汽車車身涂裝之底材處理工藝
2019-10-30 08:42:42廣州市交通運輸職業學校胡源衛
汽車維護與修理 2019年18期
廣州市交通運輸職業學校 胡源衛
南京交通職業技術學院 燕 寒
課程導入
底材處理對漆面的壽命和外觀有決定性影響,正確的底材處理是保證涂裝質量的“基礎”。底材處理沒做好,漆面的基礎就不牢,漆面在以后的使用過程中可能出現各種缺陷問題,從而影響漆面的美觀性和使用,底材處理工藝的流程如圖1所示。
1 清潔
首先對需要處理的車身漆面進行吹塵,吹塵槍需垂直于板件并盡量靠近但不能碰到板件,接著對漆面進行除油,要求除油采用“一濕一干”的方式進行,做到徹底除油。
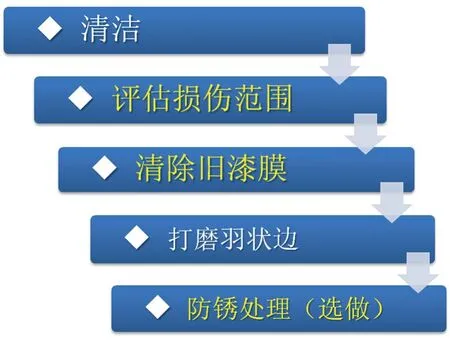
圖1 底材處理工藝的流程
2 評估損傷
噴漆前要確定舊漆面的類型和損傷狀況,需仔細檢查漆面的損傷痕跡,有無穿透性問題,如龜裂、裂紋、起泡等。常用的漆面評估損傷的方法有:目視檢查法,清潔漆面后,從多角度觀察漆面,并標記受損部位的邊緣;觸摸檢查法,從各個方向用手觸摸漆面,最好戴上棉質手套,將注意力集中到手掌上,先觸摸未受損的漆面,然后再觸摸受損的漆面,如果是大范圍觸摸未損傷和損傷區域,可以更容易發現漆面的凹陷和凸起;對比分析法,將直尺置于需修復的漆面上,比較未受損部位和受損部位與直尺之間的間隙,來判斷漆面的損傷情況,用標記筆以圓圈或橢圓標記受損部位。
3 去除舊漆膜
使用相應的工具設備去除標記出來的損傷區域漆膜,對于漆膜比較薄的漆面可以選用偏心距大的粗磨雙作用磨頭打磨機,如果選用細磨頭的話則可能耗時長、效率低。當底材是鍍鋅板時要選用型號低于P80的干磨砂紙,當底材是鋁材、塑料件、玻璃鋼時用不高于P150的干磨砂紙。由于目前的干磨設備都自帶吸塵,貼砂紙時應將砂紙的孔與打磨頭托盤的吸塵孔對齊。