碳纖維復合材料各向異性特性對氣泡形態影響試驗研究
2019-12-23 02:50:36常青張敏弟馬瀟健黃彪黃國豪
兵工學報 2019年11期
常青, 張敏弟, 馬瀟健, 黃彪, 黃國豪
(北京理工大學 機械與車輛學院, 北京 100081)
0 引言
在螺旋槳、水輪機等水力機械運轉過程中會產生大量氣泡。這些氣泡會表現出很強的能量行為,產生振動[1]、噪聲[2],對水力機械造成結構破壞[3],影響水力機械的工作效率[4]。為了有效抑制甚至控制氣泡的產生以便減小氣泡潰滅對水力機械的損壞,部分流體機械材料從傳統金屬材料逐步由彈性顯著的碳纖維、玻璃纖維等復合材料代替,極大地影響了水力機械中氣泡的運動特性[5-6]。
早期關于氣泡的理論研究,如著名的Rayleigh-Plesset[7]方程,都是以球對稱氣泡為基礎展開的。然而,在實際應用中,由于氣體與液體邊界、重力、沖擊波的影響,氣泡并不總是具有球形對稱結構。在非球形氣泡試驗研究中,氣泡產生手段主要有電解、電火花以及激光等[8-10]。電火花生成氣泡易于控制且被廣泛應用。Blake等[11]利用高壓放電生成氣泡,觀測空泡在剛性壁面附近的脈動、射流現象,發現在剛性壁面附近氣泡總是朝向壁面運動,且產生一個打向剛性壁面的高速射流。Shima等[12]和Tomita等[13]采用高電壓水下放電生成脈動空泡,對空泡脈動特性和空泡對結構表面的毀傷作用進行了一系列研究,并采用陰影技術研究了空泡邊界的運動形式,用高速相機捕捉水下放電空泡脈動中壓力波的形成和傳播。Zhang等[14]對實驗裝置進行了改進,通過提高電壓,生成更大的空泡(直徑10~15 mm),研究了近自由面不同距離處空泡脈動規律,并總結了不同空泡距離下自由面出現的5種運動形式。許多研究者對彈性邊界附近的氣泡進行了研究。Turangan等[15]利用低電壓水下放電生成空泡,并利用該方法研究了彈性邊界(橡膠薄膜)附近空泡的脈動規律。Brujan等[16]利用高速相機對氣泡與彈性膜的相互作用進行了研究。發現氣泡距離彈性邊界較近時,由于彈性邊界的變形,氣泡在收縮階段會呈現蘑菇狀。隨著距離的增加,氣泡并不總是朝向壁面運動,而會出現遠離壁面的情況。
近年來,由于碳纖維復合材料具有質量輕、強度大、模量高、耐高溫、耐腐蝕和耐疲勞等諸多特性且易于加工的優點,已經廣泛應用于許多領域[17-19],碳纖維復合材料同樣也可以應用于水力機械中[20]。因此,研究碳纖維復合材料板附近氣泡的運動特性有著重要的意義。Shima等[21]研究了彈性夾層結構附近氣泡的運動特性,這種夾層結構是一種彈性復合材料,Shima研究結果驗證了彈性復合材料對氣泡運動特性的影響,對人們認識復合材料附近氣泡的運動特性提供了研究方向。