面向機箱標準件裝配質量局部特征的智能檢測技術
2019-11-15 02:19:22何彬媛黃堅劉桂雄林鎮秋
中國測試 2019年3期
何彬媛 黃堅 劉桂雄 林鎮秋
摘要:標準件裝配質量包含零件類型、位置偏差、姿態偏差等多個指標,還具有部位多、類型復雜的特點,該文提出基于裝配局部特征的檢測模板結合機器視覺的產品裝配質量智能檢測方案。首先,分析鑒別產品質量需從類型、位置、角度方面進行檢測,還須結合裝配公差要求,研究標準件局部特征檢測方法;其次,通過標準件局部特征檢測對裝配部件進行快速準確定位、利用數學模型進行鑒別,結合SURF算法確定主方向及特征點,實現標準件裝配質量的快速智能檢測;最后,構建機箱標準件裝配質量檢測裝置,對多個不同型號ADLINK嵌入式機箱進行試驗。結果表明:與全局檢測相比,使用標準件裝配質量的局部特征智能檢測技術,檢測時間可縮短86.31%,實現零漏檢,識別正確率達100%。
關鍵詞:標準件裝配質量;檢測模板;局部特征檢測;智能檢測
中圖分類號:TP391.4
文獻標志碼:A
文章編號:1674–5124(2019)03–0018–06
Intelligent detection technology for local characteristics of chassis standard component assembly quality
HE Binyuan1, HUANG Jian1, LIU Guixiong1, LIN Zhenqiu2
(1. School of Mechanical and Automotive Engineering, South China University of Technology, Guangzhou 510640, China; 2. Guangzhou Hua Jie Electronic Technology Co., Ltd., Guangzhou 510663, China)
Abstract: The assembly quality of standard components includes many types of parts, position deviation, attitude deviation, etc. It also has many features and complex types. The intelligent detection scheme of product assembly quality based on the detection template of assembly local features combined with machine vision is proposed. Firstly, the analysis and identification of product quality should be tested in terms of type, position and angle. It is also necessary to study the local feature detection method of standard components in combination with assembly tolerance requirements. Secondly, the assembly parts can be quickly and accurately positioned and utilized by the local feature detection of standard components. The model is identified, combined with the SURF algorithm to determine the main direction and feature points, to achieve rapid intelligent detection of standard component assembly quality. Finally, the chassis standard component assembly quality inspection device is