帶鋼熱軋智能竄輥策略的研究
2019-12-17 08:48:44崔席勇
重慶理工大學(xué)學(xué)報(bào)(自然科學(xué)) 2019年11期
關(guān)鍵詞:產(chǎn)品
崔席勇,馬 濤,張 偉,王 強(qiáng)
(中冶賽迪重慶信息技術(shù)有限公司, 重慶 401120)
熱軋帶鋼產(chǎn)品板形質(zhì)量包括凸度、平直度、斷面形狀等指標(biāo)。熱軋產(chǎn)品板形質(zhì)量的影響因素眾多:從生產(chǎn)管理角度講,設(shè)備、工藝、控制和操作都會對產(chǎn)品板形產(chǎn)生影響;從生產(chǎn)工藝角度講,精軋及其之前的所有軋線工藝段都會對熱軋產(chǎn)品的板形產(chǎn)生影響;甚至對于某些高強(qiáng)鋼,層冷也會對產(chǎn)品板形產(chǎn)生影響。因此,熱軋板形問題一直是一個(gè)十分復(fù)雜的研究課題。隨著經(jīng)濟(jì)的發(fā)展、生活水平的提高、工業(yè)產(chǎn)品的豐富和質(zhì)量的提高,熱軋產(chǎn)品的下游用戶對熱軋產(chǎn)品的質(zhì)量要求,尤其是板形質(zhì)量的要求越來越苛刻。在保證凸度和平直度的基礎(chǔ)上,良好的斷面形狀已成為一些高端產(chǎn)品的質(zhì)量要求[1-4]。產(chǎn)品斷面形狀的板形缺陷主要有“貓耳”狀局部高點(diǎn)、邊部減薄等,如圖1、2所示。
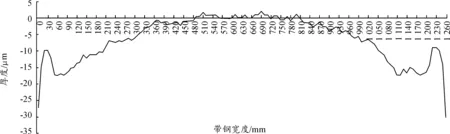
圖1 “貓耳”型斷面形狀

圖2 邊部減薄斷面形狀
對板形質(zhì)量要求比較高的產(chǎn)品,如冷軋料和硅鋼等,若斷面形狀質(zhì)量較差,會影響后續(xù)再加工的產(chǎn)品質(zhì)量。冷軋?jiān)袭a(chǎn)品容易出現(xiàn)“貓耳”狀局部高點(diǎn),在冷軋時(shí)容易出現(xiàn)“邊鼓”狀缺陷[5-7]。硅鋼是一種高附加值的共能材料,對斷面形狀要求更高,出現(xiàn)局部高點(diǎn)、邊部減薄等缺陷時(shí)會嚴(yán)重影響產(chǎn)品的使用性能[8-9]。