Tomita等[22]研究了上下層為剛性板或可變形橡膠板,中間層為泡沫狀橡膠材料的三明治式復合材料板附近空泡的動力學行為,研究表明不同復合材料板會對空泡的遷移方向造成影響。Young等[23]和Gong等[24-25]對以上三明治式復合材料板附近空泡的動力學行為進行了大量數值模擬,加深了人們對空泡在三明治式復合材料板附近運動特性的認識。綜上所述,對于復合材料附近空泡的動力學行為研究主要都集中于 三明治式復合材料,并沒有對具有明顯彈性、各向異性的碳纖維復合材料板附近氣泡運動特性進行過系統研究。
本文系統地對不同鋪層角度的碳纖維復合材料板附近氣泡運動特性進行分析。選用A邊界、B邊界、C邊界3種不同鋪層角度的復合材料邊界(鋪層角度分布為0°、90°以及0°+90°交替疊加鋪層)。針對氣泡中心到邊界表面距離和氣泡最大半徑比值為0.9時,氣泡形態演化過程以及碳纖維復合材料邊界變形方式進行對比研究,分析碳纖維復合材料邊界鋪層角度改變,即其結構特性對氣泡形態變化的影響,詳細分析氣泡脈動以及高速射流的形態變化。本文主要研究工作包括:1)討論氣泡在邊界附近的能量和破壞行為,特別是高速射流的運動特性;2)分析碳纖維復合材料邊界各向異性特性對氣泡形態的影響。
1 實驗方法
1.1 氣泡生成方法

圖1 實驗設備原理圖Fig.1 Schematic diagram of experimental setup
實驗裝置包括實驗水箱、可調節式電火花氣泡發生器和高速全流場顯示系統。其中,實驗水箱為有機玻璃水箱,水箱尺寸為500 mm×500 mm×1 000 mm. 盡管氣泡發生器能精確輸出0~900 V的穩定直流電壓,但本實驗主要采用800 V電壓,所用水體為25 ℃的去氣水。大量實驗統計表明,氣泡在放電電壓為800 V時達到的最大半徑約為24 mm,實驗具有良好的可重復性。高速全流場顯示系統主要包括高速相機以及連續光源,高速相機型號為Phantom V12.1,連續光源為鏑燈,功率為1 000 W. 實驗設備布局如圖1所示。實驗中,在氣泡發生器的兩極外接兩根φ0.3 mm的銅絲,放電時銅絲在其接觸點會產生瞬間高溫使水汽化,形成快速膨脹的氣泡。氣泡主要是由于高溫汽化水產生蒸汽而形成的,并不是水電離產生的氫、氧氣泡。為了更加系統地研究氣泡的運動特性,氣泡最大半徑Rm定義為
(1)
式中:Am為氣泡所達到的最大面積。通過實驗發現,氣泡中心永遠位于兩銅絲的接觸點,因此可以精確控制氣泡的初始生成位置。本文實驗中,氣泡在邊界上方產生,氣泡與邊界的相對位置如圖1(b)所示,且邊界為單邊固支。高速相機拍攝方向如圖1(a)所示,分別從正面和側面同時進行拍攝,以獲得氣泡正視圖和側視圖。氣泡與邊界之間的無量綱初始距離γ定義為
(2)
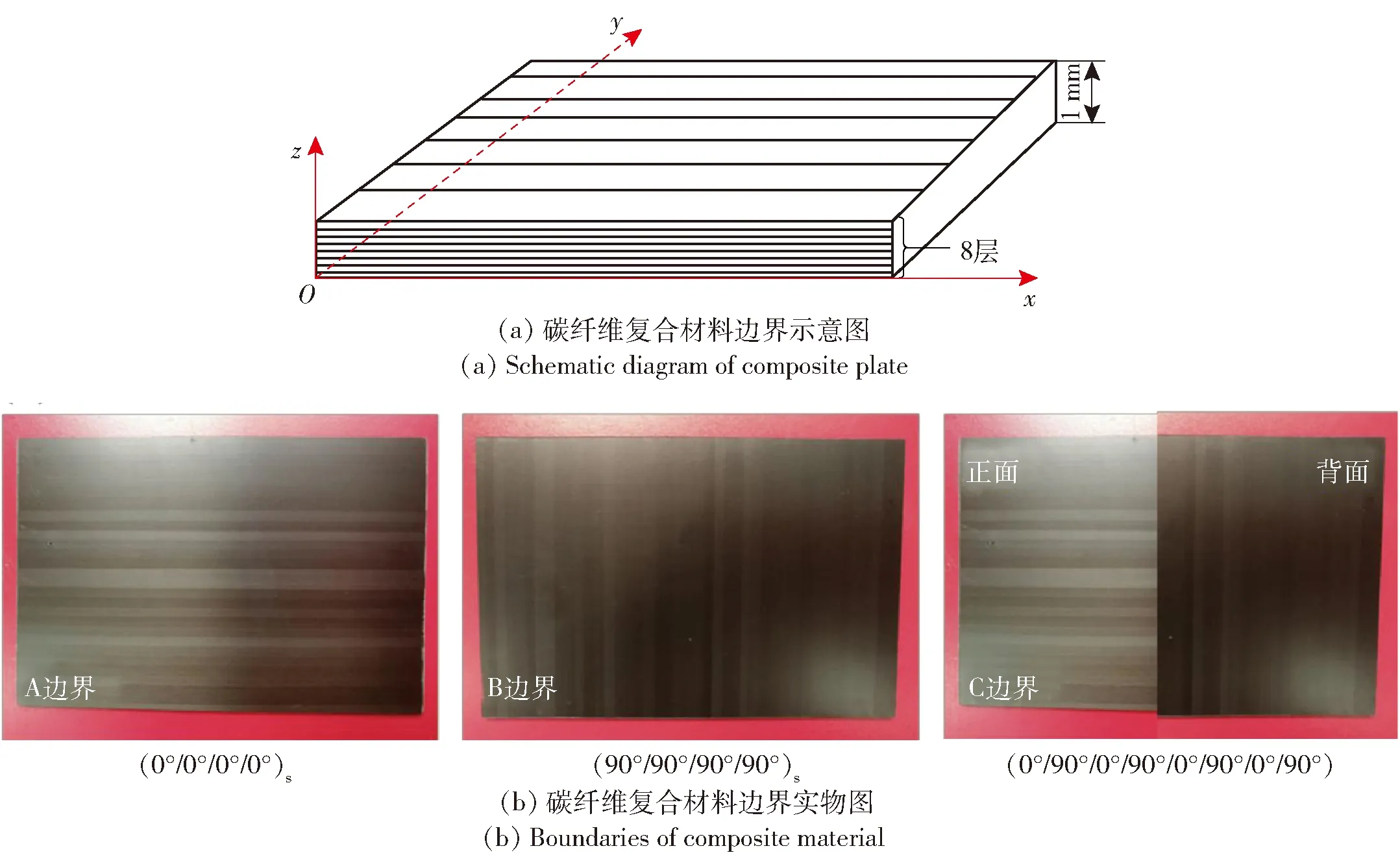
