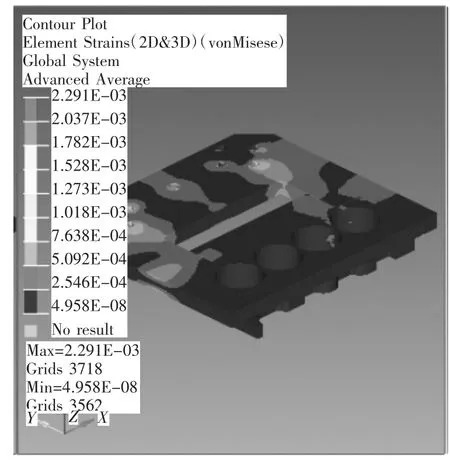
圖18 尼龍整體式夾緊應(yīng)變
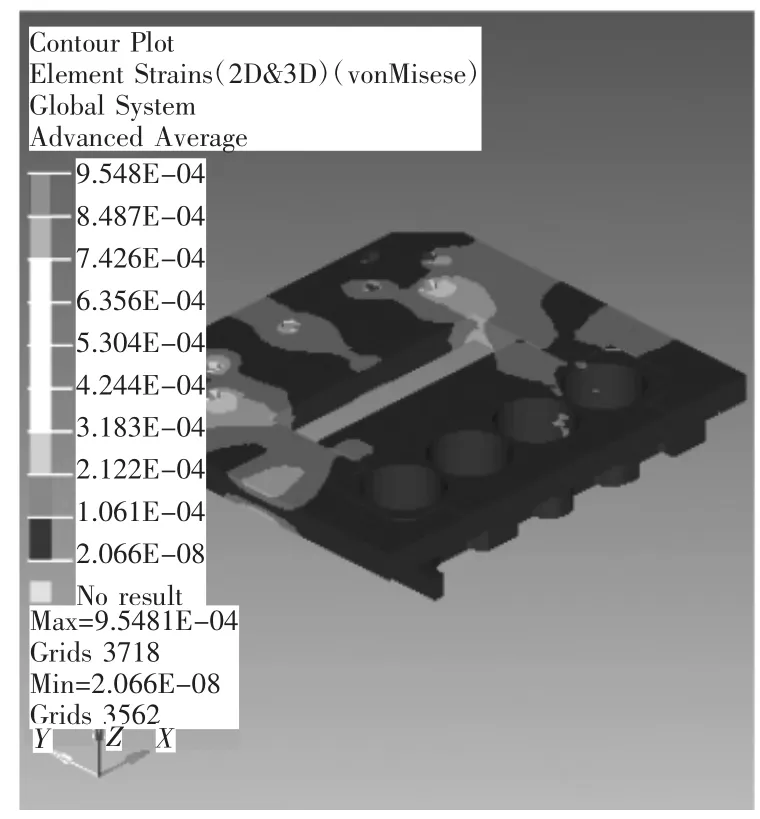
圖19 #45整體式夾緊應(yīng)變
在力學(xué)中,因?yàn)閼?yīng)力和應(yīng)變同時(shí)存在。同一個(gè)物體,受到的應(yīng)變越大,那么受到的應(yīng)力肯定也越大。從Analysis軟件分析得到以下結(jié)果,四點(diǎn)夾緊夾具的應(yīng)力最大為3.805E+02,尼龍整體式夾緊夾具的應(yīng)力最大為4.103E+02,#45整體式夾緊夾具的應(yīng)力最大為1.710E+02,所以夾具受力的應(yīng)力:尼龍整體式夾緊應(yīng)力>四點(diǎn)夾緊應(yīng)力>#45整體式夾緊應(yīng)力。
3.3.4 Analysis受力分析——夾具位移
作為夾緊機(jī)構(gòu)的位移情況,只有在珩磨刀具作向上的旋轉(zhuǎn)運(yùn)動(dòng)時(shí)才受到來自缸體頂面的力的作用,這時(shí)夾緊機(jī)構(gòu)在微觀上也會(huì)有細(xì)微的位移。從Analysis軟件分析得到以下結(jié)果,四點(diǎn)夾緊夾具的位移最大為5.772E-01,尼龍整體式夾緊夾具的位移最大為1.058E+00,#45整體式夾緊夾具的位移最大為4.290E-01,所以夾具的位移:尼龍整體式夾緊夾具位移>四點(diǎn)夾緊夾具位移>#45整體式夾緊夾具位移。