上述板形缺陷形成的主要原因是精軋工作輥的不均勻磨損或局部磨損嚴(yán)重。因此,對軋輥磨損機(jī)理進(jìn)行研究,開發(fā)可以均勻化軋輥磨損的竄輥策略,是板形研究的一個(gè)重點(diǎn)。
1 軋輥磨損形成原因及計(jì)算方法
熱軋生產(chǎn)中,軋輥的磨損是不可避免的。軋輥的磨損可分為化學(xué)磨損、熱磨損和機(jī)械摩擦磨損3種。其中,化學(xué)磨損是由于軋輥輥面與輥面周圍環(huán)境因素(如水、溫度、大氣、乳化液等)的相互作用,使軋輥表面產(chǎn)生氧化膜、氧化膜脫落等狀態(tài)造成。熱磨損是由于軋輥的實(shí)際溫度超過安全使用溫度或者軋輥表面溫度劇烈波動(dòng)導(dǎo)致的磨損。機(jī)械摩擦磨損是由于在軋鋼過程中,由于軋制力和軋輥轉(zhuǎn)動(dòng)的作用,支承輥與工作輥之間有接觸應(yīng)力和一定的相對運(yùn)動(dòng),工作輥與帶鋼之間有接觸應(yīng)力和相對運(yùn)動(dòng),這些都會對工作輥產(chǎn)生機(jī)械摩擦的作用,從而產(chǎn)生磨損[10]。3種情況的軋輥磨損中,機(jī)械摩擦磨損占比最大。針對機(jī)械摩擦磨損,由于整個(gè)精軋輥系的受力狀態(tài)、每個(gè)機(jī)架軋制力沿帶鋼寬度方向上的分布是不均勻的,所以工作輥磨損沿軋輥長度方向上的分布也是不均勻的[11]。
精軋工作輥的磨損,不僅會影響軋輥的使用壽命,而且直接影響有載輥縫形狀,并最終影響產(chǎn)品的板形質(zhì)量[11]。精軋工作輥的磨損主要與軋制力分布、帶鋼寬度、軋制時(shí)間、軋制速度、前滑系數(shù)、帶鋼壓下量、軋輥材質(zhì)、帶鋼材質(zhì)等因素有關(guān)[12]。工作輥磨損的計(jì)算可用如下公式計(jì)算:
ΔRw(z)=f(F(z),w,v,f,Δh,t,c1,c2)
式中:ΔRw(z)為軋輥磨損分布;F(z)為軋制力分布;w為帶鋼寬度;v為軋制速度;f為前滑系數(shù);Δh為壓下量;t為軋制時(shí)間;c1為軋輥材質(zhì)影響系數(shù);c2為帶鋼材質(zhì)影響系數(shù)。
同時(shí),精軋工作輥2個(gè)邊部磨損較中間部位磨損要大,其主要原因有:
1) 相對于帶鋼中部,帶鋼邊部的溫度較低,屈服強(qiáng)度較大,對軋輥邊部的磨損相應(yīng)也較大。