圖2 邊界條件Fig.2 Boundary conditions
式中:L為氣泡初始中心位置到邊界的距離。
1.2 高速全流場顯示技術
實驗中利用高速全流場顯示系統的高速相機記錄氣泡隨時間的演化過程。高速相機分辨率設定為512×800,采集頻率為40 000幀/s. 為了能夠清晰地捕捉氣泡形態以及其內部的射流結構,設定曝光時間為24 μs. 高速相機以及連續光源的布置如圖1(a)所示。打光方式為背打光,為了使水箱中的光更加均勻分布,在水箱和連續光源之間放置一塊柔光玻璃。高速相機與氣泡發生器同步觸發,二者最大的延遲時間為0.067 ms,與氣泡脈動周期相比可忽略不計。
2 不同材料邊界模型
本文研究目的在于分析碳纖維復合材料邊界鋪層角度變化,即其結構特性對氣泡形態變化以及動力學特性的影響。單向纖維鋪層的復合材料是典型的各向異性材料,鋪層角度的改變會極大地改變碳纖維復合材料邊界的結構特性。如圖2(a)所示,設定x軸方向為其主方向,而y軸方向為其副方向,主方向和副方向的彈性模量以及剪切模量均不一樣。如圖2(b)所示,本文采用A邊界、B邊界、C邊界3種單向纖維鋪層的碳纖維復合材料邊界,鋪層角度分別為0°、90°以及0°+90°交替疊加鋪層。復合材料單層厚度為0.125 mm,疊加鋪8層,故碳纖維復合材料板的厚度為1 mm,這是為了更加直觀地研究碳纖維復合材料板的屈服變形對氣泡運動特性的影響。板的長和寬為120 mm×80 mm. 具體參數如表1所示。

表1 碳纖維復合材料力學參數
3 實驗現象與討論
根據文獻[26],本文在探索碳纖維復合材料邊界鋪層角度(結構特性)對氣泡形態變化的影響時,考慮到氣泡直徑較小,忽略浮力在氣泡脈動過程中的影響。
3.1 單個氣泡典型運動特性
氣泡在不同邊界條件下,其運動特性會呈現較大差異,如圖3所示,其中圖3(a)為氣泡在自由場中其形態隨時間的演化過程,圖3(b)為氣泡在剛性邊界附近其形態隨時間的演化過程。圖3中列出了6個連續時刻的氣泡形態,對比各幅圖像可知,對于不同邊界條件,氣泡發展均經歷了膨脹、收縮、潰滅以及回彈階段4個階段。

圖3 氣泡形態隨時間的演化過程Fig.3 Evolution of typical behaviors of individual bubble over time
如圖3(a)所示,氣泡在自由場中的演化過程嚴格保持球狀形態。由于電火花放電會瞬間產生強光,故直到t=0.36 ms時氣泡才基本可見;隨后氣泡逐漸膨脹,當t=1.44 ms時,氣泡體積膨脹到最大;繼而氣泡進入收縮階段,氣泡體積逐漸縮小;當t=3.66 ms時,在氣泡潰滅瞬間,可以清晰地觀察到沖擊波的產生,隨后氣泡進入回彈階段,沖擊波向外擴展。