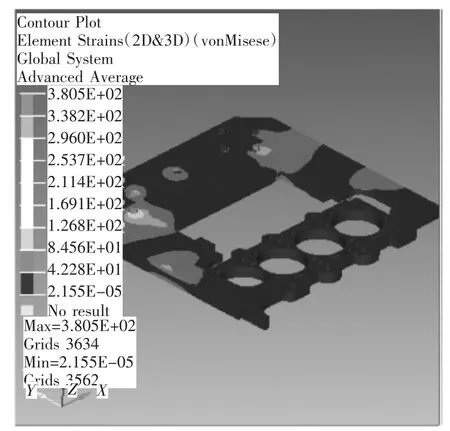
圖20 四點(diǎn)夾緊應(yīng)力
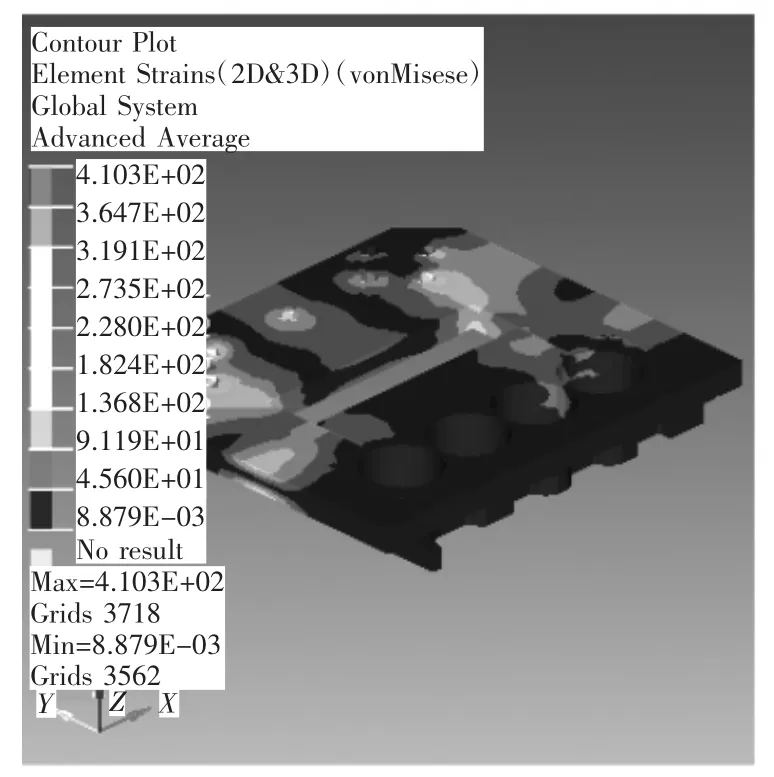
圖21 尼龍整體式夾緊應(yīng)力
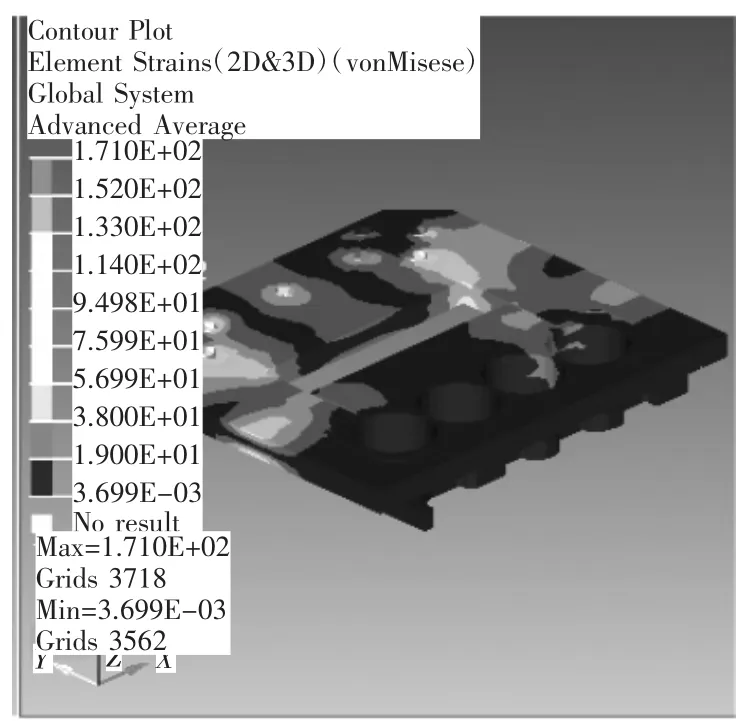
圖22 #45整體式夾緊應(yīng)力
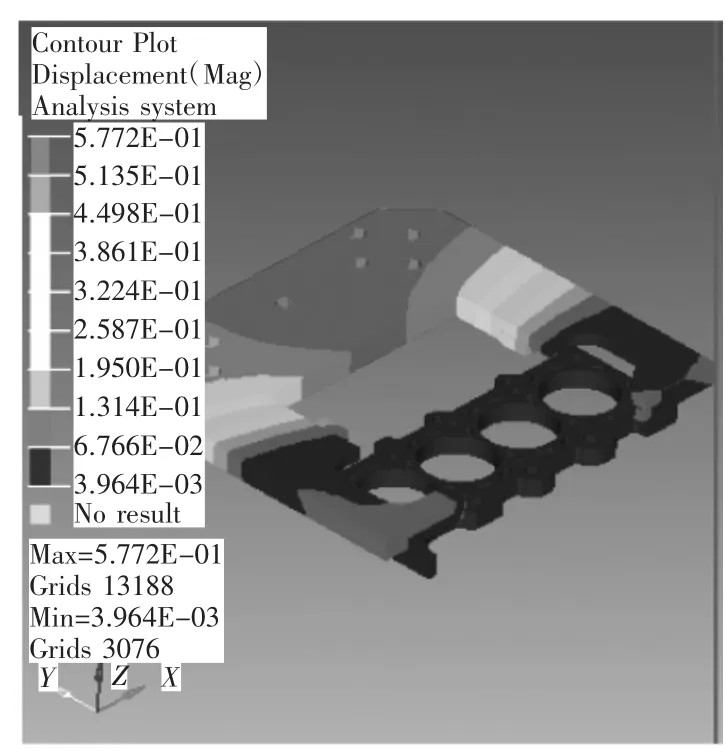
圖23 四點(diǎn)夾緊位移
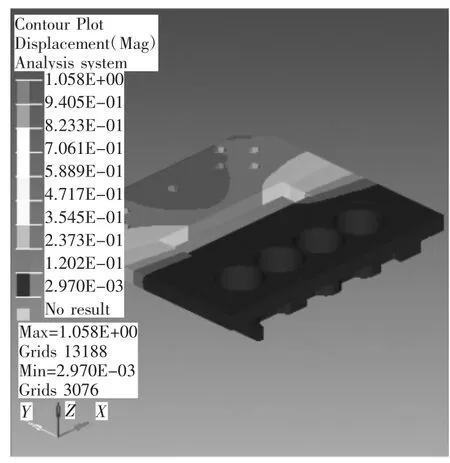
圖24 尼龍整體式夾緊位移
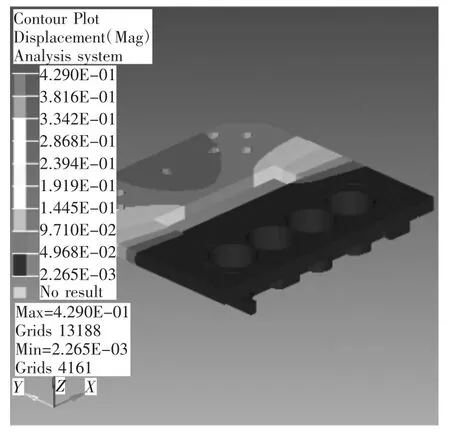
圖25 #45整體式位移
3.3.5 Analysis受力分析——缸體位移
以上分析都為夾緊機(jī)構(gòu)的受力情況,從分析結(jié)果來看,#45整體式夾緊機(jī)構(gòu)的受力情況最好,在缸孔珩磨過程中的形變最小。但是對于需要解決的缸孔形變來說,更需要對珩磨過程中的缸孔進(jìn)行受力分析。所以在Analysis軟件中分析珩磨缸孔時(shí)的位移情況為,四點(diǎn)夾緊夾具的位移最大為7.224E-02,尼龍整體式夾緊夾具的位移最大為6.434E-02,#45整體式夾緊夾具的位移最大為2.425E-01,所以四點(diǎn)夾緊缸體位移>尼龍整體式夾緊缸體位移>#45整體式夾緊缸體位移。