3D打印技術在樣車試制車身焊接模板中的應用
2019-11-17 06:43:38周秀梅高志剛張灝辰
時代汽車 2019年20期
周秀梅 高志剛 張灝辰

摘 要:本文首先介紹了樣車試制車身車間傳統的焊接定位模板制作方法與不足,其次引入利用3D打印技術開發制作焊接定位模板的新方法,并進行詳細具體的開發工作流程介紹。3D打印技術開發制作焊接定位模板即通過UG設計三維焊接模板數據,利用3D打印技術打印,并通過軟磁條粘連模板與磁性吸附至試制車身上,具有開發周期短、精度高,強度好,且操作便捷等優點。最后總結了3D打印技術對樣車試制階段的影響與意義。
關鍵詞:試制;車身;焊接模板;3D打印;軟磁條
1 引言
電阻點焊技術以其高效率、低成本、易于實現自動化等優點而廣泛應用于汽車結構件的連接中,正常情況下一個汽車白車身約有3000~5000個焊點。電阻焊完成90%的車身裝配,屬于車身裝配中最重要的方式,焊點的質量直接影響整車裝配和車身的強度,甚至影響車輛的行駛安全性能[1-2]。焊點位置偏差是焊點質量不可接受的一種失效模式,因此焊點位置的過程質量控制尤為重要。所謂焊點位置偏差是指實際焊點位置超出設計位置規定值。在汽車量產車身車間,是通過自動化生產線機器人焊接來精準保證焊點位置符合設計要求。而在汽車量產之前,小批量制造各種車型試驗用車、驗證各零件設計與工藝設計的樣車試制車身車間,多考慮低成本高柔性設備工具投入,一般采用人工使用手動焊槍焊接方式,通過目視工藝文件獲取焊點所處區域的特征來大致確定實物鈑金上的焊點位置,或者利用簡易的定位工具確定焊點位置并用記號筆標記,然后取下定位工具進行人工焊接,來保證焊點位置的合理性。考慮樣車試制車身車間焊接定位模板的需求特點,本文引入具有高效、經濟、簡便特點的3D打印成形技術來開發制造,以達到短周期、低成本、高強度高精度完成模板制作的目的。
2 傳統的試制車身焊接定位工具
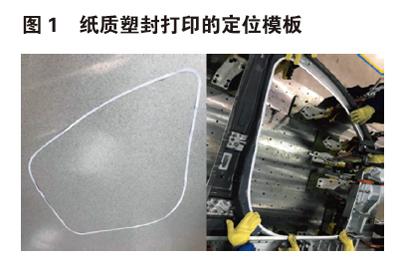
樣車試制車身車間,傳統的焊接模板有紙質或塑膠材質打印模板、激光切割鈑金模板兩種。紙質塑封或塑膠材質打印的模板,如圖1所示,主要是通過UG提取焊接面并在焊點處創建孔特征,然后展平三維焊接面形成二維平面圖再利用打印機打印,手工裁剪、開孔與拼接等處理,現場使用需多人手持平鋪固定在鈑金上。紙質塑封或塑膠材質打印的模板本身強度低,不易固定,使用不便;激光切割的鈑金模板,如圖2所示,主要是通過激光切割的方式來對一套實物零件進行剪裁,剪裁出的特征包括模板定位邊界與焊點定位孔特征,現場使用大力鉗加緊固定至車身上。激光切割制作的鈑金模板,全型面貼合實際鈑金,精度高、強度可靠,但成本也較高,且開發周期長。
3 3D打印技術在試制車身焊接定位模板中的應用
3D 打印是新興且快速發展的一種技術,它是以數字模型文件為基礎,運用粉末狀金屬或塑料等材料,通過逐層打印的方式來構造物體的技術,“加法”式制造模式,在設備尺寸允許的條件下,可進行多個部件同時加工,具備材料利用率高、開發成本低、制作精度高、開發周期短等優點,尤其適用于小批量產品生產[3]。以Stratasys公司的型號為Fortus 450mc的3D打印機為例 ,設備能支持大多數的數模格式導入,兼容性能較好。3D打印使用材料可選用ABS、尼龍等工程塑料,成本約為3.5元/克,打印尺寸精度能達到約0.127mm,以50mm*50mm*50mm的打印模型為例,所花費的打印時長只需大約4小時。
在樣車試制階段,車型項目多,生產批量小,且在造車過程中,工程變更多,需求快速響應,3D打印技術的優勢恰好與試制車身焊接定位模板的開發需求相契合。利用3D打印技術開發焊接定位模板,周期短、精度高,強度好,相對紙質塑封或塑膠材質打印的模板穩定可靠,相對激光切割制作的鈑金模板成本低。3D打印完成的焊接模板,通過軟磁條固定至車身上,一側靠粘膠連模板,一側靠磁性吸附車身,人工操作便捷性大大提升。