與自由場中的氣泡不同,剛性壁面附近的氣泡形態不再是球性潰滅,當γ=0.9時,不同階段氣泡表現出了不同的形態。當t=0.87 ms時,在板上方可以觀察到產生的氣泡;隨后氣泡開始膨脹,當t=2.25 ms時,氣泡體積達到最大;在膨脹階段,由于壁面影響,氣泡底部幾乎與壁面接觸,在板和氣泡之間只留下一層很薄的液體,氣泡底部呈現扁平狀。隨后氣泡開始收縮,與自由場中的氣泡不同,剛性壁面附近的氣泡并不是同步縮小,氣泡上表面的收縮速度明顯大于氣泡下表面的收縮速度,因此在收縮階段,當t=4.87 ms時氣泡形態為錐狀。接著氣泡頂部開始凹陷,產生一個朝向氣泡中心的高速射流,當t=5.37 ms時,高速射流穿透氣泡;當t=5.55 ms時,高速射流消失,氣泡開始回彈。
為了進一步研究氣泡在自由場以及剛性壁面附近運動特性的差異,本文提取了氣泡半徑隨時間的變化曲線。由圖4(a)可知:剛性邊界附近氣泡的最大半徑要比自由場中氣泡半徑更大;首次出現潰滅狀態時,剛性邊界附近氣泡所需時間比自由場中氣泡更長;并且,自由場中的氣泡中心位置始終未發生變化,而剛性邊界附近氣泡在潰滅時中心位置發生了大幅度下移,這主要是高速射流使氣泡朝向壁面運動造成的。與圖4(a)中的6個時刻相對應,圖4(b)中列出了6個時刻氣泡的形態示意圖,圖4(c)為氣泡在2種不同邊界條件下不同潰滅方式的示意圖。對比圖4(b)、圖4(c)可知,剛性壁面附近,高速射流的產生是造成壁面損傷的一個重要原因。
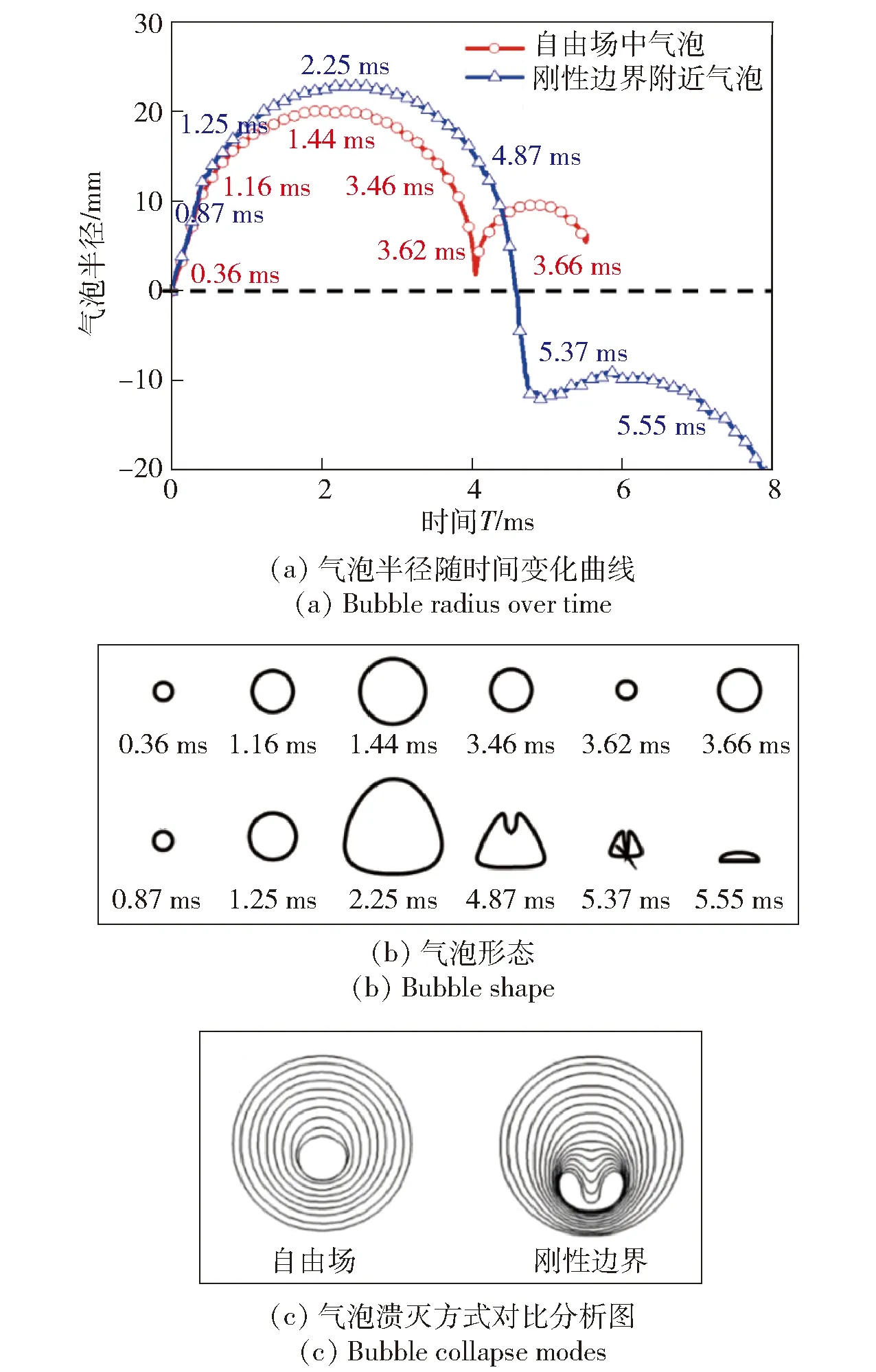
圖4 不同邊界條件下氣泡半徑和氣泡形態以及氣泡潰滅方式對比分析圖Fig.4 Comparison of bubble radius, bubble shapes and bubble collapse modes under different boundary conditions
3.2 氣泡形態隨時間的演化過程
為了直觀地描述氣泡在不同鋪層角度復合材料邊界附近的形態演化過程,圖5、圖6、圖7展示了當γ=0.9時氣泡在3種不同鋪層角度復合材料邊界附近典型形態隨時間的演化圖片。
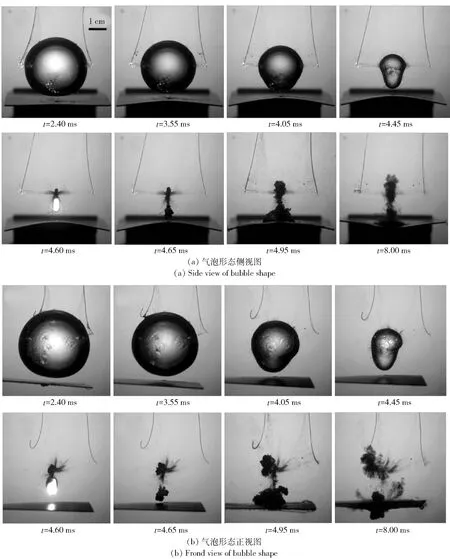
圖5 0°復合材料邊界附近和γ=0.9時氣泡形態隨時間的變化過程Fig.5 Evolution process of typical bubble shape near the composite boundary with the ply angle of 0° for γ=0.9
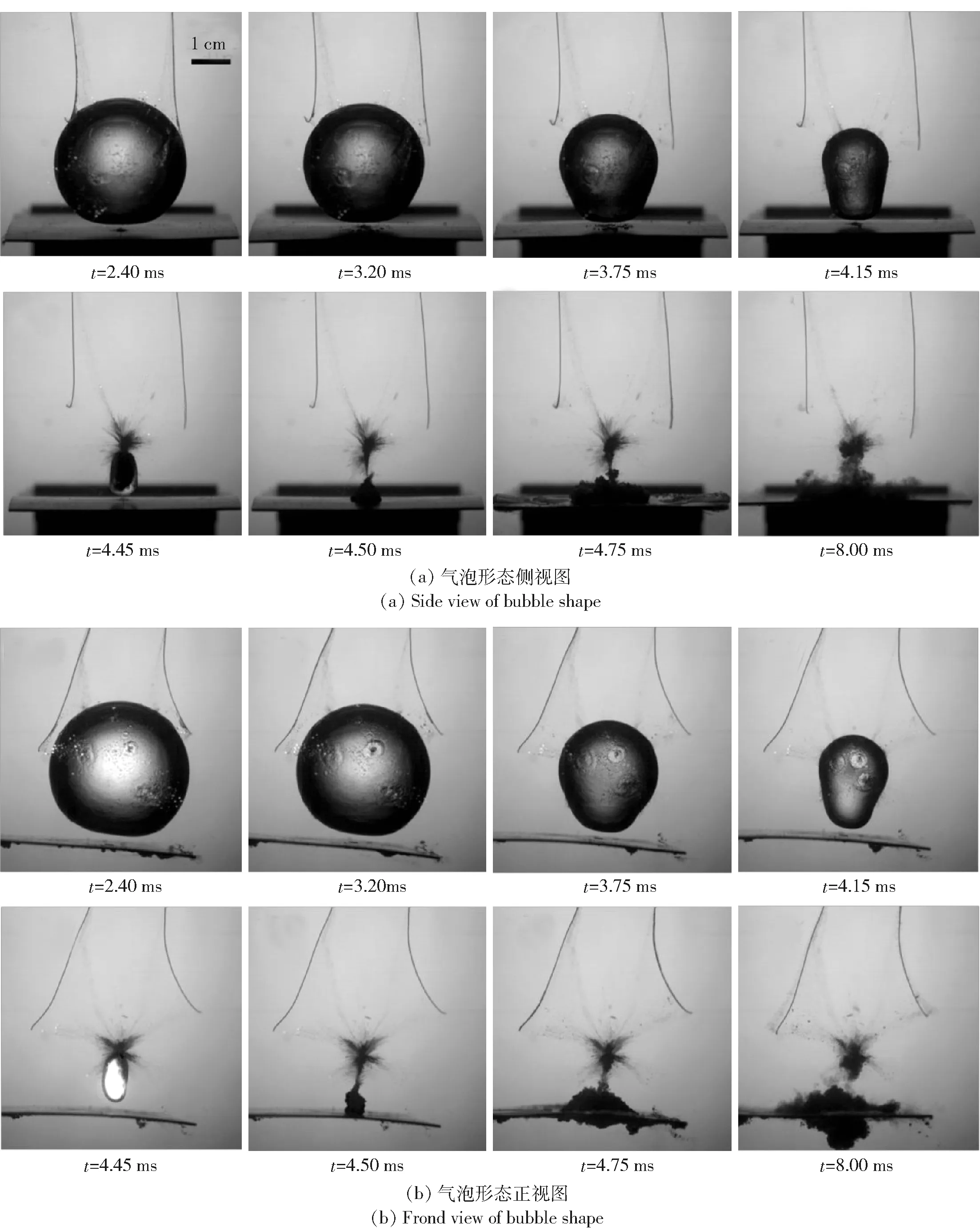
