平面薄板智能生產線方案規劃研究
2019-11-11 08:47:42王立
江蘇船舶 2019年4期
王 立
(廈門船舶重工股份有限公司,福建 廈門 361026)
0 引言
船體結構片體是主要小組立部件。傳統制作流程是將幾塊薄板在平臺上完成拼板、焊接、翻身后焊接、劃線,扶強材點焊,線上焊接、打磨、變形矯正,其特點是生產線占地面面積大,制造周期長,質量不穩定,生產效率低、投資較少,目前我國大部分造船企業沿用該生產模式。郵輪、汽車滾裝船等船型近年來受到運輸市場青睞,訂單呈上升趨勢。該類船型的薄板多,裝焊易于變形且難以矯正。目前企業建造薄板類片體仍沿用傳統手工裝焊方式,自動化程度不高,智能流水化作業程度低下,生產效率和產品質量遠遠不能達到市場需求。因此,建造適應于薄板片體生產流水線,對于推動智能化建造、船舶工業的轉型升級具有重要意義。
本文從總體布局、工位布局、信息系統等多方面對薄板平面片體智能生產線總體概況進行系統研究,構建了薄板平面片體智能生產線流程再造的理論模型,確立了薄板平面片體生產線建設方案。
1 設計要求
1.1 工作環境
薄板片體產品質量要求高,需要嚴格控制生產線工作環境。
(1)溫濕度要求:常年平均氣溫20.6 ℃,最高氣溫45 ℃,最低氣溫2 ℃;常年平均相對濕度78%,最高濕度95%,有鹽霧。
(2)工作氣體分類要求:壓縮空氣供給壓力為0.5~0.7 MPa,含水和油;二氧化碳氣供給壓力為0.2~0.3 MPa;氧氣供氣壓力為0.7 MPa;天然氣供給壓力為0.05~0.09 MPa。
