某汽車內板件成形開裂的原因及改進措施
2019-12-20 09:43:37胡偉
科技創新與應用 2019年34期
胡偉


摘? 要:文章介紹了汽車內板件在沖壓成形中出現的開裂問題,并對產品進行了沖壓工藝性分析,然后分析出產品開裂的主要原因是由于凸筋阻礙材料向邊緣流動和翻邊區域材料流動大,得不到及時補償。最后提出設計工藝補充邊和設計預成形工序等措施來改善汽車內板件沖壓成形時出現的開裂現象。
關鍵詞:汽車內板件;開裂;工藝補充邊;預成形
中圖分類號:TG386.2 文獻標志碼:A 文章編號:2095-2945(2019)34-0139-02
Abstract: The cracking problem in Stamping forming process for car inner panel was introduced, and anglicized the stamping formability of products. The results show that the product cracking is mainly due to material's flow block of the edge for the convex rib, and can not be compensated for large liquidity of flanging area in time. Finally, measures such as replenishing the design process and designing the pre-forming process are proposed to improve the cracking phenomenon occurring in the stamping of the inner panel of the automobile.
Keywords: car inner panel; cracking; process complementary edge; performing
引言
沖壓件在實際沖壓成形過程中容易產生開裂、起皺、回彈等問題,導致產品報廢率較高,增加生產成本,零件質量的不穩定性因素較多[1]。因此,本文以某汽車內板件產品出現開裂問題為導向,來分析產品成形開裂的原因,并提出改進措施。
1 產品沖壓工藝性分析
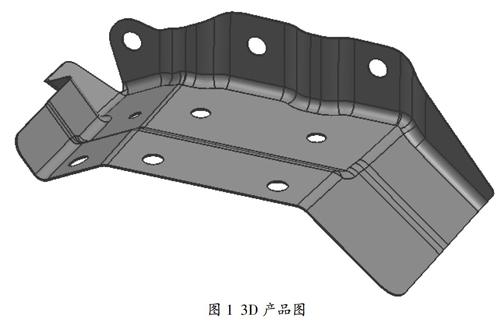
內板件產品如圖1所示,形狀起伏較大,折彎成形后帶筋翻邊,零件輪廓尺寸235×85×44mm,最小圓角半徑R5.4mm。材料為B340/590DP,料厚為0.8mm,屬于薄板材料。材料的屈服強度為340~500Mpa,抗拉強度不低于590Mpa,延伸率不低于18%,是一種比較典型的汽車用高強度板材。產品為左右結構件,成形后表面不允許有裂紋、起皺等缺陷,材料厚度變化允許偏差為±0.15mm。
產品現有工藝為:落料沖孔→折彎→翻邊→沖孔→側沖孔。對料帶檢查發現,折彎成形沒出現開裂,兩處開裂均在翻邊成形產生,開裂處位于成形的最終成形邊緣處,如圖2所示。
2 開裂原因分析及改進措施
由于產品的翻邊特征是帶有凸筋的外緣翻邊,開裂處位于成形的最終成形邊緣處,造成開裂的可能原因有:一是一次成形,凸筋根部圓角堆料,阻礙材料向邊緣流動,進而導致材料邊緣開裂;二是翻邊區域材料流動大,得不到及時補償。可采取的措施有:(1)設計預成形工藝;(2)在開裂處設計工藝補充邊,翻邊成形后側切余料獲得正確的形狀。
2.1 設計一次翻邊預成形工藝
產品開裂可能是由于凸筋根部圓角堆料阻礙材料向邊緣流動,因此在翻邊成形工序前設計一次翻邊預成型工序,但是在實際生產中產品開裂仍沒有得到較好的改善。
2.2 設計工藝補充邊
考慮到產品開裂處也可能是由于翻邊區域材料流動大,得不到及時補償的原因,因此在開裂部位設計工藝補充邊,結果是翻邊邊緣開裂問題解決了,但同時又出現了新的缺陷,即在兩處帶有凸筋的外緣翻邊的底部出現被嚴重擠壓以致被擠裂或起皺。
2.3 綜合采用設計工藝補充邊和預成形工藝
綜上所述,考慮同時采用設計工藝補充邊和預成形工藝兩個措施,以降低成形深度來控制底部材料流動,避免開裂和堆料起皺的發生。通過以上沖壓成形工藝分析討論與改進,最終確定優化的沖壓件工藝方案:落料沖孔→折彎→翻邊預成形→翻邊→沖孔側沖孔→側切。
3 實踐驗證
根據以上提出的改進方案,進行實際試模生產,同時對模具型面圓角重新進行調試和研合,以改善材料流入模具的狀況,進一步改善了產品開裂問題,最終試驗得到符合生產技術要求的沖壓件實物,如圖3所示。
4 結束語
改進措施綜合采用多種方法,通過多次調整試驗最終使零件開裂問題得到了解決,雖在零件局部區域出現材料變薄現象,但是能將其控制在允許的范圍內,且可知設計工藝補充邊和預成形工序對板料沖壓成形有著顯著的影響。
參考文獻:
[1]馮靜,馬春華,王威.淺談高強度鋼板的沖板壓應用[J].裝備制造技術,2011(11):110-112.
[2]龔鋒.側圍輪罩區域缺陷分析和沖壓工藝淺析[J].沖模技術,2018(6):14-17.
[3]趙迎祥,李飛舟.基于Autoform的汽車左右護板的沖壓成形有限元分析[J].熱加工工藝2010,39(21):83-85.
[4]劉志軍,梁秀強,盧寧.汽車沖壓件起皺疊料問題的解決方案[J].模具制造,2015(2):20-23.