圖6 90°復合材料邊界附近和γ=0.9時氣泡形態隨時間的變化過程Fig.6 Evolution process of typical bubble shape near the composite boundary with the ply angle of 90° for γ=0.9
圖5為γ=0.9時氣泡在A邊界附近的形態變化過程。由圖5可見,氣泡產生于邊界上方。從側視圖來看,在t=2.40 ms時氣泡達到最大半徑,但由于邊界變形,此時氣泡并未與邊界接觸;接著氣泡開始收縮,在t=3.55 ms時氣泡底部逐漸變窄,氣泡呈現下窄上寬的形態;隨著時間的增長,下窄上寬的形態逐漸加劇,如t=4.05 ms時氣泡形態所示;當t=4.45 ms時,與剛性壁面不同,氣泡不是從頂部凹陷產生高速射流,而是從氣泡中間急劇收縮,開始形成環狀射流;當t=4.60 ms時,環狀射流將氣泡撕裂為上下兩部分,一部分向上運動,另一部分向下運動;最后氣泡繼續潰滅并進入回彈階段。側視圖中氣泡形態保持對稱,且氣泡運動方向為豎直向下或向上。從圖5(b)可見,當t=2.40 ms時氣泡達到最大半徑,由于板的變形,氣泡近乎置于邊界上方,即與邊界基本呈垂直狀態;隨后氣泡進入收縮階段,但氣泡不再保持對稱,氣泡右邊凹陷程度明顯比左邊要大,如t=3.55 ms以及t=4.05 ms所示;在t=4.45 ms時,氣泡開始產生環狀射流,氣泡右側收縮速度明顯比左邊的快,氣泡不對稱性更加明顯;當t=4.60 ms時,環狀射流將氣泡撕裂為上下兩部分,環狀射流從右向左進行撕裂,因此氣泡不是豎直向下或向上運動,而是向左下和左上運動,隨后氣泡進入回彈階段,向左下和左上運動方向更加明顯。
圖6為γ=0.9時氣泡在B邊界附近的形態變化過程。從圖6(a)可見:在t=2.40 ms時同樣氣泡達到最大半徑,由于邊界變形,氣泡也并未與邊界接觸;隨后氣泡進入收縮階段,氣泡底部收縮速度較快,氣泡呈現下窄上寬的形態;隨著時間的增長,下窄上寬形態逐漸加劇,如t=3.75 ms時氣泡形態所示,但與A邊界附近氣泡形態有所不同的是,氣泡底部更為扁平;當t=4.15 ms時,氣泡并沒有從中間急劇收縮而形成環狀射流,而更像在剛性壁面附近,氣泡頂部開始急劇收縮,底部基本保持不變;當t=4.45 ms時,氣泡頂部產生向下的射流,氣泡并沒有撕裂為兩部分;隨后氣泡繼續潰滅至最小體積,并進入回彈階段。從圖6(a)可見,氣泡形態也基本保持對稱,且氣泡運動方向為豎直向下或向上。同樣由圖6(b)可知:當t=2.40 ms時氣泡達到最大半徑,同樣由于板的變形,氣泡是置于邊界上方;氣泡進入收縮階段后不再保持對稱,但較A邊界附近氣泡,其不對稱性明顯減小,如t=3.20 ms和t=3.75 ms所示;在t=4.15 ms時,氣泡頂部開始急劇收縮;當t=4.45 ms時,氣泡從其頂部產生一個向下的射流,氣泡沒有撕裂為兩部分,也不是豎直向下運動,而是垂直于邊界,向左下方運動。
