轎車白車身CC向公差累積和偏移的分析優(yōu)化
2019-11-16 05:38:32袁兵解永圣徐玉冬
科技創(chuàng)新導(dǎo)報(bào) 2019年15期
袁兵 解永圣 徐玉冬
摘? ?要:正態(tài)分布是汽車零件公差分布普遍遵循的分布規(guī)律,為了保證零件裝配質(zhì)量,只要99.97%的樣本尺寸不超過公差上下限,則滿足要求。受整車廠白車身制造工藝的限制,側(cè)圍下部會(huì)出現(xiàn)公差累積偏差變大及公差中心線偏移的問題。如何從制造公差角度來校核產(chǎn)品結(jié)構(gòu)設(shè)計(jì)及工藝設(shè)計(jì),如何在現(xiàn)有制造能力基礎(chǔ)上進(jìn)一步提高整車制造精度,需要不斷的分析改進(jìn)。
關(guān)鍵詞:白車身? 尺寸? 公差累積? 公差中心線偏移
中圖分類號:TG801;U463.82? ? ? ? ? ? ? ? ? ? 文獻(xiàn)標(biāo)識碼:A? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1674-098X(2019)05(c)-0122-05
Abstract:The application of normal distribution curve was the general rule on BIW vehicles and parts. Summarized the tolerance accumulation and deviation of tolerance center line in real building with BIW process analysis. Based on the existing manufacturing capacity to increase on accuracy of manufacture need analysis and improvement accordingly.