3D打印技術開發試制車身焊接定位模板過程主要包含五步工作:準備待開發焊接定位模板的數據、模板的結構設計、利用3D打印機選用合適的材料進行1:1打印、粘結軟磁條、現場使用驗證。
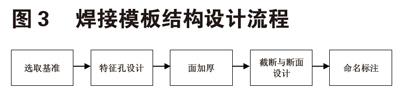
在整個定位模板開發過程中,模板的結構設計環節尤為重要,設計的合理性直接影響使用過程中的定位精準性與使用便捷性。試制車身焊定位模板的結構設計流程如圖3所示。焊接模板結構設計在UG軟件中進行,定位基準依靠鈑金的邊界與型面,具體設計說明如下:
1、抽取焊接模板基準面與焊點數模。可利用wave geometry linker命令,基于待開發焊接模板的連接零件,來確定抽取焊點數模,同時考慮實際焊接操作時,零件在定位工裝上的擺放姿態與焊點標記位置,來確定抽取鈑金面作為模板開發基準面,提取后的基準面為片體。
2、在模板基準面上有焊點的位置創建特征孔。可使用hole命令,具體以焊點為圓心,設置合理的直徑(綜合考慮記號筆標記與模板強度),選擇焊點投影片體方向,創建特征孔。
3、對完成特征孔創建的模板基準面進行面加厚。可利用thicken命令,加厚方向需要考慮實際定位工裝的擺放姿態與制作完成后模板的實際放置需求,厚度值設置需綜合考慮模板選用的材質與設計結構。
4、模板截斷與斷面結構設計。此步驟按需進行,主要考慮到3D打印機的最大構建尺寸,即如果模板尺寸超過設備最大構建尺寸,則需要進行截斷處理與斷面設計,否則不需要此步驟。在截面設計時,建議采用斜面,既簡單又可在兩方向上有一定定位效果,斜向斷面如圖4所示。
5、焊接模板上表面進行命名標注。模板命名并標注在上表面,清晰規范,便于操作人員能夠快速找到模板,按照工藝文件中要求進行使用。在使用過程中需要拼接使用的分段模板,更需要在模板上表面標注分段編號,拼接方向等信息,如圖5所示。文字標準操作,可通過text命令實現。
以上五個步驟已完成焊接模板的結構設計,數模審核無誤后,便可導入3D打印設備進行排版1:1打印。對于3D打印焊接定位模板材料的選取,考慮到樣車試制階段,焊接模板僅用于焊點標記的定位,標記完成后會取下定位模板,因此,一般選用ABS、尼龍等工程塑料即可滿足強度要求,同時工程塑料材料的模板重量輕,易取易放。焊接定位模板3D打印完成后,便可利用軟磁條連接,如圖6所示。軟磁條價格便宜、性軟可貼合曲面模板,且粘性與磁性均足夠可滿足模板與車身鈑金之前的牢固連接。
4 總結與展望
焊點位置是車身焊點質量控制的重要因素。在樣車試制階段,手工焊接定位模板,可有效控制焊點位置的合理性,保證試驗車輛的合格焊接質量,以便更好驗證車輛的行駛安全等性能。本文重點介紹的是 3D打印技術在樣車試制車身焊接定位模板方面的應用以及具體開發工作流程。3D打印技術開發的定位模板,相對傳統模板,精度高、強度好,性價比高、可快速響應工程設計變更且使用便捷性。近年來,3D打印技術已由新興技術逐漸發展成為主流技術,其優勢特點與樣車試制需求完美契合,也將有助于其在樣車試制領域得到更廣泛快速的應用與推廣[4]。
參考文獻:
[1]馬鴻龍,任建新,杜紫微. 白車身試制階段車身質量的控制[J]. 汽車制造與裝備,2018,(3):132~133.
[2]余可杏,秦勤,陳良寧. 汽車車身電阻點焊虛焊問題淺析[J]. 裝備制造技術,2016,(12):101~103.
[3]張貴平,王斌,張云雷. 3D 打印在車身試制夾具中的應用[J]. 汽車實用技術,2016,(11):115~117.
[4]徐榮健,李宗安,朱莉婭. 3D打印產業及技術發展趨勢概述[J]. 機械設計與制造,2016,45(3): 11~16.