2) 相對于帶鋼中部,帶鋼邊部金屬流動(dòng)的自由度更大。金屬不僅有長度方向上的流動(dòng),還有寬度方向上的流動(dòng)。這種寬度方向上的金屬流動(dòng)會對軋輥產(chǎn)生一個(gè)切削的作用,使軋輥邊部磨損加重[13]。
3) 由于整個(gè)軋機(jī)輥系的受力狀態(tài),在帶鋼邊部與工作輥接觸區(qū)域會產(chǎn)生一個(gè)有害彎矩,該彎矩會使工作輥與帶鋼邊部接觸區(qū)域產(chǎn)生應(yīng)力集中。該應(yīng)力集中會使軋輥邊部磨損加重。
4) 帶鋼同寬公里數(shù)過大,工作輥的竄輥步長過小,會使工作輥與帶鋼邊部接觸區(qū)域長時(shí)間比較固定,缺乏變化,那么該固定區(qū)域的磨損就會越來越嚴(yán)重[11]。
某熱軋廠精軋?jiān)谲堉?0 km后,F(xiàn)1-F7的精軋工作輥的磨損計(jì)算如圖3所示。
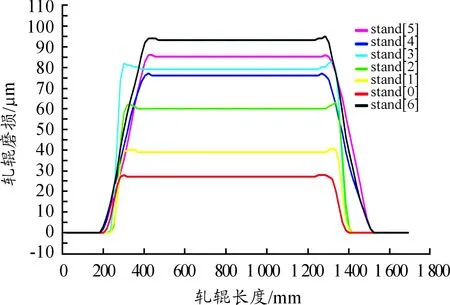
圖3 軋輥磨損計(jì)算
2 智能竄輥策略
均勻軋輥磨損,優(yōu)化產(chǎn)品斷面質(zhì)量有兩種方法。其中一種是對生產(chǎn)計(jì)劃進(jìn)行合理性優(yōu)化,盡量安排較多種類的產(chǎn)品鋼種或尺寸、盡量安排不同寬度規(guī)格的產(chǎn)品、盡量降低同寬軋制公里數(shù)等[9]。以上方法的主要目的是使帶鋼與工作輥的接觸區(qū)域盡可能發(fā)生變化,特別是邊部接觸區(qū)域,以降低軋輥邊部磨損的嚴(yán)重程度。但是這種方法執(zhí)行難度較大,熱軋廠往往受訂單和原料的影響很難實(shí)現(xiàn)具有較高技術(shù)要求的合理的生產(chǎn)計(jì)劃編排[14-15]。
另一種方法就是利用工作輥的竄輥來周期性地改變軋輥與軋件的接觸區(qū)域,以達(dá)到均勻軋輥磨損的目的[16]。通過研究與生產(chǎn)實(shí)踐,成功研發(fā)出如下3種竄輥策略。
2.1 智能循環(huán)竄輥功能
針對負(fù)凸度平輥的工作輥輥型,一般采用循環(huán)竄輥功能來均勻軋輥磨損。常規(guī)的以固定步長在固定竄輥范圍的循環(huán)竄輥策略,考慮的因素較少,已不能滿足生產(chǎn)的需求。
