基于組態王技術的PLC自動混料罐組態監控系統的實現
2019-11-30 12:35:50劉建華
科技創新導報 2019年19期
摘? ?要:“PLC自動混料罐組態監控系統”涉及組態監控技術、可編程序控制器(PLC)和機電控制技術等內容。本文主要對“PLC自動混料罐組態監控系統”中的組態監控人機界面的開發進行剖析,包括根據設計要求確定“PLC自動混料罐組態監控系統”的控制I/O端子、組態人機監控界面繪制、安裝設備信息、通信串口設定、數據庫詞典的設定、控制程序語言的設定等內容。
關鍵詞:組態技術? 組態監控系統? 可編程序控制器? 人機界面? 自動混料罐
中圖分類號:TP274? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1674-098X(2019)7(a)-0104-03
工業技術的發展,對自動控制系統提出了越來越高的要求,可編程序控制器(PLC)和工控組態技術也廣泛地應用于工業控制領域。工控組態軟件是以計算機為基本工具完成數據采集和過程控制的工業軟件,可以非常容易地實現監控層的各項功能,并可向控制層和管理層提供軟、硬件的全部接口。工控組態軟件和可編程序控制器結合,可以方便、快速地進行系統集成,構造出不同需求的,集現場控制、數據采集和實時監控等多種功能的自動控制系統。
1? “PLC自動混料罐組態監控系統”設計要求
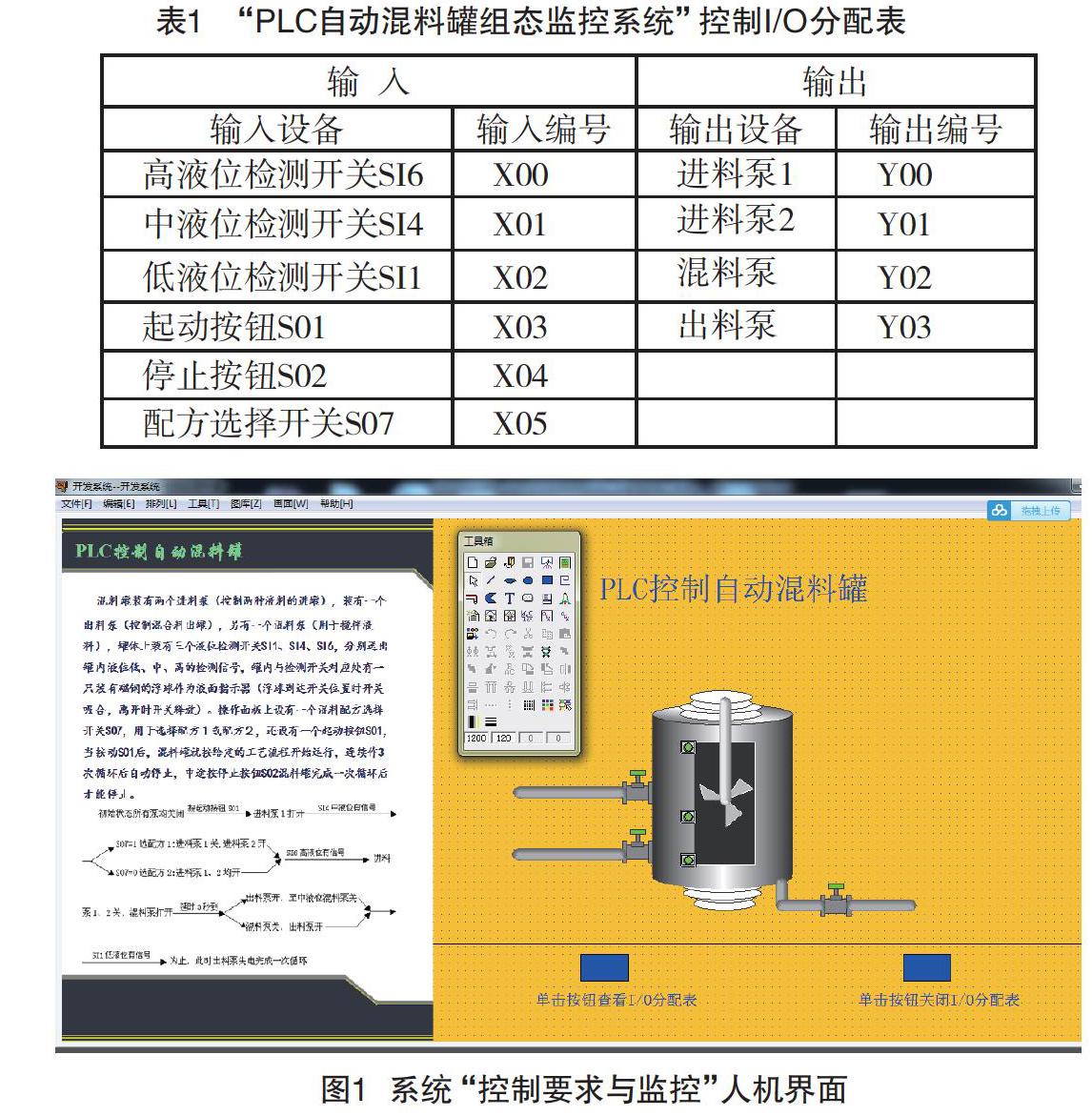