constructed, and several different models of ADLINK embedded chassis are tested. The results show that compared with the global detection, the detection time can be shortened by 86.31% and the recognition accuracy rate is 100% using the local feature intelligent detection technology of the
standard component assembly quality, and every standard component is detected.
Keywords: standard component assembly quality; detection template; partial image detection; intelligent detection
0 引言
機箱種類繁多,機箱標準件裝配具有部位多、類型復雜、且同一類型部件相似度高等特點,人工檢查方式難以滿足大批量生產要求,基于機器視覺機箱標準件裝配質量圖像檢測技術是實現機器代人、提高生產效率、促進裝配產業升級的保證[1]。標準件裝配質量機器視覺檢測以圖像模板作為載體,模板具有相應的位置、角度及評判標準等數據,從而實現標準件的類型識別與裝配質量鑒別[2-3]。基于模板匹配機器視覺技術是通過分析目標與模板間的相似性以實現目標識別,具有魯棒性好、應用廣泛的特點[4]。模板匹配包括基于灰度相關性匹配、基于圖像特征匹配[5]。其中,基于灰度相關性匹配是在目標與背景差別較大場景下,按某種特定相似性度量方法,逐像素地將模板圖像的灰度矩陣與目標圖像所有搜索域的灰度陣列進行比較的方法[6]。文獻[7]研究灰度匹配的緊固件缺失檢測方法,采用空間二維滑動模板,取得較好匹配效果,但對特征較少的物體檢測效果不太理想;浙江大學研究基于灰度相關性模板匹配算法的PCB元件檢測,實現滿足工業自動化檢測高精度識別,但難以適用于位置變化與灰度變化大的被測對象,計算量大,一定程度上影響實時性[8]。基于圖像特征匹配是指通過提取圖像的顏色特征、紋理特征、角點特征、空間位置特征等,建立圖像特征參數庫,運用特征參數來實現匹配。文獻[9]結合圖像特征匹配技術,提出零件輪廓快速檢測方法,采用模板匹配全局檢測技術自動獲取零件圖像,完成相應區域零件檢測。基于灰度相關的匹配效果好,但算法復雜、耗時長,難以滿足裝配部位多的機箱檢測要求;基于圖像特征匹配技術可以準確地找出匹配位置,對種類復雜或形變較大被測對象具有較好適應性,檢測速度與準確率較高。
本文將基于圖像特征模板匹配技術,在機箱裝配標準件漏裝配、誤裝配與正確裝配的檢測結果評判標準下,提出一種面向機箱標準件裝配質量的局部特征智能檢測技術,實現對裝配質量快速智能鑒別與質量分析。
1 標準件局部特征檢測方法
機箱標準件裝配質量檢測需根據裝配圖明確各標準件的裝配要求,標準件裝配質量指標由零件類型是否正確、零件位置偏差、零件姿態偏差構成,一個合格裝配產品除正確裝配外,還必須使得標準件在裝配公差范圍內。在模板匹配技術基礎上,除了檢測安裝位置,角度也是評判標準件裝配優劣的重要指標。在標準件裝配質量檢測過程中,在滿足裝配圖中各部位參數、裝配要求情況下,盡量減少圖像檢測計算量,提高檢測實時性能。
表1為標準件局部裝配質量檢測模板參數表,基準位置、主方向、標準件類型、標準件位置、標準件特征點、標準件尺寸、裝配公差、標準件方向等參數的數學符號以及物理意義如表所示。
檢測過程需要讀取標準件R={T1,T2,···,Tj,j∈Z};基準位置O(x,y);標準件Ci位置(xmo1,ymo1)、(xmo2,ymo2)、...、(xmoi,ymoi);標準件Ci特征點(xm1,ym1)、
(xm2,ym2)、...、(xmi,ymi)。標準件局部特征模板構建方法為:
1)選定基準位置O(x,y),即在零件圖上或實際機箱檢測中,用來確定其他點、線、面相對位置時所依據的基準。基準位置的選取盡量考慮產品中非裝配部位或出現裝配錯誤可能性極小的部位。在局部特征模板構建過程中,基準位置與其他部位須呈現線性特征,選擇零件形狀規則、有對稱面、識別度高的部位。