合理的竄輥策略需要考慮如下因素[15,17-19]:
1) 在保證合理的板形控制要求的凸度控制范圍內(nèi),每個(gè)機(jī)架的最大和最小竄輥范圍應(yīng)盡可能大。
2) 開軋時(shí),考慮軋制穩(wěn)定性,采用較小竄輥區(qū)間和步長。
3) 開軋穩(wěn)定后,為了使精軋各個(gè)機(jī)架的工作輥快速建立起穩(wěn)定的熱凸度,使工作輥整個(gè)長度方向上的輥面都得到均勻升溫,應(yīng)該采用較大竄輥步長和較大竄輥行程。
4) 軋制計(jì)劃中期,為了軋輥均勻磨損,同時(shí)為了重點(diǎn)產(chǎn)品的軋制穩(wěn)定性,采用較小竄輥步長和較大竄輥行程。
5) 軋制計(jì)劃后期,軋輥邊部磨損較嚴(yán)重,為了避免帶鋼與軋輥邊部接觸,采用較小竄輥行程,同時(shí)為了軋制穩(wěn)定性,采用較小竄輥步長。
基于以上規(guī)則的竄輥策略示意圖如圖4所示,其中不同階段的竄輥步長和竄輥行程可以根據(jù)實(shí)際生產(chǎn)情況和要求方便配置。
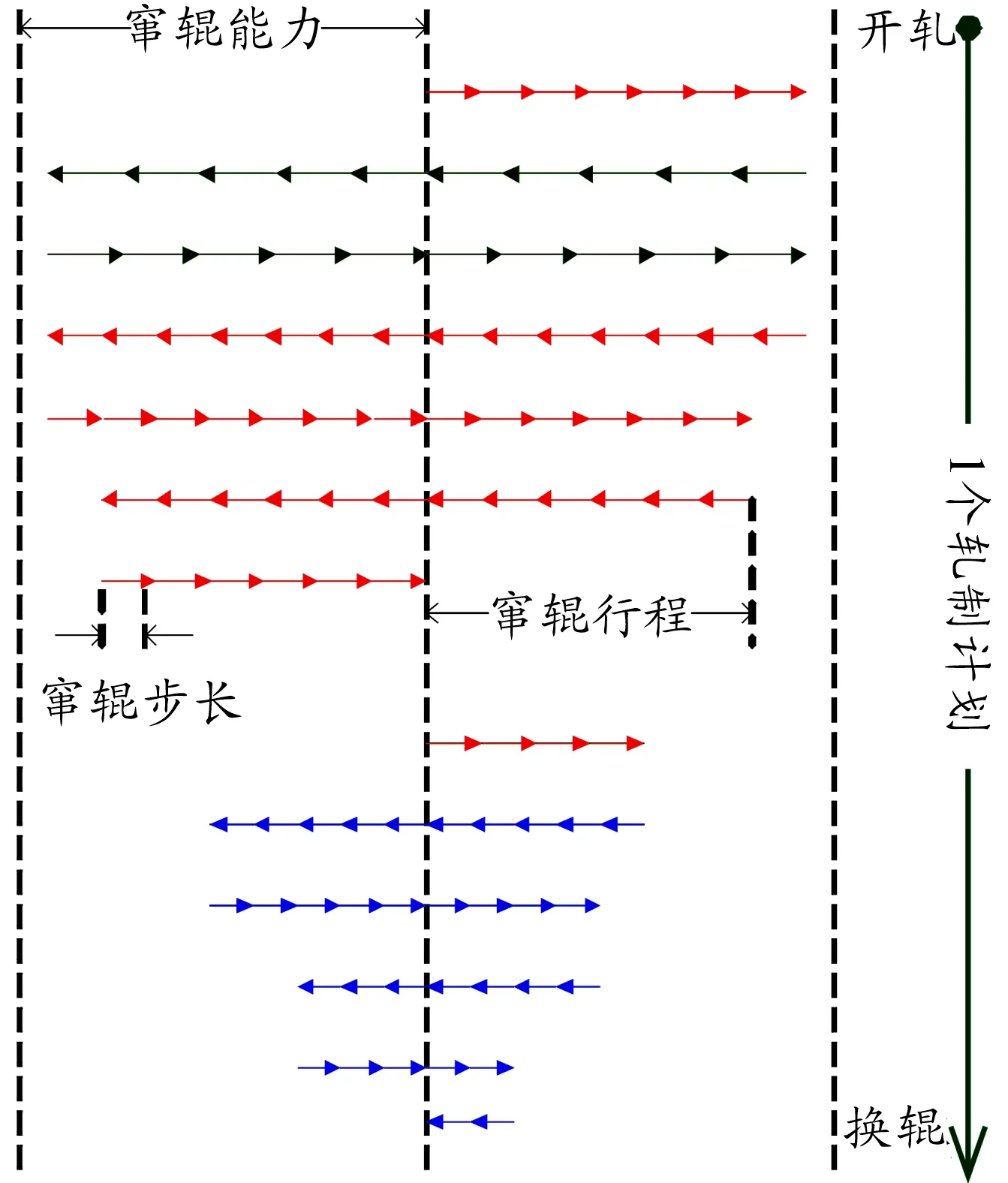
圖4 智能循環(huán)竄輥策略
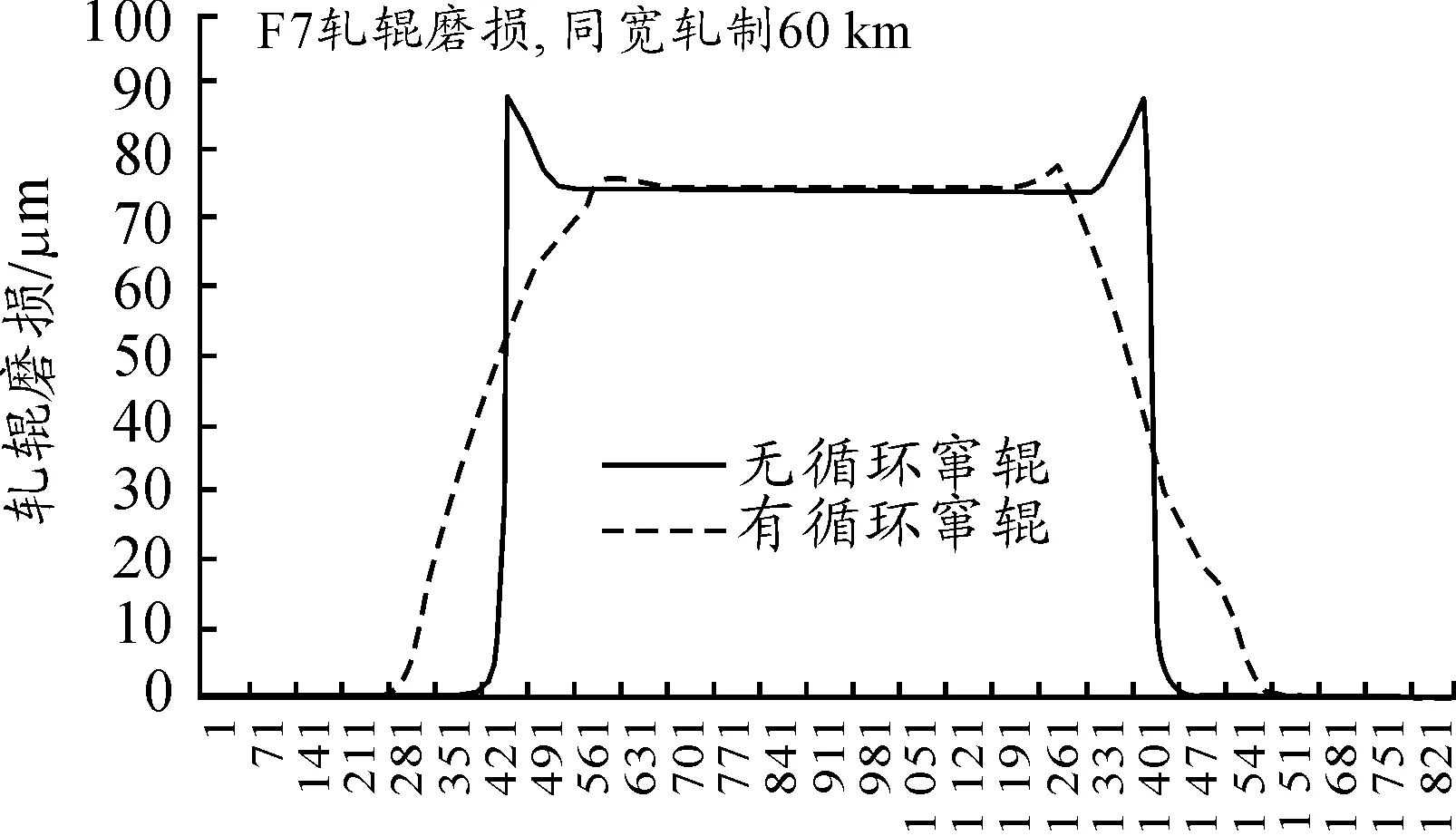
圖5 軋輥磨損比較
經(jīng)計(jì)算,使用該智能循環(huán)竄輥策略和不使用循環(huán)竄輥策略的軋輥磨損對比如圖5所示。該竄輥策略能顯著降低軋輥邊部局部磨損嚴(yán)重程度,提升產(chǎn)品斷面質(zhì)量。
2.2 智能竄輥擾動(dòng)功能
在精軋工作輥使用SmartCrown、CVC、CVC-Plus等“S”型輥型時(shí),竄輥對板形的控制能力較大,竄輥一般用來與彎輥配合對輥縫形狀進(jìn)行控制,以達(dá)到控制板形的目的。在實(shí)際生產(chǎn)中,當(dāng)遇到相同鋼種和相同尺寸的產(chǎn)品連續(xù)生產(chǎn),且數(shù)量較多時(shí),竄輥可能會長期在某一固定位置附近,缺乏變化,導(dǎo)致軋輥邊部磨損嚴(yán)重,影響產(chǎn)品斷面質(zhì)量。