圖7為γ=0.9時氣泡在C邊界附近的形態變化過程。由圖7可知,氣泡產生于邊界上方。從圖7(a)可見:在t=2.23 ms時,氣泡達到最大半徑,由于疊加鋪層復合材料邊界要比單角度鋪層剛度大,氣泡底部呈現扁平狀,與剛性邊界附近氣泡達到最大半徑時的形態相似,但由于板的變形,氣泡尚未與邊界接觸;隨后氣泡底部開始收縮,較A邊界附近氣泡而言,其底部更加扁平,且在收縮階段保持扁平形態;較B邊界附近氣泡而言,在t=4.45 ms時,氣泡不是從頂部而是從氣泡中間收縮,產生環狀射流,但與A邊界附近氣泡不同,其產生環狀射流的位置更加靠近氣泡頂部;當t=4.70 ms時,可以明顯觀察到環狀射流即將氣泡撕裂為兩部分,且氣泡形態更加奇特;當t=4.80 ms時,環狀射流將氣泡撕裂為上下兩部分,一部分向上運動,另一部分向下運動;最后氣泡繼續潰滅并進入回彈階段。從圖7(b)可見:當t=2.23 ms時,氣泡是置于邊界上方;隨后氣泡進入收縮階段,氣泡不對稱,如t=3.20 ms和t=3.85 ms所示;在t=4.45 ms時,氣泡開始產生環狀射流;當t=4.80 ms時,環狀射流將氣泡撕裂為上下兩部分,氣泡不是豎直向下或向上運動,而是向左下和左上運動,且氣泡向左的偏移角度比A邊界附近的氣泡要小一些;隨后氣泡進入回彈階段,向左下和左上的運動方向更加明顯。

圖7 0°復合材料邊界附近和γ=0.9時氣泡形態隨時間的變化過程Fig.7 Evolution process of typical bubble shape near the composite boundary with the ply angle of (0°+90°) for γ=0.9
通過以上分析可知,復合材料邊界的鋪層方向即結構特性對氣泡形態演化造成了重要的影響,為了更加直觀地表現氣泡在不同鋪層角度復合材料邊界附近形態變化的差異,圖8 列出了每種復合碳纖維材料邊界附近4個典型時刻氣泡輪廓線側視圖以及俯視圖的示意圖。由圖8可見:在復合材料邊界主方向,即A邊界附近,氣泡會產生一個較強的環狀射流,將氣泡撕裂為兩個部分,且由圖8(b)可知,會造成氣泡左右不對稱;而在復合材料邊界副方向,即B邊界附近,氣泡不會產生環狀射流而是由氣泡頂部收縮,產生一個朝向邊界的射流;而在主方向和副方向疊加鋪層的C邊界附近,氣泡會產生環狀射流,但產生環狀射流的位置更接近氣泡頂部,且強度較A邊界附近氣泡的環狀射流小了很多。由圖8可見:氣泡在收縮過程中,氣泡位置變化也是存在差異的,A邊界附近氣泡中心位置基本不變,即氣泡上下一起向中心收縮;而在另兩種復合材料邊界附近,氣泡在收縮階段其底部基本不動,由氣泡頂部向下收縮。