Key Words:BIW;Dimension;Tolerance accumulation;Deviation of tolerance center line
1? 概述
轎車車身大部分是由薄板沖壓零件,經(jīng)過裝焊得到復(fù)雜的殼體總成件。但是其中的側(cè)圍系統(tǒng)比較特殊,不僅要為內(nèi)外飾、空調(diào)電子、四門兩蓋等子系統(tǒng)提供相應(yīng)安裝點(diǎn),還承載著傳遞并吸收碰撞能量、維持整車剛度和強(qiáng)度、保證整車NVH性能的作用,零件多為剛性強(qiáng),厚度大,是上車體結(jié)構(gòu)中最重要的組成部分。
白車身制造順序的不可逆性,焊槍軌跡的避讓以及焊接的可達(dá)性等的限制,會(huì)使側(cè)圍設(shè)計(jì)時(shí)出現(xiàn)多層鈑金對接形式焊接,下部門檻位置的公差累積后尺寸偏差變大,增加后續(xù)匹配件的安裝難度,降低人員操作效率,并影響整車質(zhì)量。本文針對某款車型結(jié)構(gòu)及測量數(shù)據(jù)進(jìn)行分析,并提出可行性方案。
1.1 兩種連接方式的公差累積分析
兩個(gè)相互獨(dú)立可匹配的零件,公差累加后的理論公差仍滿足正態(tài)分布。
Assembly(3σ)2=(3σdim1)2+(3σdim2)2+...+(3σdimN)2
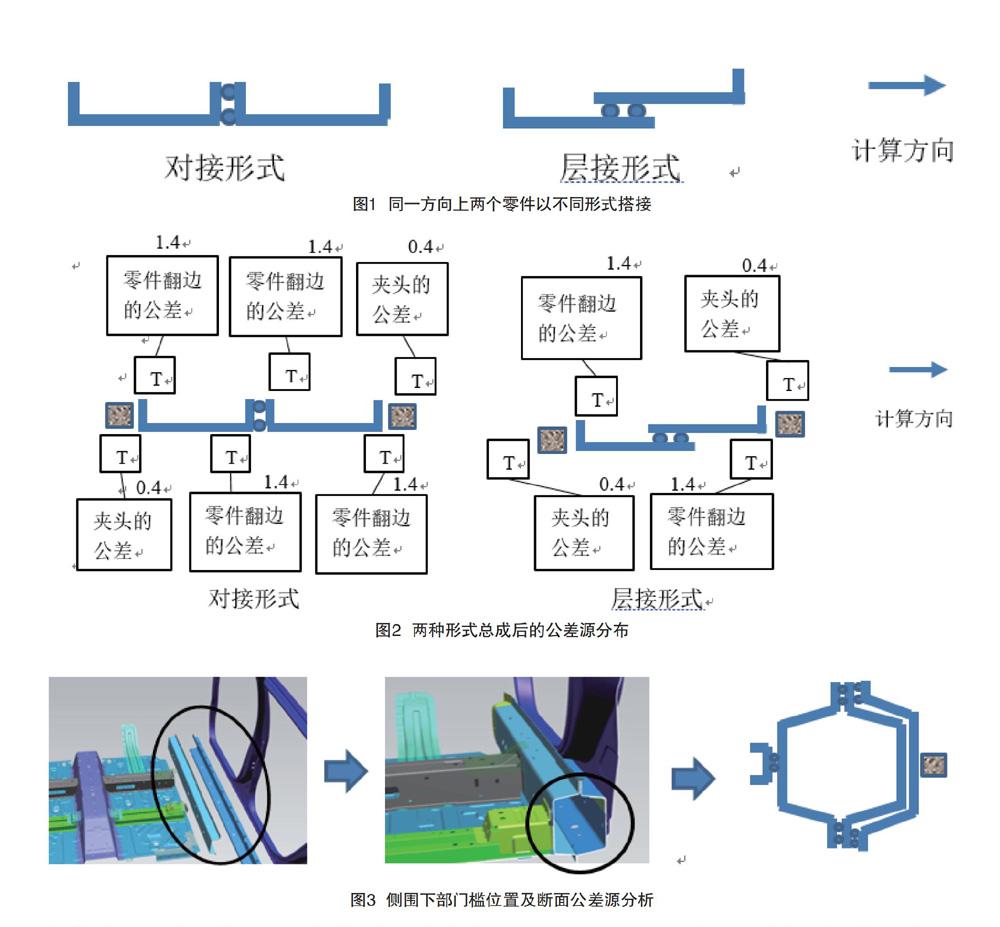
計(jì)算兩個(gè)鈑金零件在圖1箭頭所示方向上的不同定位形式下的尺寸公差[2]:
兩種形式總成后的公差源分布如圖2所示,零件公差給定為+/-0.7mm,定位塊公差給定為+/-0.2mm,在圖示方向上,
對接形式尺寸公差計(jì)算:
層接形式的公差計(jì)算:
結(jié)論:兩個(gè)鈑金零件以對接方式連接比以層接方式連接,公差累積要大。以此類推,多個(gè)鈑金零件在同一方向上多次對接連接,公差累積后的偏差會(huì)變大。
1.2 白車身側(cè)圍系統(tǒng)公差累積分析
