利用圖像拼接實現微結構的大視場測量
2019-11-15 02:19:22陳至坤郭蕊張博倫曾凱王福斌
中國測試 2019年3期
陳至坤 郭蕊 張博倫 曾凱 王福斌

摘要:為實現基于圖像的飛秒激光燒蝕硅晶片光斑陣列的完整測量,對采集的多幅光斑陣列圖像拼接,得到完整的飛秒激光燒蝕光斑陣列圖像。首先,對飛秒激光燒蝕光斑圖像進行增強處理,對光斑進行方形擬合提取中心點,獲取每兩個中心點間的像素值,運用線紋對微視覺測量系統標定,獲得像素尺寸與幾何尺寸之間的比例系數,根據比例系數對像素尺寸與幾何尺寸進行換算,得到對光斑陣列的視覺測量值;最后,用拼接后的光斑陣列進行圖像測量,得到測量尺寸與實際尺寸間的誤差平均值為3.00%。經實驗驗證,利用圖像拼接對微視覺系統大視場微結構進行圖像測量是可行的。
關鍵詞:圖像拼接;方形擬合;圖像測量;微結構
中圖分類號:TN247
文獻標志碼:A
文章編號:1674–5124(2019)03–0007–05
Large field of view measurement of microstructure using image stitching
CHEN Zhikun, GUO Rui, ZHANG Bolun, ZENG Kai, WANG Fubin(College of Electrical Engineering, North China University of Science and Technology, Tangshan 063210, China)
Abstract: In order to realize the complete measurement of the image-based femtosecond laser ablation spot array, the images of the collected multiple speckle array are spliced together to obtain the complete image of femtosecond laser ablation array. First of all, the image of femtosecond laser ablation spot should be enhanced, and the spot should be square fitted to extract the center point, so as to obtain the pixel value between each two center points. With the line pattern to calibrate the micro vision measurement system, the scale factor between the pixel size and the geometric size are obtained , and the pixel size and the geometric size are converted according to the scale factor, obtaining the visual measurement value of spot array . Finally, the average error between the measured dimension and the actual size is 3.00% by using the image measurement of the spliced spot array. It is proved by experiments that it is feasible to measure the microstructure of large field of view in micro vision system by using image stitching.
Keywords: image stitching; square fitting; image measurement; microstructure
0 引言
計算機微視覺系統是由遠心鏡頭或顯微鏡頭組成的視覺系統,是由光學顯微鏡、視覺成像和計算機視覺技術整合在一起的可實現視化檢測的測量平臺[1]。飛秒激光微加工被不斷應用于各類研究和工程領域。利用飛秒激光微加工精度高、質量好以及可實現三維加工等獨特優點,被廣泛應用于各種材料的加工處理,可對硅晶片、石英玻璃及光纖材料等材料表面或內部進行新穎的微加工[2]。微視覺系統在微觀測量、成像等領域有著廣泛的應用,使人們對微觀世界的研究已進入微米級、亞微米級到納米級,光學分辨率極限的局限性逐漸顯現[3-4]。對單目微視覺系統,利用圖像的空間距離與笛卡兒空間距離之間的的比例系數的測量方式,根據圖像中的兩特征點之間的圖像距離,測量出其在笛卡兒空間的距離,余金棟對計算機微視覺的亞微米特征尺寸測量研究[5],李智對幾何量的測試[6],但他們都不能對微尺寸結構大視場進行準確測量。