結(jié)合以上分析可以得出,#45整體式夾緊機(jī)構(gòu)不論在夾緊機(jī)構(gòu)本身受力情況是最好的,也是三種方案中缸孔形變最小的。
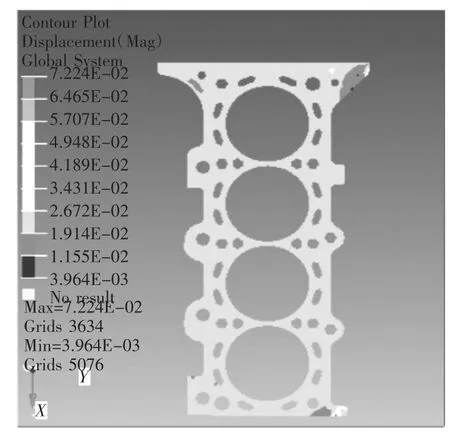
圖26 四點(diǎn)夾緊缸體位移
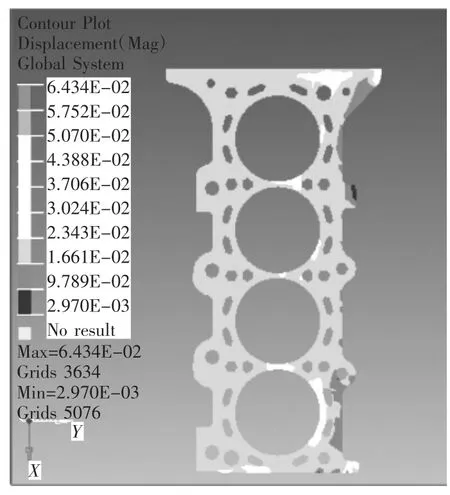
圖27 尼龍整體式缸體位移
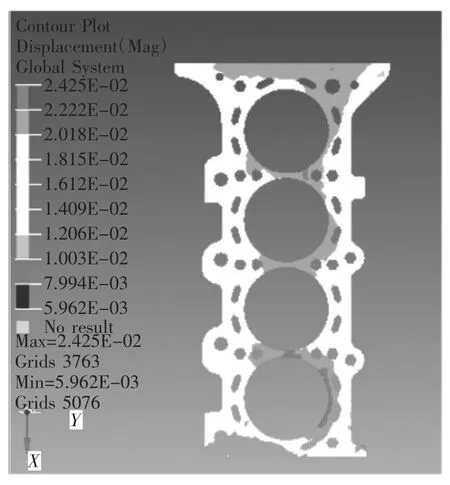
圖28 #45鋼整體式缸體位移
4 成果展示
通過安裝#45整體式夾緊機(jī)構(gòu)并跟蹤缸孔加工質(zhì)量,減小了珩磨時(shí)缸孔產(chǎn)生的形變,改善了缸孔圓度(如圖29和圖30所示)最終結(jié)果為:①使用Analysis有限元軟件對夾具進(jìn)行受力分析,夾具剛性提高了55%;②對噴淋孔管路進(jìn)行科學(xué)設(shè)計(jì),實(shí)現(xiàn)了珩磨刀具的自清潔功能,提高了漲刀精度提高了25%;③對夾具進(jìn)行優(yōu)化設(shè)計(jì),增加了20°的導(dǎo)向倒角,穩(wěn)定性增加了12%。

圖29 珩磨機(jī)整體式夾緊機(jī)構(gòu)
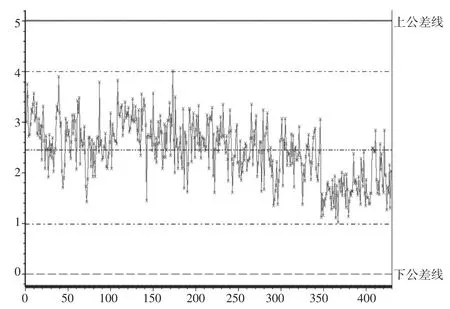
圖30 安裝整體式夾緊機(jī)構(gòu)缸孔圓度數(shù)據(jù)
5 結(jié)束語
通過對珩磨缸孔的形變分析,并基于缸孔形變的漸近線使用Analysis對夾具進(jìn)行了改進(jìn)。通過實(shí)際驗(yàn)證,這種整體式的夾緊機(jī)構(gòu)可改善珩磨缸孔的圓度及解決缸孔直徑異常超差導(dǎo)致缸體報(bào)廢的問題,對生產(chǎn)線的的效率提升具有重大意義。
猜你喜歡
現(xiàn)代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機(jī)設(shè)計(jì)與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
當(dāng)代經(jīng)濟(jì)研究(2016年5期)2016-12-01 03:12:05
現(xiàn)代農(nóng)業(yè)(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫(yī)藥現(xiàn)代遠(yuǎn)程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學(xué)學(xué)報(bào)(社會(huì)科學(xué)版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06