(3)整體生產線設備安裝場地長為123 m,寬為17 m。工作電源為(380±10%) V,(50±1)Hz,三相交流電,且各種能源均以總接口方式供應至設備相近的廠房柱側。
1.2 工作制及生產能力
此生產線采用每天兩班制,每班8 h,每年工作251天的工作制。除T排焊接工位外,其他工位每班生產能力可完成3個最大規格平面片體的建造。
1.3 適用范圍
薄板生產線工件適用范圍見表1。
1.4 平面薄板焊接制造工藝要求
薄板平面片體相對于中厚板片體,在切割焊接過程中受熱后極易變形且難以矯正,因此在薄板智能生產線中,需注意以下工藝要求。
(1)拼板需在表面平整剛度好的平臺進行,不平整的板材需要重新較平。拼板板縫間隙控制小于等于1.0 mm,板面錯邊小于等于0.5 mm。手工裝配采用相應工裝調整到位,然后進行定位點焊。焊條需采用小直徑(小于等于3.2 mm),定位焊要均勻一致。焊道長約30 mm,間距約300 mm。
(2)拼板焊接釆用埋弧自動焊。在拼板板縫兩端加裝引、熄弧板,規格為100 mm×100 mm,板厚與拼板板厚相同。同時需要將焊縫兩側約30 mm范圍的銹、油污、氧化皮等清除干浄,并確定焊材和焊接工藝參數選用正確。
(3)結構裝焊前需嚴格按照結構圖進行結構劃線。薄板要先畫十字基準線,再以基準線為基準進行結構劃線。劃線位置有對接焊縫,要把焊縫余高磨平。磨平范圍是結構板厚再加上兩邊的焊角,不允許大出此范圍。焊接順序是縱向骨材、綁扎杯、縱向T排、橫向T排、小構件。焊接參數見表2。

表1 薄板生產線適用范圍

表2 自動角焊機焊接參數表
