N公司變速器總裝配線平衡分析與改善
2019-12-20 09:43:37龐詩寧
科技創新與應用 2019年34期
龐詩寧

摘? 要:文章基于N公司變速器總裝配線產能不足的情況,以改善總裝配線平衡率、提高產能為目標,以工業工程理論為基礎,運用工業工程和線性規劃方法對總裝配線均衡化問題進行改善。研究表明:運用工業工程方法改善后,總裝配線的平衡效率由62.84%提升到70.77%;并運用線性規劃方法后使總裝配線的平衡效率由70.77%提升到86.2%。
關鍵詞:裝配線平衡;工業工程方法;線性規劃
中圖分類號:U468? ? ? ? ?文獻標志碼:A? ? ? ? ?文章編號:2095-2945(2019)34-0126-02
Abstract: Based on the insufficient capacity of the transmission total assembly line of N company, this paper aims to improve the balance rate and increase the production capacity of the total assembly line, and is based on the theory of industrial engineering. The method of industrial engineering and linear programming is used to improve the equalization of the total assembly line. The results show that after the improvement of the industrial engineering method, the balance efficiency of the total assembly line is increased from 62.84% to 70.77%, and the linear programming method is used to increase the balance efficiency of the total assembly line from 70.77% to 86.2%.
Keywords: assembly line balance; industrial engineering method; linear programming
1 概述
裝配,始于圖紙。對于汽車及其配件生產,大約50%的勞動力成本與產品裝配有關,裝配成本約為機械產品生產成本的20%,裝配時間約為機械產品生產時間的53%[1]。
N公司是某集團下的唯一生產某型號的變速器,2019年的年產計劃是36萬臺,較2018年多了6萬臺,但是現有裝配線,在不增加設備、不增加工人及其他投資的情況下,現有產線不能滿足生產需求,因此,通過提高裝配線的平衡率來提高產能是有效途徑之一。
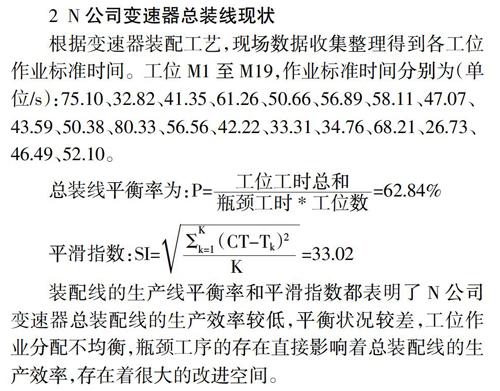
2 N公司變速器總裝線現狀
根據變速器裝配工藝,現場數據收集整理得到各工位作業標準時間。工位M1至M19,作業標準時間分別為(單位/s):75.10、32.82、41.35、61.26、50.66、56.89、58.11、47.07、43.59、50.38、80.33、56.56、42.22、33.31、34.76、68.21、26.73、46.49、52.10。
總裝線平衡率為:
平滑指數:
裝配線的生產線平衡率和平滑指數都表明了N公司變速器總裝配線的生產效率較低,平衡狀況較差,工位作業分配不均衡,瓶頸工序的存在直接影響著總裝配線的生產效率,存在著很大的改進空間。
裝配線優化思路如下:確定裝配線現行節拍→瓶頸工位作業優化→重新分配作業。
3 工業工程方法優化
3.1 推行5S管理
5S管理是現場管理的重要內容,創造良好的生產環境能讓人心情舒暢,操作起來得心應手,進而達到提高生產效率的目的[2]。本文研究為了保障裝配現場的穩定,首先對現場推行“5S”管理,規范“5S”管理流程,針對現場進行改善,并實施效果評價。