為實現對大視場微尺寸結構圖像的準確測量,本文對采集的多幅飛秒激光燒蝕的光斑陣列圖像進行拼接,對飛秒激光燒蝕光斑圖像進行圖像取反,將每個光斑進行方形擬合提取中心點,獲得每兩個中心點間的像素值,用所得的像素值與實際尺寸大小的比值進行換算,得到一個對光斑陣列的測量值,用拼接測量的尺寸與實際尺寸進行誤差對比,能較為準確地對大視場微結構圖像進行測量。
1 圖像拼接
由于加工物體的結構大多為微米或納米尺度,所以不僅加工尺寸小,而且激光加工系統的視場也有限,因此很難看到斑痕列陣,所以這種飛秒激光的微加工需要后期進行采集與測量。人們對微觀世界的研究已進入微米、亞微米和納米尺度階段,使微視覺系統已廣泛應用于微測量、成像等領域。但由于微視覺系統的市場范圍也有限,所以想要得完整的微結構圖像,必須要進行圖像拼接。高精度遠心鏡頭視場大小為
視場大小=CCD靶面尺寸/光學放大倍率 (1)
CCD相機的靶面尺寸為8.8mm×6.6mm,遠心鏡頭的最大放大倍率為4.5倍,則微視覺系統的最大視場尺寸為1.955mm×1.466mm。
本文在微視覺系統條件下對飛秒激光燒蝕在硅晶片上的斑痕列陣圖像采集,該系統包括分辨率為2448×2050的微型視覺相機GC2450和高精度遠心鏡頭NAVITARZ6000,如圖1所示。
實驗使用的硅晶片上含有3個飛秒激光燒蝕光斑陣列,每個陣列的大小約為1mm×2mm,在每個陣列中含有50個燒蝕光斑,呈現5×10的點陣分布,如圖2所示;實驗中,將硅晶片水平放置于精密定位載物臺中心處,與遠心鏡頭相互垂直,如圖3所示。
實現微尺寸結構圖像的拼接,并不改變原圖像的結構特性,采用Harris算法對圖像中的特征點進行檢測,對特征點進行ANMS自適應非極大值抑制,使特征點能均勻分布在整個圖像,再運用歐氏距離和RANSAC算法對圖像進行篩選。并將橫向位移采集到的兩幅圖像進行拼接,再將拼接好的圖像再次拼接,如圖4所示。圖5為拼接后的完整的飛秒激光燒蝕的硅晶片光斑陣列。
2 圖像預處理
2.1 圖像取反
將圖像進行二值化處理[7-8],將整個圖像呈現出明顯的黑白效果,通過改變灰度圖像中的各個像素的灰度可以達到圖像的增強,設原始圖像在(x,y)處的灰度為I1(x,y),而改變后的圖像在(x,y)處的灰度為I2(x,y),將在(x,y)處的灰度閾值設為g,則對圖像增強的方法表述如下式[9]所示:
再將原圖像灰度值翻轉,原來具有較大灰度的像素在變換后其灰度接近0,而原來較暗的像素變換后成為較亮的像素,如圖6所示。
2.2 中心點提取
用迭代法進行選取閾值,初始閾值選取為圖像的平均灰度T0,然后用T0將圖像的像素點分作兩部分,分別計算各部分的平均灰度,將小于T0的部分設為TA,大于T0的部分設為TB,計算出TA和TB的平均值T1,將T1作為新的全局閾值代替T0,進行不斷迭代,直至T收斂[10-11]。
利用所產生的圖像二值化對飛秒激光燒蝕在硅晶片的有效區域進行正方形擬合,對有效區域進行中心點提取,如圖7所示。
3線紋標定
為了獲取精確的亞微米特征尺寸,必須對微視覺測量系統進行標定,這是決定測量精度的關鍵環節[12]。由于亞微米級線條在高精度遠心鏡頭下成像特殊,而且測量視場的大小只有幾百個微米,因此計算機微視覺測量系統的標定在技術實現上存在一定的困難。
建立成像系統的投影模型及其參數的過程為圖像的標定。主要標定的參數包括顯微鏡的放大倍數、相機水平和垂直方向上像素的間距[13]。像素當量(pixel representing distance,PRD)就是用像素所代表的實際尺寸可表示標定的這些參數。像素當量標定方法分為標準件法和自主運動標定法。標準件法運用圖像處理技術從標準件的顯微圖像上找到代表己知標準尺寸的像素距離,然后用實際距離除以該像素距離得到PRD。運用間距為10μm的正方形硅條陣對微小視場進行標定。本文所研究的微視覺測量系統的視場只有二、三百個微米,需要采用微米級尺寸的標準件。運用最小刻度為10μm的鏡臺測微尺的線紋實現對200μm的視場標定。測試標準板具有微米級標準線對,每組圖元包括十對相對位置己知的線紋,具備作為標定標準件的條件。但是由于可利用的線紋對數較少,因此需要采用簡化的微視覺成像模型進行標定,如圖8所示。
將選取的10對線紋的實際距離ds與像素距離dc作比,得到實際距離與像素距離的比例參數為0.160μm/Pixel。
4 圖像的測量
計算平面空間上的兩個中心點的距離,運用歐氏距離兩點間的像素距離計算,歐氏距離的二維空間的公式為