板形控制模型必須考慮上述情況下竄輥的控制策略。為此開發(fā)出智能竄輥擾動(dòng)功能,控制策略如圖6展示。
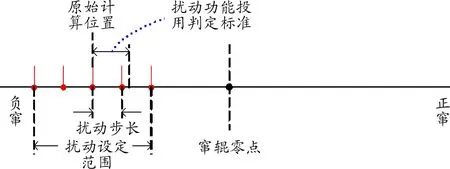
圖6 智能竄輥擾動(dòng)功能
當(dāng)連續(xù)2塊帶鋼竄輥設(shè)定的偏差小于“擾動(dòng)功能投用判定標(biāo)準(zhǔn)”時(shí),該竄輥擾動(dòng)功能觸發(fā)。以固定擾動(dòng)步長,在一定擾動(dòng)設(shè)定范圍內(nèi),對竄輥原始計(jì)算位置進(jìn)行擾動(dòng)修正。修正后的竄輥設(shè)定值即圖中紅點(diǎn),且以周期性連續(xù)設(shè)定。同時(shí),彎輥力做相應(yīng)計(jì)算修正,彌補(bǔ)有載輥縫凸度變化。
生產(chǎn)實(shí)踐表明,該竄輥擾動(dòng)功能滿足同鋼種同規(guī)格產(chǎn)品軋制40 km,且產(chǎn)品的斷面形狀良好。
2.3 精細(xì)化竄輥限幅
在精軋工作輥使用SmartCrown、CVC、CVC-Plus等“S”型輥型時(shí)[20],除了上述考慮軋輥磨損外,還需要考慮如下因素:
1) 每個(gè)機(jī)架塊與塊之間竄輥步長不能太大,否則容易導(dǎo)致生產(chǎn)不穩(wěn)定。如果竄輥步長過大,與帶鋼接觸的工作輥的溫度分布狀態(tài)就會發(fā)生較大變化,影響傳動(dòng)和操作兩側(cè)的輥縫差,進(jìn)而影響板形。
2) 每個(gè)機(jī)架塊與塊之間的竄輥步長也不能太小,否則竄輥對板形的控制能力就不能充分發(fā)揮,計(jì)算出的彎輥力就會波動(dòng)很大,影響產(chǎn)品質(zhì)量。
3) 對于超薄極限材生產(chǎn),軋制穩(wěn)定性是第一位的,此時(shí)竄輥盡量不動(dòng),以保證極限材的穩(wěn)定生產(chǎn)。
基于以上3個(gè)因素,開發(fā)出精細(xì)化竄輥限幅控制策略,策略內(nèi)容如下:
1) 每個(gè)機(jī)架的竄輥極限都做限幅,且根據(jù)不同鋼種和尺寸規(guī)格分層。
2) 針對換輥后首塊軋制,竄輥極限做限幅,且該限幅值根據(jù)鋼種和尺寸規(guī)格分層,以保證軋制穩(wěn)定性和首塊板形質(zhì)量。