2 薄板生產線方案
2.1 生產線組成
依據平面薄板制造工藝要求,薄板平面片體生產線則用于船體平面片體的自動拼板、縱骨和T排裝配和自動焊接。生產線設置鋼板拼板正面焊接工位、鋼板翻身工位、鋼板拼板反面焊接工位、劃線噴碼工位、縱骨安裝工位、縱骨焊接工位、T排安裝工位、T排機器人焊接工位。
配套的自動輸送系統和生產線管理平臺,工位間物料傳送由工作平臺、輥道升降裝置進行輸送片體,工件作業時在平臺上作業,在工位間傳輸時采用升降輥道進行輸送。拼板采用琴鍵式液壓壓力架雙面成形焊接工藝,自動劃線采用噴墨高速劃線,縱骨焊接采用多電極高速自動化焊接,骨材角焊方式采用視覺圖像采集,智能雙機器人自動焊接。
2.2 生產線流程
薄板平面片體生產線總體設計滿足流水線的要求。本流水線主要功能是拼板和焊接,焊接采用“雙面焊”方法。生產線的工藝流程為:拼板及正面埋弧焊→翻身→反面埋弧焊→劃線噴碼→人工安裝縱骨→縱骨自動焊接→人工安裝T排→T排機器人焊接。總體生產線布局規劃見圖1。
3 工位技術要求
3.1 拼板壓力架正面焊接工位
工位設有鋼制平臺、拼板壓力架和焊機等。鋼制平臺主要完成鋼板焊前輸入工作,將放在此鋼制平臺上的鋼板通過移動裝置進行X、Y方向的移動操作。當工件進入拼板壓力架后,鋼板錯邊導向系統開始工作,保證了兩側鋼板對縫時處在同一平面上;光電開關感應到鋼板后,鋼板定位系統開始工作,通過單側微調輸送裝置將鋼板定位,液壓調整裝置將鋼板對正到銅板中心線處,啟動一側壓力架液壓琴鍵系統將鋼板壓住。收回兩側鋼板定位機構,按照焊接認可工藝參數對焊縫進行鋼板定位焊或埋弧焊接,然后逐步完成板列的拼接,最后通過同步輸送鏈將正面焊后板列送至翻身工位進行翻身。