“PLC自動混料罐組態監控系統”的PLC控制功能:混料罐裝有兩個進料泵(控制兩種液料的進罐),裝有一個出料泵(控制混合料出罐),另有一個混料泵(用于攪拌液料),罐體上裝有三個液位檢測開關SI1、SI4、SI6,分別作為罐內液位低、中、高的檢測信號,操作面板上設有一個混料配方選擇開關S07,用于選擇配方1或配方2,還設有一個起動按鈕S01,當按動S01后,混料罐就按給定的工藝流程開始運行,連續作3次循環后自動停止,中途按停止按鈕S02混料罐完成一次循環后才能停止。
“PLC自動混料罐組態監控系統”中的監控功能:利用組態王監控軟件開發一個“PLC混料罐監控系統”人機界面,可以實時對系統的工作過程進行有效監控;可以顯示系統的控制要求和控制端口。
2? “PLC自動混料罐組態監控系統”人機監控界面設計方案實施
根據設計要求,最終確定了“PLC自動混料罐組態監控系統”的控制I/O端子如表1所示。
步驟一:根據“PLC自動混料罐組態監控系統”控制要求“新建工程”并完成人機界面的繪制,包括“I/O分配顯示”畫面和“控制要求與監控”畫面,其中“控制要求與監控”畫面如圖1所示。
步驟二:按照“設備安裝向導”完成新建“三菱PLC”,然后進行串口設置,如圖2所示。
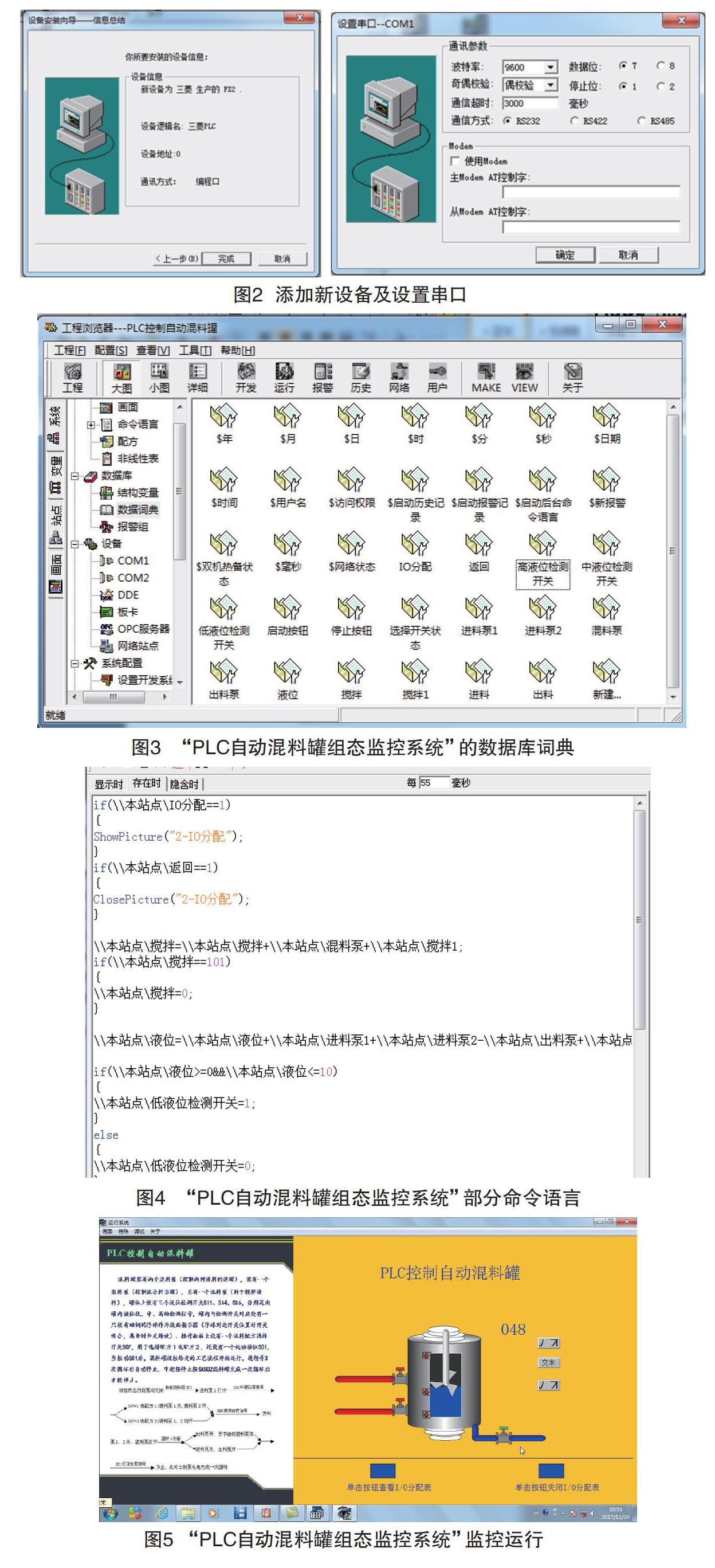
步驟三:根據“PLC自動混料罐組態監控系統”控制方案的I/O端子及運行要求,建立“數據庫詞典”。“數據庫詞典”是上位機和下位機的聯系橋梁。圖3所示為“PLC自動混料罐組態監控系統”的數據庫詞典,包括I/O離散型變量、內存整形和內存離散三種類型的變量。