白車身的制造順序是先完成下車體的制造,再安裝側(cè)圍系統(tǒng),最后完成頂蓋和覆蓋。白車身制造順序的限制,決定了側(cè)圍系統(tǒng)中的門檻內(nèi)板,門檻加強(qiáng)件和側(cè)圍外板是以一種C/C向多次對接的方式與下車體連接。
1.2.1 多層板對接的公差累積分析
現(xiàn)以某款車型為例,對單側(cè)門檻區(qū)域斷面進(jìn)行公差源分析,如圖3所示,右側(cè)門檻區(qū)域C/C向的尺寸公差計(jì)算(零件公差給定為+/-0.7mm,定位塊公差給定為+/-0.2mm):
理論計(jì)算可見,公差+/-0.7mm的零件,多次對接后,公差累積到+/-1.41mm。
1.2.2 公差中心線偏移分析
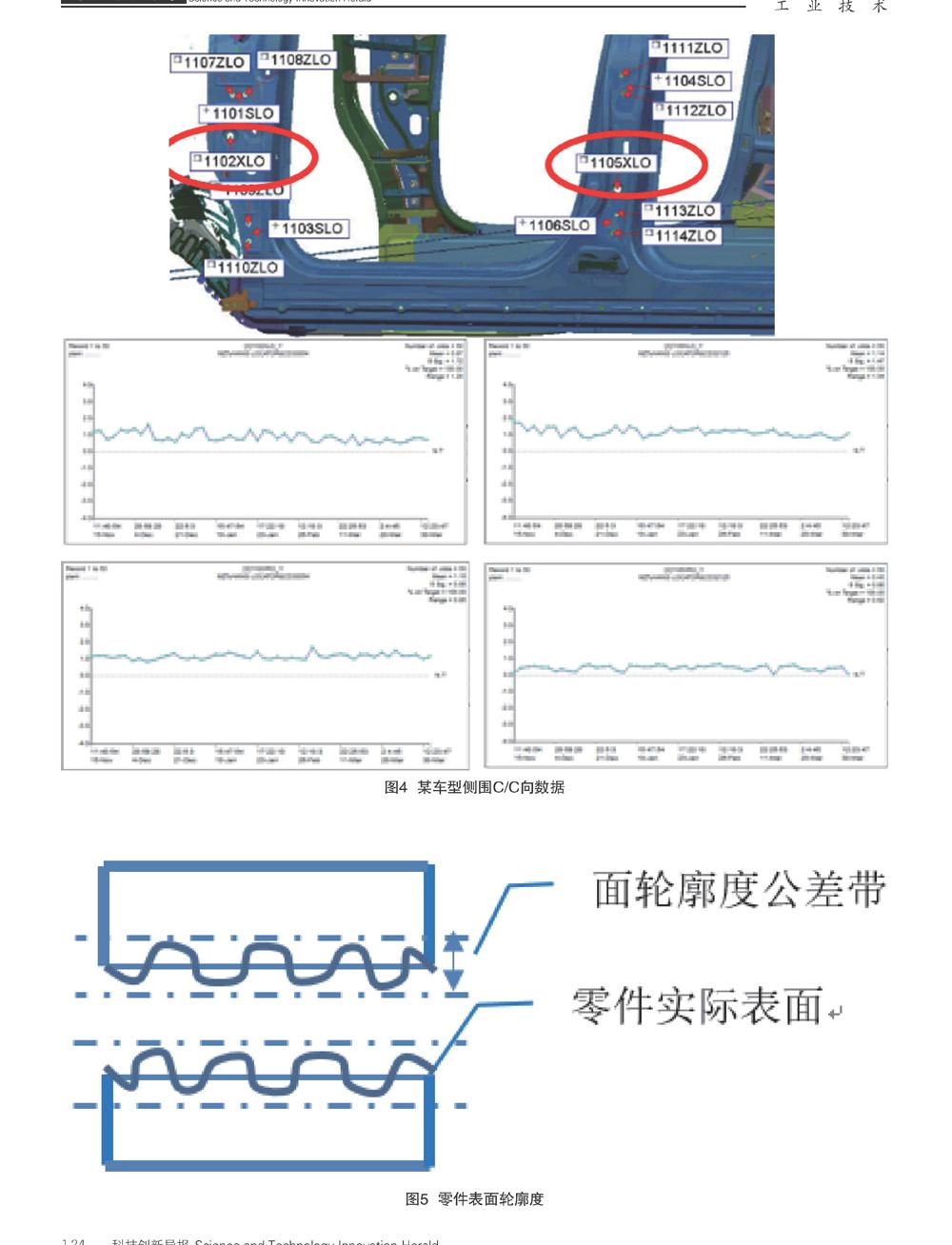
從CMM測量白車身C/C向的數(shù)據(jù)又會(huì)發(fā)現(xiàn)另一個(gè)問題,側(cè)圍下部C/C向的數(shù)據(jù)全部偏外,沒有偏內(nèi)的數(shù)據(jù),如圖4所示,左側(cè)圍下部C/C向,均值偏外0.87~1.14mm,右側(cè)相同趨勢,均值偏外0.43~1.15mm。這說明完成整車匹配后,沒有出現(xiàn)下公差,公差中心線產(chǎn)生了偏移。
鈑金件的實(shí)際表面,分布在公差帶的兩個(gè)平行平面之間,如圖5,如果兩個(gè)剛性強(qiáng),厚度大的鈑金件大面積對接時(shí),當(dāng)一個(gè)表面上的較高點(diǎn)與另一個(gè)表面上的較高點(diǎn)接觸,會(huì)產(chǎn)生一較高的接觸點(diǎn),兩個(gè)表面上其他的接觸點(diǎn)之間就會(huì)出現(xiàn)間隙。那么對接后的總成的公差中心線必定會(huì)朝正公差帶偏移,偏移的大小由接觸后的最高點(diǎn)決定。
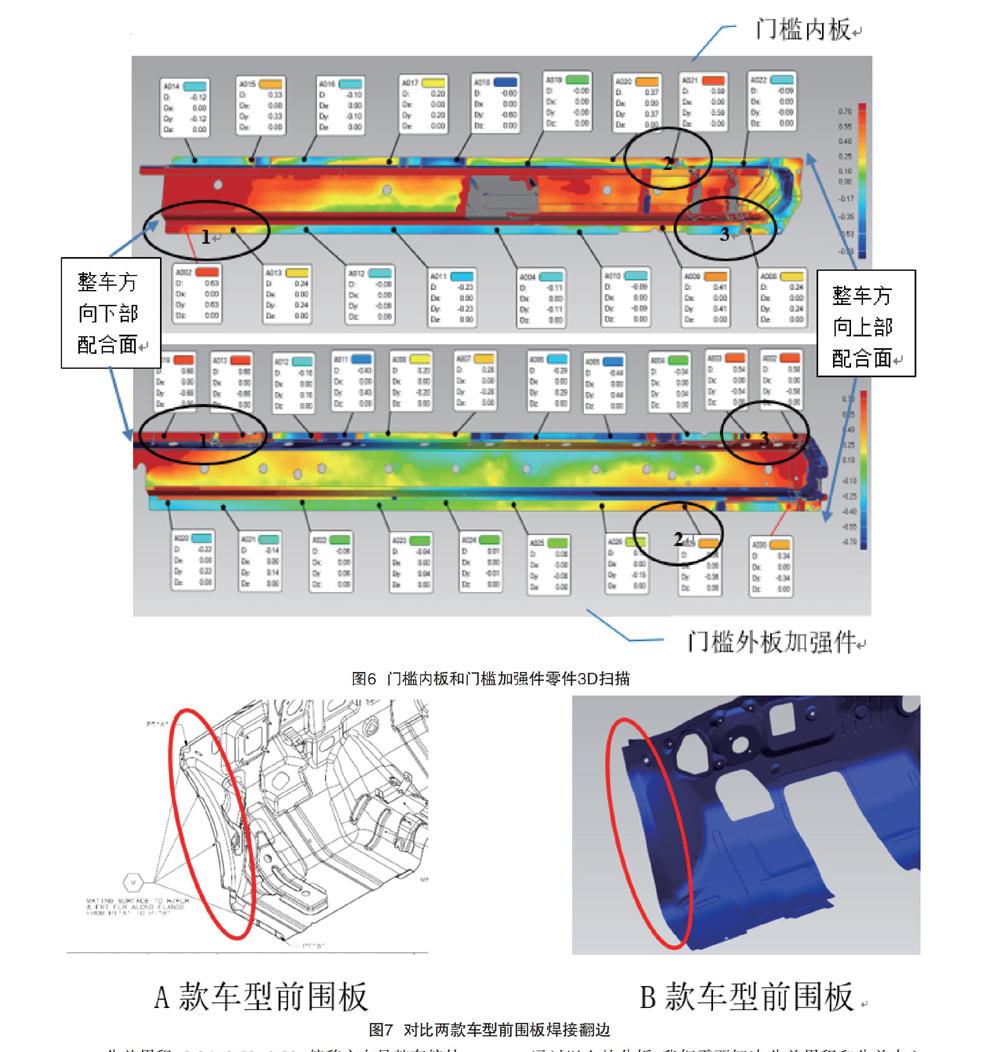