3.2 翻身工位
工位完成正面焊接的鋼板進行180°翻身運作,見圖2。翻轉臂通過液壓同步控制。翻身時板材應保持穩定,不出現鋼板滑移,翻身過程不影響其他工位的正常工作。鋼板翻轉機主要由翻轉臂、支撐座、旋轉軸、液壓缸、液壓控制管路、同步控制系統、液壓系統和電控系統等組成。
3.3 壓力架反面焊接工位
工位配置與拼板壓力架正面焊接工位基本相同,但未配置鋼板錯邊導向系統、氣體保護焊定位焊系統、焊渣清理系統及反面銅板。
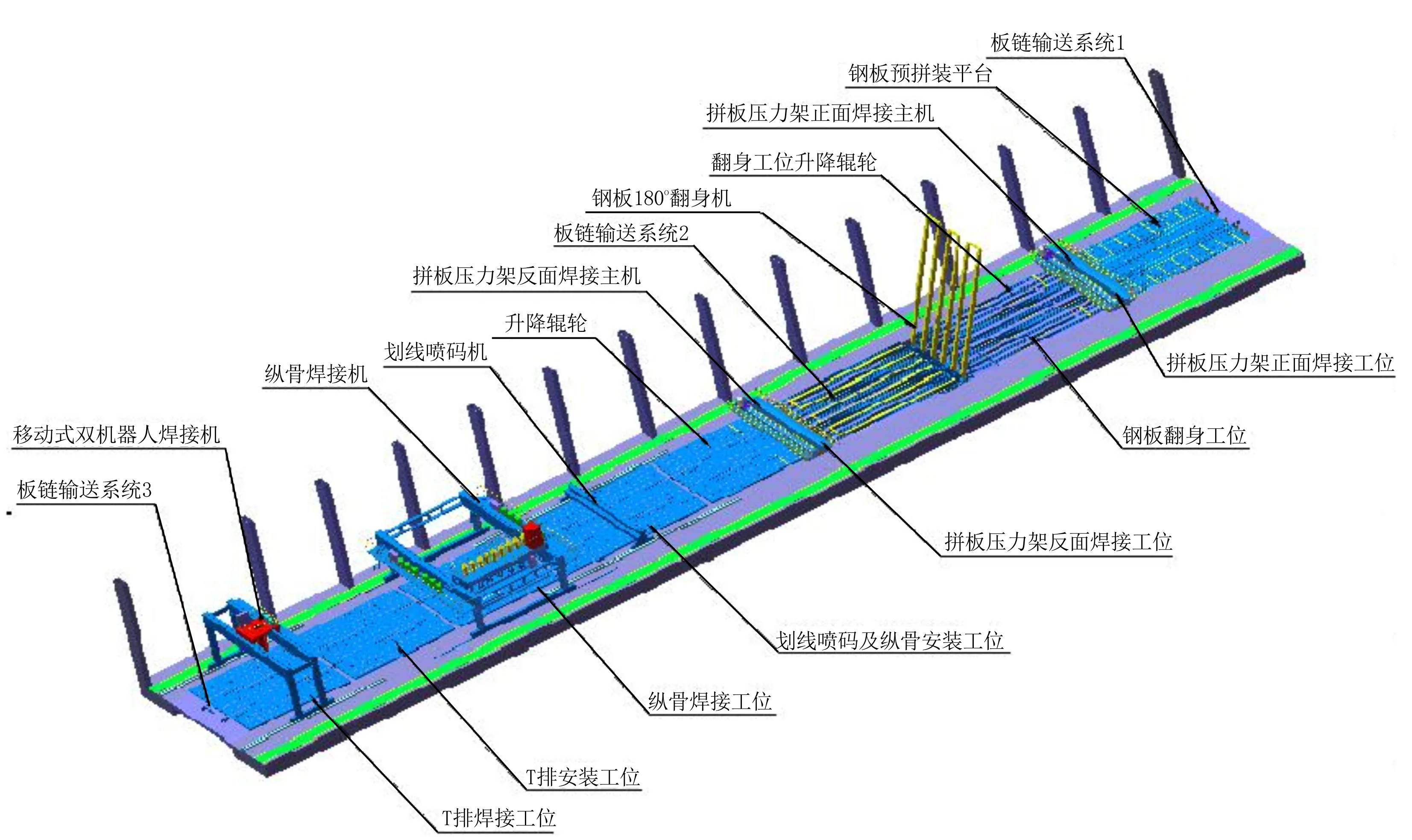
圖1 智能薄板生產線

圖2 翻身工位結構圖
3.4 劃線噴碼工位
工位完成反面焊的板片進行劃線和噴碼標識任務。根據甲方提供圖紙信息自動轉換代碼,劃出板片上裝配線、噴寫部件標識、零件號等信息。板片的劃線和噴碼標識由門式數控劃線噴碼機完成。數控劃線噴碼機可以根據離線編制的劃線噴碼數據文件進行劃線噴碼,也可現場在本機上對板片進行劃線噴碼編程,現場劃線噴碼。
3.5 縱骨安裝工位
本工位將完成劃線打碼的拼板進行縱骨的人工裝配和人工焊接。縱骨安裝工位設有鋼制多孔平臺、升降滾輪支撐架、板鏈輸送機構。
3.6 縱骨焊接工位
工位完成縱骨安裝任務。用多極縱骨焊接機對縱骨角焊縫實施氣體保護焊自動焊接。多極縱骨焊接機采用縱向軌道運行的雙梁門架式結構,雙梁上設有在橫向軌道上運行的橫向移動橫梁。