2)選擇需要檢測的裝配標準件部位,根據裝配圖記錄R={T1,T2,···,Tj,j∈Z}、標準件尺寸Si、位置公差(εxi,εyi)、角度公差θi、標準件特征點(xmi,ymi)。根據O(x,y),確定標準件檢測區域、標準件位置(xmoi,ymoi)信息。
3)采用SURF特征提取算法確定圖像的主方向n0。SURF特征點提取過程包括:使用箱型濾波器逼近Hessian濾波器,構建圖像金字塔尺度空間,基于非極大抑制初步確定特征點,使用Haar小波響應尋找主方向[10],即圖像主方向n0。基準位置與標準件特征點連線方向矢量為標準件方向,n0與Pi夾角為標準件裝配方向角。
2 面向機箱裝配標準件局部特征質量智能檢測技術
圖1為面向機箱裝配標準件局部特征的質量智能檢測原理框圖,包括檢測模板匹配、生成標準件局部檢測區域、標準件局部裝配質量檢測。它依據機箱標準件裝配特點,先由檢測模板快速獲取標準件局部檢測范圍,再由各標準件裝配標準分析機箱裝配質量。標準件局部裝配質量檢測是評價機箱裝配質量的關鍵技術,標準件局部檢測可對裝配部件進行快速準確定位,降低機箱標準件因成像圖像的運動模糊、邊緣干擾造成的定位誤差。
由選取確定其他點、線、面位置的基準位置,確定其他各參數后,根據檢測模板信息從檢測圖像獲取基準位置O′(x′,y′)。根據標準件C′零件尺寸、安i裝尺寸、裝配尺寸等相關信息,估計其檢測范圍;讀取Ci位置(xdo1,ydo1)、(xdo2,ydo2)、...、(xdoi,ydoi);讀取′Ci特征點(xd1,yd1)、(xd2,yd2)、...、(xdi,ydi)。標準件局部裝配質量檢測數學模型如下:
1)根據標準件名稱確定檢測區域,檢測模板、待檢測圖像中各標準件相對位置(?xmoi=|xmoi?x|,?ymoi=|ymoi?y|)、(?xdoi=|xdoi?x′|,?ydoi=|ydoi?y′|),則由裝配尺寸與公差定義檢測模板Ci裝配區域為:
圖2為檢測模板標準件Ci檢測區域,以基準位置為參考點,根據裝配公差得到Ci的檢測區域為[Rxmoi,Rxmoi]、[Rymoi,Rymoi]。
那么待檢測圖像中Ci名稱可表示為:
2)根據待測標準件裝配位置偏差評價裝配質量。分別計算裝配圖像上標準件C′位置(x,yidoidoi)與基準位置O′(x′,y′)、模板圖像上標準件Ci位置(xmoi,ymoi)與基準位置O(x,y)坐標差值,得裝配位置偏差?xoi、?yoi為:
圖3為標準件位置公差與位置偏差,由此判斷待測標準件C′位置偏差(?x,?y)是否在位置公ioioi差(εxi,εyi)范圍內。3)根據待測標準件裝配角度偏差評價裝配質量。已知模板圖像上標準件Ci位置(xmoi,ymoi)、標準件特征點(xmi,ymi)、斜率k0,則裝配角度αmi為:
同理,待測圖像C′角度α為:
由式(4)和式(5),得待測標準件C′角度偏差?αi:
圖4為標準件角度公差與角度偏差,由此判斷待測標準件C′角度偏差?α是否在角度公差θ范圍內。
式(1)~式(6)為標準件局部裝配質量檢測方法的數學模型。
3 試驗與效果分析
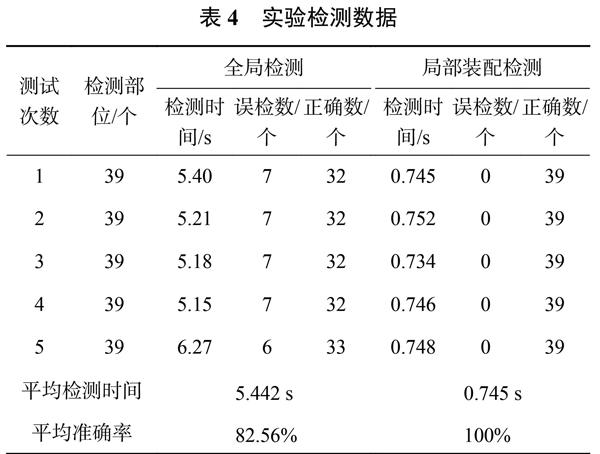
按表2搭建機箱裝配圖像采集裝置。在Matlab R2017b、LabVIEW 2017軟件環境下,選取ADLINK-MVP6010嵌入式機箱進行實驗,圖5為標準件局部裝配質量的圖像智能檢測效果;表3為機箱標準件檢出結果,標準件類型、數量均能準確檢出;表4為實驗檢測數據,使用機箱裝配標準件局部特征的質量智能檢測技術,檢測時間減少86.31%,實現零漏檢,檢測準確率達100%。
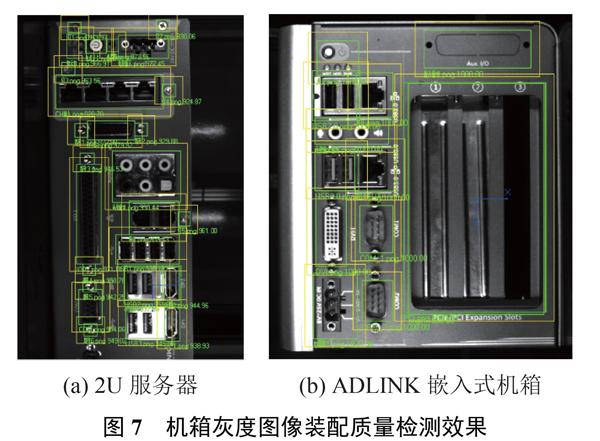
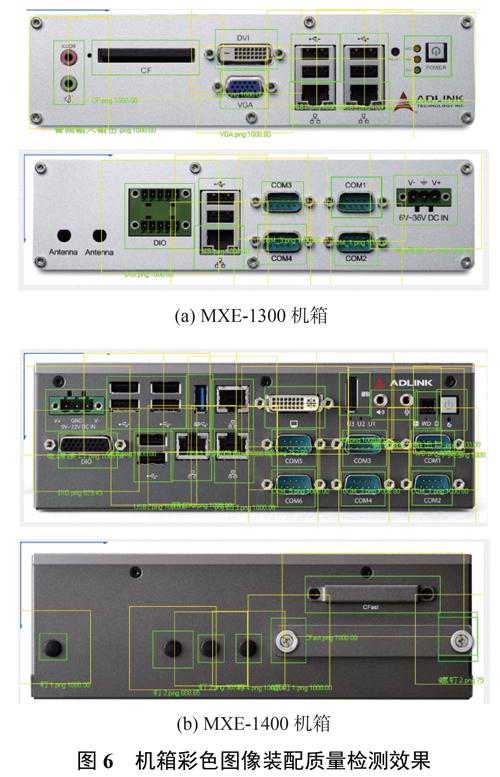
上述實驗裝置與檢測系統在機箱彩色圖像、灰度圖像檢測上均有良好效果,對MXE系列無風扇嵌入式電腦進行實驗,對MXE-1300機箱、MXE-1400機箱彩色圖像進行檢測,圖6為兩種機箱彩色圖像裝配質量檢測效果。對2U服務器、ADLINK嵌入式機箱灰度圖像進行檢測,圖7為兩種機箱灰度圖像裝配質量檢測效果。上述兩種類型圖像檢測均實現100%準確率,
檢測時間均不超過0.997s;表5為各型號機箱不同類型圖像檢測數據。