從某車型右側(cè)門檻內(nèi)板和門檻加強(qiáng)件接觸面3D掃描數(shù)據(jù)圖6可見,兩個(gè)零件配合面的尺寸都在公差范圍內(nèi)(+/-0.7mm)波動(dòng)。選擇紅色的三個(gè)區(qū)域進(jìn)行公差累積計(jì)算(門檻內(nèi)板正值,表示點(diǎn)在零件匹配面的正公差,門檻加強(qiáng)件的負(fù)值,表示點(diǎn)在零件匹配面的正公差)。
公差累積計(jì)算:
區(qū)域1:門檻內(nèi)板,DY=0.63,
門檻加強(qiáng)件,DY=0.68,
公差累積=0.63+0.68=1.31,偏移方向是整車偏外
區(qū)域2:門檻內(nèi)板,DY=0.59,
門檻加強(qiáng)件,DY=0.36,
公差累積=0.59+0.36=0.95,偏移方向是整車偏外
區(qū)域3:門檻內(nèi)板,DY=0.24,
門檻加強(qiáng)件,DY=0.58,
公差累積=0.24+0.58=0.82,偏移方向是整車偏外
結(jié)論:兩個(gè)零件匹配后,這三個(gè)區(qū)域會(huì)產(chǎn)生接觸高點(diǎn),其他區(qū)域會(huì)產(chǎn)生接觸間隙,最終,導(dǎo)致匹配后的總成公差中心線朝著整車外向偏移。如果依靠增加夾具的夾緊力,間隙值會(huì)有所降低,但是這樣會(huì)降低工裝的穩(wěn)定性,從長遠(yuǎn)來看,并不是有效解決問題的辦法。
通過以上的分析,我們需要解決公差累積和公差中心線偏移,才能在不增加鈑金一致性要求的前提下,解決側(cè)圍下部整體偏大的問題。
2? 減少公差累積和公差中心線偏移
根據(jù)目前整車廠白車身制造工藝的現(xiàn)狀,從實(shí)際制造公差的角度來分析并校核新車型產(chǎn)品公差的合理性及適用性,把總成零件可能出現(xiàn)的尺寸問題進(jìn)行預(yù)測和驗(yàn)證,能夠有效縮短開發(fā)周期,降低產(chǎn)品開發(fā)成本,提高整車的制造精度[3]。
2.1 減少相同方向的公差累積