其中,ρ為點(x2,y2)與點(x1,y1)之間的歐氏距離。實驗所用的飛秒激光燒蝕的硅晶片光斑陣列每相鄰兩點之間的加工距離約為100μm,利用奧林巴斯CKX41型生物顯微鏡對飛秒激光燒蝕的硅晶片光斑陣列進行圖像的采集,利用ISCapture軟件對采集的飛秒激光燒蝕的硅晶片光斑陣列的圖像進行測量,如圖9所示;將此測量結果作為實驗的原始數據。
在二值化后的提取中心點照片上,根據像素到微米的比例系數,得到每個像素值與實際距離的比例參數,用得到的每兩點間的像素距離通過比例參數得到他們之間的實際距離。用獲得的中心點提取圖像運用歐式距離,得到兩個中心點之間的像素距離,然后,用所獲得的像素距離根據比例參數得到每兩點間的實際距離,如表1所示。
5 與實際圖像的測量的對比
本文所測量的飛秒激光燒蝕的硅晶片光斑陣列每相鄰兩點之間的加工距離約為100μm,用測量的尺寸進行與實際尺寸進行對比。本文采用微視覺系統GC2450的微型視覺相機和NAVITARZ6000高精度遠心鏡頭所測量的結果與實際尺寸進行對比,從而進行誤差分析。
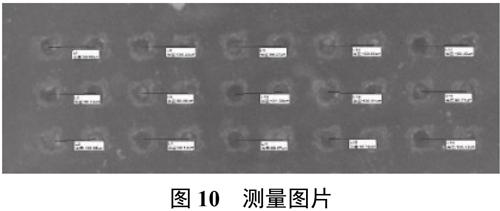
在對飛秒激光燒蝕的硅晶片光斑陣列圖像進行實際尺寸的測量,如圖10所示;表2為測量尺寸與實際尺寸的對比。對比前后測量的平均誤差為2.04%。圖11為測量數據與標準數據尺寸對比的折線圖。
分別測量每列兩端光斑中心點的距離,如圖12所示;并將測量的結果與標準距離做對比,如表3所示;對比前后的平均誤差為2.84%。
分別測量每行中左右兩端光斑中心點的距離,如圖13所示;并將測量的結果與標準距離做對比,如表4所示;對比前后的平均誤差為3.00%。
6 誤差分析
在實現對飛秒激光燒蝕硅晶片光斑陣列的完整測量過程中,存在著光學平臺的水平性、鏡頭與測量平臺的垂直性、對圖像所造成的畸變導致拼接效果不能達到最好等復雜因素,這些因素都會對實驗結果造成測量的不精確。若能做到鏡頭與測量平臺的垂直性減小圖像畸變,提高圖像拼接后的復原程度,能進一步的減小誤差。
7 結束語
實現了基于圖像的飛秒激光燒蝕硅晶片光斑陣列的完整測量,通過對飛秒激光燒蝕的硅晶片光斑陣列圖像拼接后,對飛秒激光燒蝕的光斑陣列圖像進行較為準確的測量。對飛秒激光燒蝕光斑進行圖像預處理,進行圖像取反,將光斑進行方形擬合提去中心點,并選取中心點間的像素距離,用所值的像素值與實際尺寸大小的比值進行實際距離的換算,得到一個對光斑陣列的測量值;用拼接測量的尺寸與實際測量的尺寸進行誤差對比,每相鄰兩點間距離的平均誤差為2.04%,每列兩端光斑中心點間距離的平均誤差為2.84%,每行兩端光斑中心點間距離的平均誤差為3.00%。經實驗驗證,利用圖像拼接對微視覺系統大視場微結構進行圖像測量是可行的。
參考文獻
[1] WANG F B, TU P, WU C, et al. Multi-image mosaic with SIFT and vision measurement for microscale structures processed by femtosecond laser[J]. Optics & Lasers in Engineering, 2018, 100: 124-130.
[2]張五一,趙強松,王東云.機器視覺的現狀及發展趨勢[J].中原工學院學報,2008,19(1):9-12.
[3]朱錚濤,黎紹發.視覺測量技術及其在現代制造業中的應用[J].現代制造工程,2004(4):59-61.
[4]楊曉京,王思琪.基于顯微機器視覺的微納米級構件的精密檢測[J].計算機工程與應用,2017,53(5):227-230.
[5]余金棟,張憲民.用于線紋顯微圖像的邊緣檢測算法[J].光學精密工程,2015,23(1):271-281.
[6]李智,王向軍.MEMS中幾何量的測試方法[J].微細加工技術,2003(1):51-56.
[7]吳梅,王瑞,李琦,等.基于總體最小二乘法的表盤圖像中心點提取[J].自動化與儀表,2013,28(10):53-56.
[8]史珂,鄭鑫毅,湯春明,等.近紅外圖像增強與彩色化算法[J].科技與創新,2018(2):24-27.
[9]李建國.空間長方形平面的擬合計算[J].硅谷,2012(14):2-3.
[10]趙磊,姜小奇,蔣澎濤,等.基于二值化指紋圖像細節點提取的改進算法[J].計算機系統應用,2012,21(3):232-236.
[11]田敬波.基于模板算子邊緣檢測的圖像二值化算法[J].信息技術與信息化,2017(9):98-101.
[12]王文強.顯微視覺定位系統中的攝像機標定技術研究[D].大連:大連理工大學,2013.
[13]陳開志,胡愛群.基于二值化圖像的指紋細節點精確提取方法[J].東南大學學報(自然科學版),2010,40(3):471-475.
(編輯:徐柳)