工位配置了1臺縱骨焊接機,橫向移動橫梁載有6臺焊接小車,每臺小車上載有2把氣體保護焊槍及其送絲機構,并具有焊縫自動跟蹤功能,見圖3。采用雙面單絲CO2氣體保護焊高速焊接,可同時對6根已裝配好的縱骨進行焊接。另外,配有1套焊煙收集裝置和焊煙處理系統。

圖3 縱骨焊接工位
3.7 T排安裝工位
工位完成縱骨安裝的板列進行T排的人工裝配和人工焊接工作。工位設有鋼制多孔平臺、升降滾輪支撐架、板鏈輸送機構。
3.8 T排焊接工位
工位設置1臺移動式雙機器人焊接門架,對T排安裝的片體進行焊接。機器人可通過網絡與工廠局域網相連,下載或上傳生產任務和生產工藝數據。通過實時讀取傳感器數據,感知工件的工況,并分析、判斷,為機器人的動作做出決策。同時也可以讀取造船建模軟件輸出的分段設計數據并轉換成機器人控制的數據格式,通過離線編程軟件的二次建模,生成機器人控制數據。另外,通過視覺成像技術提取工件空間三維坐標系,在激光跟蹤系統實時導引下自動完成T排的雙側平腳焊、立角焊和包角焊。T排機器人焊接工位示意圖見圖4。
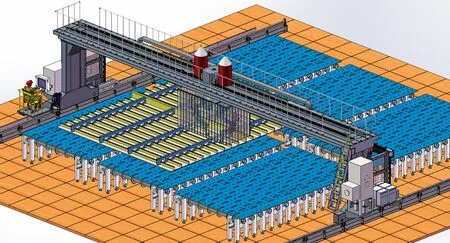
圖4 T排機器人焊接工位示意圖
4 信息化管理
智能薄板生產線信息化管理是整個方案設計中核心的部分,管理平臺示意圖見圖5。生產線管理系統平臺是薄板平面片體生產線“水平”和“垂直”集成的橋梁和紐帶,管理平臺接收到MES 系統下發的生產任務、工件數據等信息,通過任務計劃管理模塊進行任務規劃,并實時采集子模塊信息反饋到中控管理平臺,達到實時監控生產與信息統計、數據分析等。生產線中每個工位預留信息化網絡接口,可實現工位與工廠互聯網和其他工位或設備的互聯互通,為后期信息化智能化制造預留空間。