在白車身前期設(shè)計(jì)中,應(yīng)避免零件C/C向的焊接來提高工藝性。對比某兩款車型的前圍板,如圖7,A款車型在C/C向設(shè)計(jì)了翻邊,前圍板是C/C向焊接;B款車型前圍板則設(shè)計(jì)成F-A向焊接形式,這樣就降低了C/C向的公差累積,就是一個(gè)很好的優(yōu)化案例。
2.2 在多層對接鈑金之間設(shè)置設(shè)計(jì)間隙
如果在設(shè)計(jì)中無法避免出現(xiàn)多層鈑金件多次對接的情況,可以通過設(shè)置設(shè)計(jì)間隙來調(diào)整。設(shè)置設(shè)計(jì)間隙,其原理就是在車型產(chǎn)品設(shè)計(jì)階段對公差中心線進(jìn)行預(yù)偏移,這樣,在沒有提升零件的制造要求的前提下,將設(shè)計(jì)間隙轉(zhuǎn)化成可以執(zhí)行的零件尺寸控制方法。
通常設(shè)置設(shè)計(jì)間隙在0.5mm~1mm之間,即將公差中心線偏移1σ~2σ之間,如圖8,可以有效解決整車公差中心偏移的問題。
3? 結(jié)語
這個(gè)案例給我們啟示:(1)在制造能力一定的情況下,產(chǎn)品的結(jié)構(gòu)設(shè)計(jì)及零件定位方式(工藝設(shè)計(jì))不同,導(dǎo)致產(chǎn)品的目標(biāo)尺寸公差差異很大,而這些在數(shù)模設(shè)計(jì)階段都是無法預(yù)知的。(2)根據(jù)裝配結(jié)構(gòu)預(yù)測公差的敏感方向,在設(shè)計(jì)時(shí)將公差中心線向某一方向偏移,解決了誤差積累的問題,對整車廠解決尺寸及配合問題有指導(dǎo)作用。
參考文獻(xiàn)
[1] 王德倫,張振珠.移動(dòng)公差在車身公差優(yōu)化中德應(yīng)用[J].四川兵工學(xué)報(bào),2011(7):51-54.
[2] 周智漢,李彬,李明.汽車尺寸工程中的公差分析技術(shù)[J]百度文獻(xiàn),2015(8).
[3] 張榮,季學(xué)來.關(guān)于汽車產(chǎn)品在設(shè)計(jì)階段的尺寸與公差管理的思考[J].大眾汽車,2014(3):57-58.