4 結束語
1)基于機器視覺檢測的標準件局部特征檢測方法,依據裝配標準件的裝配位置、大小、公差等裝配質量要求,提出面向機箱標準件裝配質量的智能檢測技術,建立標準件局部檢測數學模型,根據標準件裝配公差(位置、角度)評價裝配質量,有效提高檢測精度。
2)搭建機箱標準件裝配質量實驗裝置與檢測系統,與全局檢測相比,使用標準件裝配質量的局部特征智能檢測技術后,檢測時間減少86.31%,識別準確率達100%,實現零漏檢;對多種機箱(彩色、灰度)圖像進行檢測分析,均實現100%識別準確率,檢測時間不超過0.997s,有效提高機箱裝配質量檢測效率。
下一步將繼續改進圖像模板提取方法,減少人工構建模板、設置檢測參數的工作量,提高實際應用的通用性。
參考文獻
[1] ZHENG Y, ZHANG X, CHEN Y, et al. Peg-in-hole assembly based on hybrid vision/force guidance and dual-arm coordination[C]// 2017 IEEE International Conference on Robotics and Biomimetics (ROBIO), 2017.
[2] ARDHY F, HARIADI F I.Development of SBC based machine-vision system for PCB board assembly Automatic Optical Inspection[C]// 2016 International Symposium on Electronics and Smart Devices (ISESD), 2016.
[3] ZHANG J Y, XU S P, LIU Y, et al. Research on the identification method of micro assembly part[C]// 2017 2nd International Conference on Image, Vision and Computing (ICIVC), 2017.
[4] LEO G D, LIGUORI C, PAOLILLO A, et al. Online visual inspection of defects in the assembly of electromechanical parts[C]// 2014 IEEE International Instrumentation and Measurement Technology Conference (I2MTC) Proceedings, 2014.
[5] RAIHAN F, CE W. PCB defect detection USING OPENCV with image subtraction method[C]// 2017 International Conference on Information Management and Technology (ICIMTech), 2017.
[6]司小婷,吳文江,孫一蘭.基于視覺的零件識別和定位[J].組合機床與自動化加工技術,2016(10):70-73.
[7] YUAN X, LIU B, CHEN H. Algorithm and program design for fastener locating and detection using wavelet transformation and template matching[C]// 2017 IEEE 17th International Conference on Communication Technology (ICCT),2017.
[8]孫煉杰,樊臻.基于模板匹配的光纖收發PCB板目標檢測[J].計算機應用與軟件,2018,35(1):128-131,190.
[9]任永強,杜瑞,李軍.基于機器視覺的差速器卡簧裝配防錯檢測研究[J].制造技術與機床,2018(1):30-34.
[10]郭雪梅,劉桂雄,黃堅,等.面向標準件裝配質量的PI-SURF檢測區域劃分技術[J].中國測試,2017,43(8):101-105.
(編輯:李剛)