圖8 3種復合材料邊界附近4個典型時刻氣泡輪廓線示意圖Fig.8 Shapes of bubbles near three different boundaries at four different times
3.3 邊界變形對氣泡形態影響研究
為了進一步研究復合材料邊界鋪層角度對氣泡形態演化的影響,本文將分析氣泡發展過程中復合材料邊界變形方式的不同對氣泡形態的影響。為此,本文定義復合材料邊界變形的兩個參數。如圖9所示,其中黑色虛線表示復合材料邊界原始位置,紅色實線表示變形后復合材料邊界位置,黑色叉號代表氣泡初始中心位置在板上的投影點。對復合材料邊界中心撓度和拱形高度進行定義,中心撓度ω定義為
(3)
式中:Hf為自由端變形后黑色叉點距地面的高度;Hs為板固定端距地面的高度;A為板的長度。拱形高度δ定義為
(4)
式中:Uc為板中心距地面高度;Us為板端點距地面的高度;B為板的寬度。

圖9 參數定義示意圖Fig.9 Definition of parameters
針對空泡潰滅過程,提取3種碳纖維復合材料邊界的中心撓度和拱形高度,并分別列于圖10和圖11中。如圖10所示:3種復合材料邊界中心撓度在一次潰滅周期內,均經歷了先減小、后增加的過程。氣泡由產生到開始膨脹過程中,復合材料邊界會向下運動,這是因為氣泡膨脹壓迫板整體向下彎曲;在氣泡收縮過程中,由于復合材料邊界的彈性,復合材料邊界會回彈,從而撓度增加,氣泡潰滅時氣泡會朝向壁面運動,復合材料板又會向下運動。由圖10(a)中各色曲線可知,A復合材料邊界的中心撓度峰值最大,C邊界次之,而B邊界最小。在圖10(b)中氣泡出現左右不對稱的現象,是由于板單邊固支、兩邊變形不一致導致的。而在3.2節中提到,在不同鋪層角度的復合材料邊界附近氣泡左右不對稱的程度是不同的,這正是因為不同鋪層角度復合材料邊界中心撓度變化是不同的。

圖10 復合材料邊界中心撓度變化及氣泡形態變化Fig.10 Deflection change of composite material boundaries and the change of bubble shape
以上研究表明,在A邊界附近,氣泡會產生一個較強的環狀射流,將氣泡撕裂為兩部分。在復合材料邊界副方向,即B邊界附近,氣泡不會產生環狀射流,而是從氣泡頂部收縮,產生一個朝向邊界的射流。在主方向和副方向交替疊加鋪層的C邊界附近,氣泡會產生環狀射流,所處位置更接近氣泡頂部,且強度較A邊界附近氣泡的環狀射流小了很多。如圖11(a)中拱形高度變化曲線可知:在一次潰滅周期內,A邊界經歷了一次上下凹凸變形,且變形量最大;B邊界的值基本在0或者稍大于0的位置波動,B邊界基本沒有產生凹凸變形;而C邊界經歷了2次上下凹凸變形,但其變形量較A邊界小了許多。