3) 針對生產(chǎn)過程中的竄輥?zhàn)兓円?guī)格軋制時(shí)的竄輥步長做限幅,且該限幅值根據(jù)鋼種和尺寸規(guī)格分層。
4) 針對相同鋼種和尺寸規(guī)格的連續(xù)軋制時(shí)的竄輥步長做限幅,且該限幅值根據(jù)鋼種和尺寸規(guī)格分層。
根據(jù)鋼種和尺寸規(guī)格限幅的以上竄輥極限值和竄輥步長限幅值,可通過界面實(shí)現(xiàn)簡易配置。根據(jù)實(shí)際生產(chǎn)經(jīng)驗(yàn),同種鋼種,厚度越薄,以上極限限幅值和步長限幅值越小。
通過以上精細(xì)化竄輥限幅控制,可同時(shí)保證產(chǎn)品板形質(zhì)量和保證生產(chǎn)穩(wěn)定,可實(shí)現(xiàn)熱軋板形的精細(xì)化控制和精細(xì)化生產(chǎn)。
3 結(jié)束語
針對常規(guī)熱連軋精軋工作輥的不均勻磨損或局部磨損嚴(yán)重對產(chǎn)品斷面形狀質(zhì)量造成的影響,對軋輥磨損機(jī)理進(jìn)行研究,開發(fā)出可以均勻化軋輥磨損的循環(huán)竄輥功能、竄輥智能擾動(dòng)功能、精細(xì)化彎竄限幅等智能竄輥策略,有效提高產(chǎn)品的斷面形狀,延長一個(gè)計(jì)劃軋制公里數(shù)至80 km。
猜你喜歡
現(xiàn)代裝飾(2022年4期)2022-08-31 01:39:32
現(xiàn)代裝飾(2022年3期)2022-07-05 05:55:06
物流技術(shù)與應(yīng)用(2022年5期)2022-06-17 06:01:38
快樂語文(2021年36期)2022-01-18 05:48:46
金橋(2021年4期)2021-05-21 08:19:22
中國化妝品(2018年6期)2018-07-09 03:12:40
中國化妝品(2018年6期)2018-07-09 03:12:32
Coco薇(2015年1期)2015-08-13 02:23:50
汽車維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50
玩具(2009年10期)2009-11-04 02:33:14