3.2 瓶頸工位優化
(1)M1工位:工位M1的作業內容由6個作業單元組成,分別是變速器分總成上線、裝撥叉軸、安裝傳感器模塊接頭、安裝C型彈簧卡片、裝導油槽以及擰緊螺栓,經計算該工位的標準作業時間是72.99秒,是整條裝配線中耗時第二的工位。
通過對M1工位進行作業分析得:a.作業人員在進行裝配作業過程中,左右手的工作負荷不均衡,以及部分動作違背了動作經濟原則;b. 零件、物料的擺放位置和方法存在不合理現象,造成了工人出現行走、等待、尋找工具時間過長的現象;c.在安裝C型彈簧卡片和裝導油槽提拉線束這兩道工序時花費的時間較多,其中根據質量部門的相關數據統計,該工位的C型彈簧片出現安裝不到位的次數較多,返工拆卸后再安裝數量居多;此外,提拉線束動作耗時過長,且容易出現刮傷,導致裝配作業不合格。因此,重新規劃了物料的放置位置,并設計了輔助工裝,改善后雙手作業趨于平衡,并且沒有安裝不到位的現象出現。
(2)M11工位:工位M11由8個作業單元組成:安裝離合器鎖緊工裝→離合器吊取→取O型圈,并潤滑→安裝O型圈至離合器→裝離合器分離機構C1、C2墊片→將離合器裝入變速器→取下離合器鎖緊工裝→手動預擰緊螺栓。此工位是整個裝配線花時間最長的工位,耗時82.90秒。運用“5W1H”提問技術對現行作業的細節進行剖析,尋找問題點。
改善點主要有:a.作業順序重排。原方案的作業順序是先吊取離合器再裝O型圈,期間有兩個等待,一個是離合器搬運等待,一個是操作工必須設備運行完畢后,在進行下一步工作。經過討論評審后調整了作業順序如下:先裝O型圈于定位底座,設備自動安裝潤滑O型圈,設備運行的同時去安裝離合器上的鎖緊工裝,接著吊取離合器,此時設備運行結束,可以直接將離合器放到安裝O型圈底座上,再將O型圈安裝至離合器。
b.離合器存放點位置改善。改善前:離合器緩存放在物料集中存放區,距離裝配M11工位較遠,物料沉重,搬運困難。改善后:將離合器緩存放在工位后面,距離M11工位較近,能夠及時上料,縮短搬運距離,降低人員作業負荷,減少作業時間,提升工作效率。
3.3 改善后作業時間測定及效果評價
運用MTM-UAS方法[3]并考慮寬放時間后,確定改善后的兩個工位作業時間分別是62.00s和67.04s。經計算得,工業工程方法改善后,變速器總裝配線的平衡效率由62.84%提升到70.77%。
4 線性規劃方法
4.1 問題描述
企業變速器總裝配線上,工位數目已知條件下,在滿足變速器裝配工藝的基礎上,對裝配線作業進行重新劃分,尋求滿足已有約束的全局最優生產節拍,得到最優作業分配方案。
4.2 總裝線平衡問題數學模型
(1)約束條件:裝配線作業中各作業工序獨立;裝配線上工位的各工序的分配必須滿足裝配作業優先順序關系;工序節拍必須小于或等于裝配線的生產節拍;同一個作業工序分配在一個工位,不能再分配到其他工位中,且所有工序都必須分配到工位中完成裝配作業。
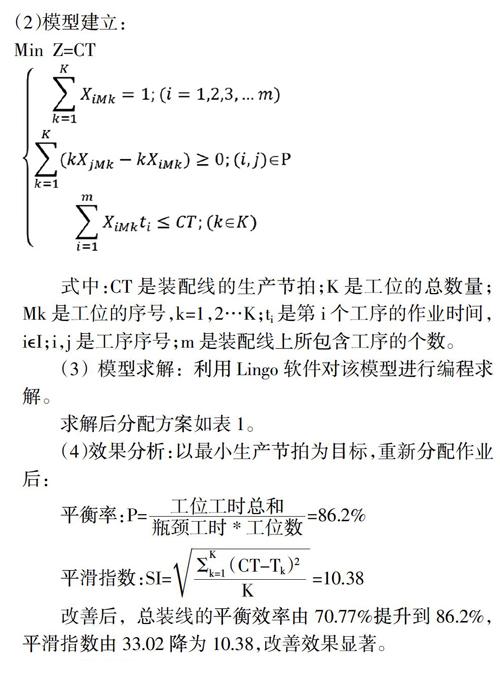
(2)模型建立:
Min Z=CT
式中:CT是裝配線的生產節拍;K是工位的總數量;Mk是工位的序號,k=1,2…K;ti是第i個工序的作業時間,i?綴I;i,j是工序序號;m是裝配線上所包含工序的個數。
(3)模型求解:利用Lingo軟件對該模型進行編程求解。
求解后分配方案如表1。
(4)效果分析:以最小生產節拍為目標,重新分配作業后:
平衡率:
平滑指數:
改善后,總裝線的平衡效率由70.77%提升到86.2%,平滑指數由33.02降為10.38,改善效果顯著。
5 結束語
工業工程方法是一種最直觀、經濟、高效的方法,應用廣泛,但單純利用工業工程的分析技術和方法并不能完美的解決企業的問題,因此還需與數學模型等方法相結合,才能達到一加一大于二的效果。
參考文獻:
[1]Nof S Y, Wilhelm W E, Warnecke H J. Industrial Assembly[M].1997.
[2]易樹平,郭伏.基礎工業工程[M].機械工業出版社,2014.
[3]金學峰.汽車發動機裝配線優化設計研究[D].北京交通大學,2012.