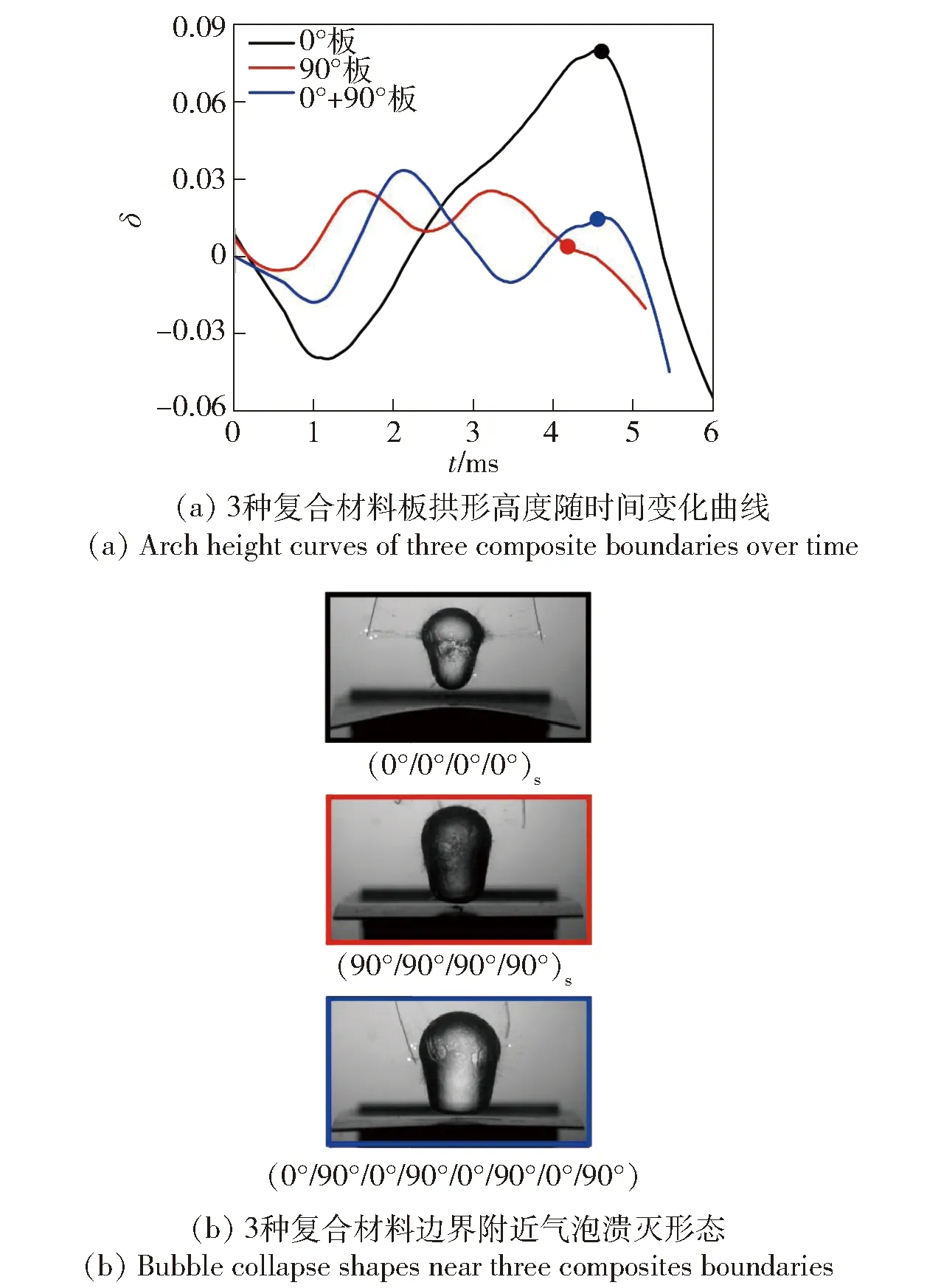
圖11 復合材料邊界拱形高度變化及氣泡形態變化Fig.11 Deflection change of composite material boundaries and the change of bubble shape
通過以上分析可知,在相同載荷條件下3種碳纖維復合材料邊界的變形方式是截然不同的。A邊界以上下凹凸變形為主,這種變形方式使氣泡產生較強的環狀射流,且氣泡底部較為圓滑;B邊界以水平上下彎曲變形為主,氣泡不會產生環狀射流,氣泡底部垂直于邊界且呈現扁平狀態;C邊界變形為上下凹凸變形與上下彎曲變形的疊加,氣泡會產生環狀射流,但位置會更加靠近氣泡頂部,同時底部較為扁平。
4 結論
本文基于自由液面和剛性壁面附近氣泡的運動特性,針對不同鋪層角度的碳纖維復合材料邊界附近氣泡形態演化過程進行了對比研究。3種碳纖維復合材料邊界是碳纖維以0°、90°以及0°+90°交替疊加鋪層。研究過程中,氣泡中心到邊界表面距離和氣泡最大半徑的比值為0.9. 利用高速相機記錄氣泡形態隨時間的演化過程,并提取了邊界中心撓度以及拱形高度等參數,分析復合材料邊界變形方式的不同對氣泡形態的影響,探討碳纖維復合材料邊界鋪層角度變化,即其結構特性對氣泡形態變化的影響。得到主要結論如下:
1)通過對比剛性壁面和自由液面中氣泡的運動特性,明確了氣泡潰滅過程在剛性壁面附近產生的沖擊波以及高速射流是造成壁面破壞的重要原因。
2)復合材料邊界鋪層角度的不同會導致復合材料邊界的變形方式不同。復合材料主方向上變形方式為上下凹凸變形為主,副方向上主要變形方式為上下彎曲變形。
3)復合材料邊界變形方式不同導致氣泡形狀不同。0°復合材料邊界上下凹凸變形會導致氣泡產生較強的環狀射流;90°復合材料邊界上下彎曲變形,只會改變氣泡射流的方向,并不會產生環狀射流。
4)復合材料邊界單邊固支影響對氣泡對稱性。由于單邊固支復合材料邊界變形不同造成正視圖方向上氣泡左右不對稱,氣泡靠近自由端一側的收縮速度大于另一邊,且氣泡不對稱隨自由端中心撓度增加而更加明顯。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
上海建材(2019年4期)2019-05-21 03:13:02
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
纖維復合材料(2018年4期)2018-04-28 08:45:28
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
中國塑料(2016年6期)2016-06-27 06:34:16