開始打磨時建議先將打磨機的轉速調至中間轉速,在打磨過程中再進行調整,打磨機務必在打磨頭托盤接觸工件后才能啟動,打磨時,打磨頭與工件間的角度為5°~10°(圖2),打磨時輕壓打磨頭即可,不能長時間研磨一個部位。打磨前首先根據所畫出來的損傷區域,去除臨界邊緣的舊漆膜,再去除中間剩余的舊漆膜。對于凹陷處的舊漆膜,則要通過用手工去除,一定要將損傷區的舊漆膜全部去除,否則修補后將會產生漆膜缺陷。
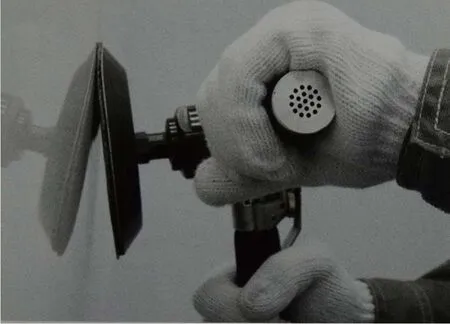
圖2 打磨頭與工件間的角度
4 打磨羽狀邊
打磨羽狀邊的目的是消除裸露金屬與舊漆膜之間的臺階,使原子灰層和舊漆膜邊緣平滑過渡,羽狀邊的寬度約為20 mm(對于較厚的漆層則要求更寬一些),同時要確保已在羽狀邊外緣的外側研磨了寬度約為30 mm~50 mm的毛邊。
羽狀邊的制作選用雙作用磨頭,配合P120干磨砂紙進行打磨,采用從涂層移至鋼板的打磨方法,順著打磨機的旋轉方向順時針(圖3)方向打磨,打磨過程中要時刻控制打磨頭與工件的角度,用力要均勻,沿著邊緣從一邊打磨到另一邊,以避免將損傷區域擴大,使羽狀邊打磨后形狀不規則。
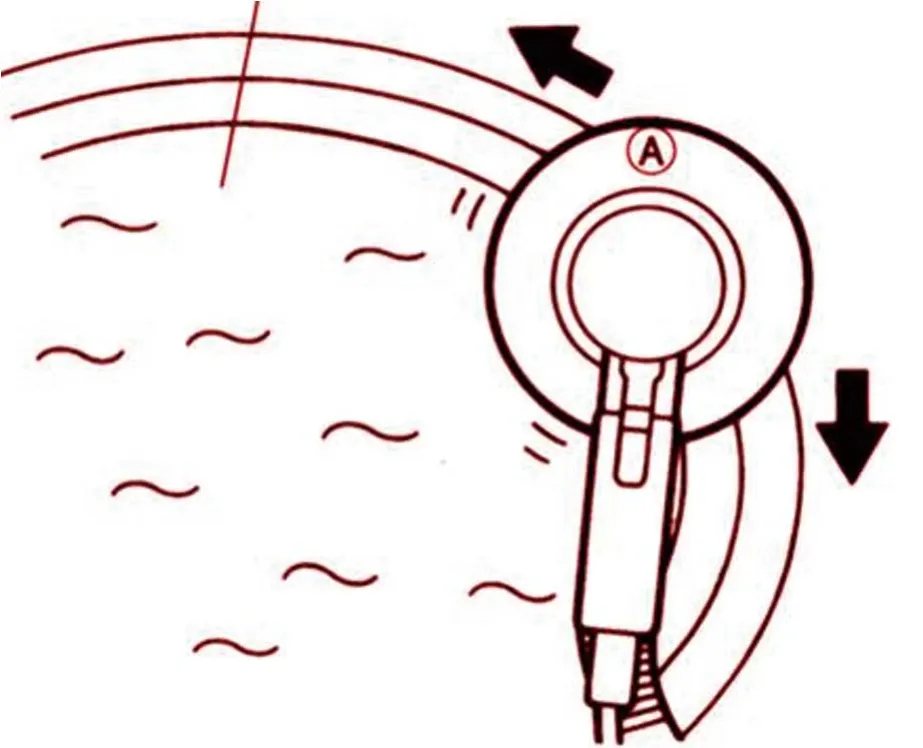
圖3 正確的打磨方法
打磨后,用手觸的方式檢查各個面是否平滑過渡,如果不平滑則繼續打磨,如果平滑就結束羽狀邊的打磨,圖4和圖5是良好的羽狀邊效果圖。

圖4 良好的厚漆膜羽狀邊
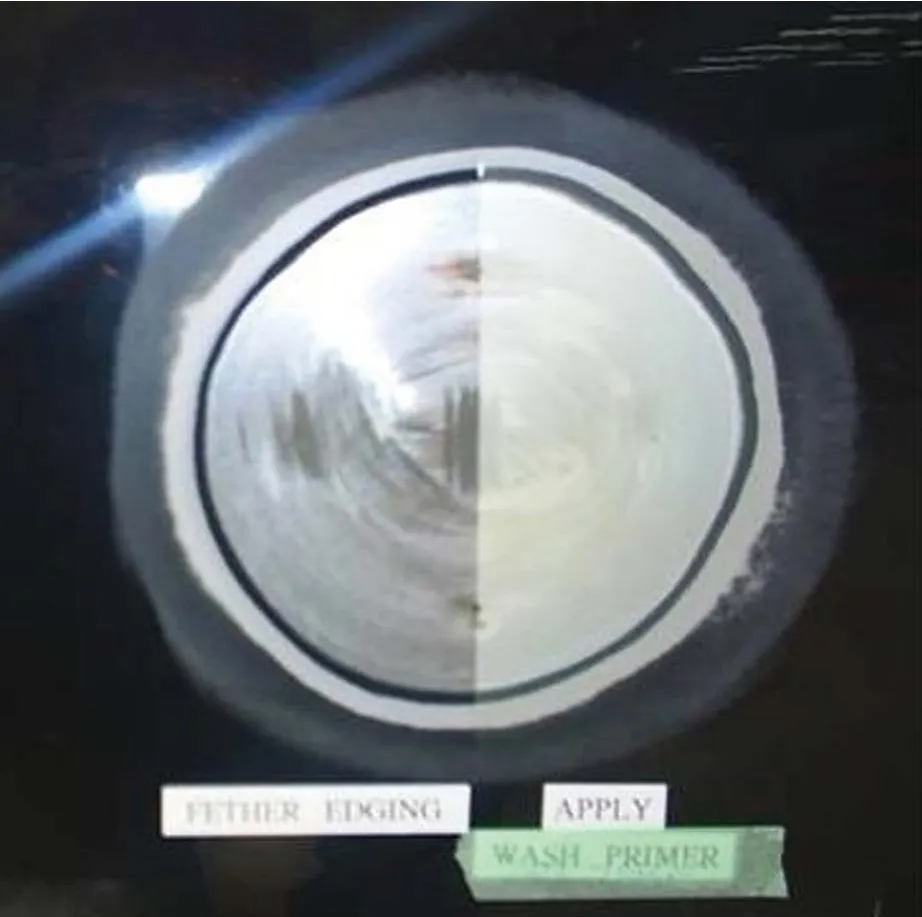
圖5 良好的薄漆膜羽狀邊
5 施涂防銹底漆
只有露出金屬的損傷位置,才需要施涂相應的底漆加以保護,可防止裸露鋼板銹蝕,只能在裸金屬上面施涂一薄層底漆,不能施涂過厚,也不允許超出裸露金屬范圍,過厚或者超出裸金屬范圍將影響后續原子灰的附著力,施涂時可使用刷子或噴槍進行施涂。