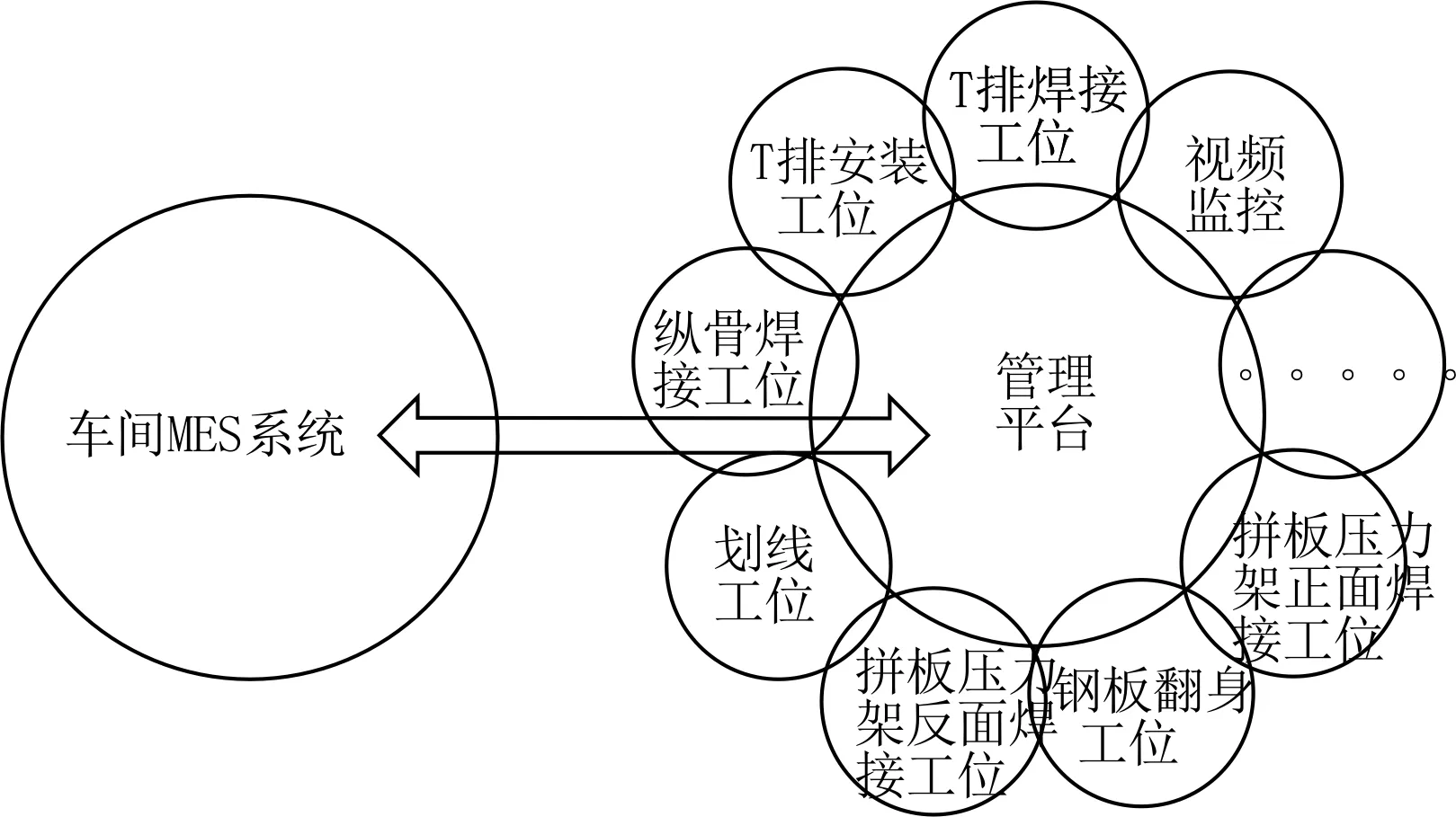
圖5 管理平臺示意圖
生產線管理系統平臺布置在集中控制大屏顯示區,用于生產線物流系統、各個工位工作狀態的監視并報警,并且生產線管理系統平臺采用對生產線上工位群信息實現集中管理的工作模式。生產線管理系統見圖6。這套管理平臺系統實現了對整條生產線設備的監控,為整體薄板平面片體生產線提供信息化管理的相關數據,為客戶工廠智能制造信息化提供基礎。系統包含硬件和軟件兩個部分。
(1)硬件系統:包括工控網絡硬件架構、中控操控臺、關鍵工位控制工作站和關鍵工位監控設備。
(2)軟件系統:通過網絡管理、過程控制、任務計劃管理、質量監測分析、生產參數設置、生產系統維護管理和人力資源管理等功能模塊,生產線管理系統實現了對整條薄板平面片體生產線的相關工藝管理、生產管理、成本管理、設備管理、質量管理、能耗管理和系統管理等。
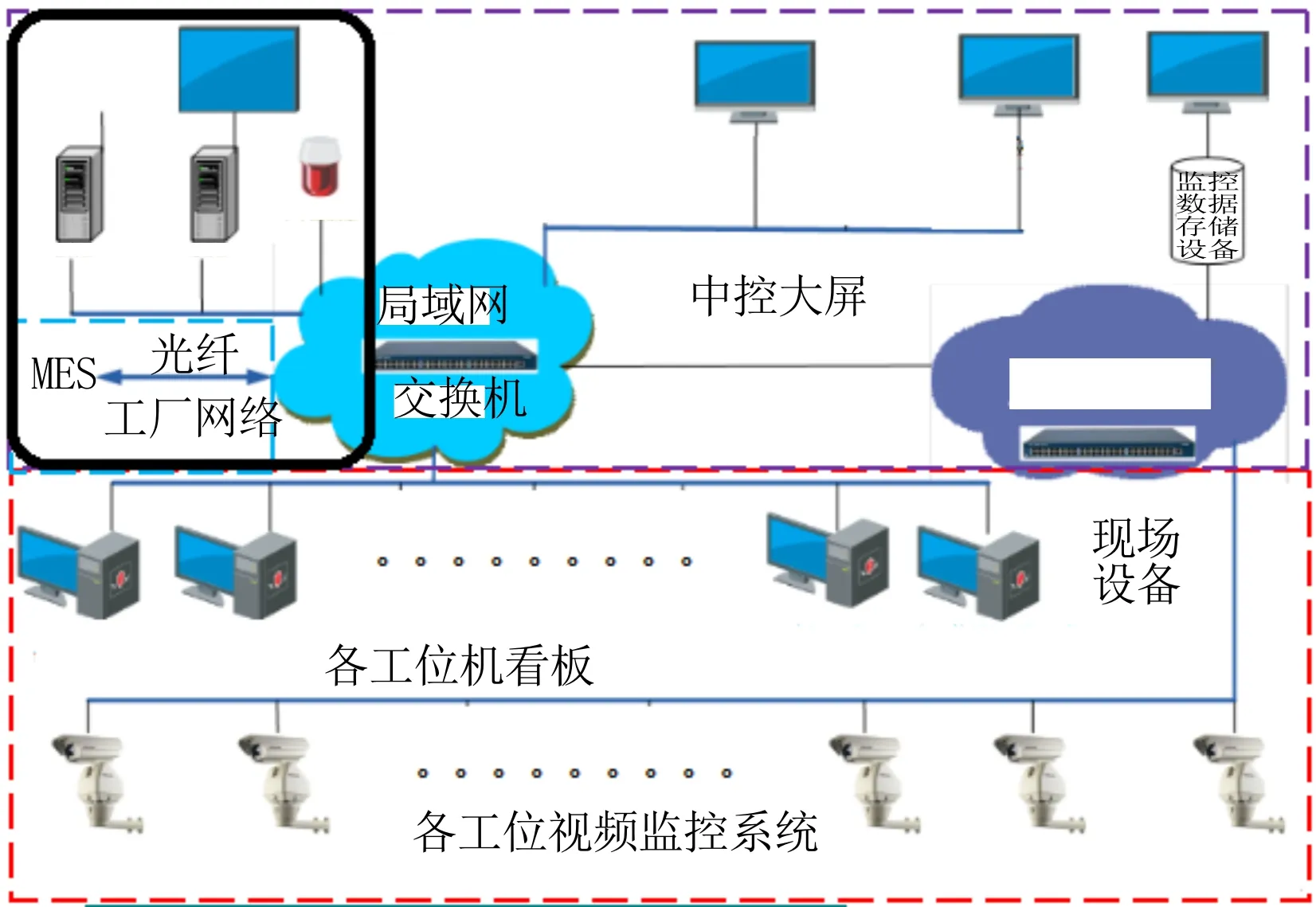
圖6 生產線管理系統
5 結論
本文面向薄板片體生產線建造,融合信息化和工業化技術手段,進行了以下三方面研究:
(1)細化薄板片體生產工藝要求,對各環節精度控制進行反饋設計。
(2)設置了拼板焊接等8個工位協調運作,使得整體生產線高效準確運行。
(3)結合智能生產線管理系統,使管理平臺與MES 系統協調配合,真正實現了研發、設計、生產、管理等環節的數據、信息的全面融合和協同運行。