步驟四:按照程序要求完成動畫鏈接和命令語言設置,如圖4所示為“PLC自動混料罐組態監控系統”部分命令語言。
3? “PLC自動混料罐組態監控系統”運行調試
系統調試分為PLC控制程序調試和監控系統運行調試。首先將程序錄入三菱PLC的編程軟件,編譯后下載到PLC中;連接外部輸入和輸出,通過輸出的工作狀態對程序進行調試修改,指導符合設計要求。
PLC程序運行正常后,通過通訊線與組態監控電腦相連,啟動監控人機界面,通過實際運行的現象對系統進行調試。圖5所示為“PLC自動混料罐組態監控系統”監控運行畫面。
參考文獻
[1] 張靜之,余粟,章偉,等.智能車庫車行引導系統實踐教學裝置的研發[J].實驗室研究與探索,2018,37(5):54-57,73.
[2] 張靜之. 計算機組態控制T68鏜床故障排除考核系統的實現[J]. 實驗室研究與探索,2013(5):85-88.
[3] 張靜之,劉建華.一種車庫車行指引停車智能控制系統及控制方法[P].中國專利:ZL201510523685.2.2017-06-27.
[4] 任思璟,李春華,李忠勤.基于組態仿真技術的紙機實驗系統設計[J].實驗室研究與探索,2014,33(7):98-100.
[5] 李倬豪,金文,張亦斐,等.基于計算機組態的液位控制系統的設計與實現[J].數字技術與應用,2014(9):20,39.
