
加工中心斗笠式刀庫(kù)控制原理與故障診斷
2019-12-23 02:48:48仲興國(guó)
設(shè)備管理與維修 2019年16期
仲興國(guó)
(沈陽(yáng)理工大學(xué)機(jī)械工程學(xué)院,遼寧沈陽(yáng) 110159)
0 引言
加工中心由于具有自動(dòng)換刀機(jī)構(gòu)及可以儲(chǔ)放多把刀具的刀庫(kù),改變傳統(tǒng)以人為主的生產(chǎn)方式。由程序的控制,可以完成各種不同的加工需求,如銑削、鉆孔、搪孔、攻牙等。大幅縮短加工時(shí)程,降低生產(chǎn)成本。學(xué)校實(shí)訓(xùn)中心使用的加工中心分別配備有斗笠式、盤式和鏈?zhǔn)降稁?kù)。由于刀庫(kù)及換刀機(jī)構(gòu)結(jié)構(gòu)較復(fù)雜,且在工作中又頻繁運(yùn)動(dòng),所以故障率較高。以斗笠式刀庫(kù)為例,從分析掌握其工作原理入手,對(duì)于使用中出現(xiàn)的一些故障,給出查找思路和解決辦法。
1 斗笠式刀庫(kù)控制
1.1 斗笠式刀庫(kù)電氣控制
斗笠式刀庫(kù)在換刀時(shí)整個(gè)刀庫(kù)向主軸平行移動(dòng),首先,取下主軸上原有刀具,當(dāng)主軸上的刀具進(jìn)入刀庫(kù)的卡槽時(shí),主軸向上移動(dòng)脫離刀具;其次主軸安裝新刀具,這時(shí)刀庫(kù)轉(zhuǎn)動(dòng),當(dāng)目標(biāo)刀具對(duì)正主軸正下方時(shí),主軸下移,使刀具進(jìn)入主軸錐孔內(nèi),刀具夾緊后,刀庫(kù)退回原來(lái)的位置,換刀結(jié)束。
PLC 在整個(gè)換刀過程中主要控制刀庫(kù)的正/反轉(zhuǎn)、刀庫(kù)的前進(jìn)/后退、松刀/緊刀閥的動(dòng)作以及換刀動(dòng)作順序。主軸的上升、下降和定位都是由NC 程序控制的,所以在整個(gè)換刀過程中PLC 與NC 程序的配合是重點(diǎn)也是難點(diǎn)。
斗笠式刀庫(kù)相關(guān)的輸入信號(hào)有手動(dòng)松刀開關(guān)、刀具夾緊檢測(cè)開關(guān)等,對(duì)應(yīng)的PMC 輸入地址分配如圖1 所示。斗笠式刀庫(kù)相關(guān)的輸出信號(hào)有主軸吹氣電磁閥、刀盤正反轉(zhuǎn)信號(hào)等,對(duì)應(yīng)的PMC 輸出地址分配如圖2 所示。
1.2 刀庫(kù)控制原理
使用宏程序完成換刀的主體動(dòng)作和時(shí)序思路,PMC 的作用主要是指令機(jī)床外圍設(shè)備,實(shí)現(xiàn)宏程序的各種輔助功能代碼動(dòng)作。
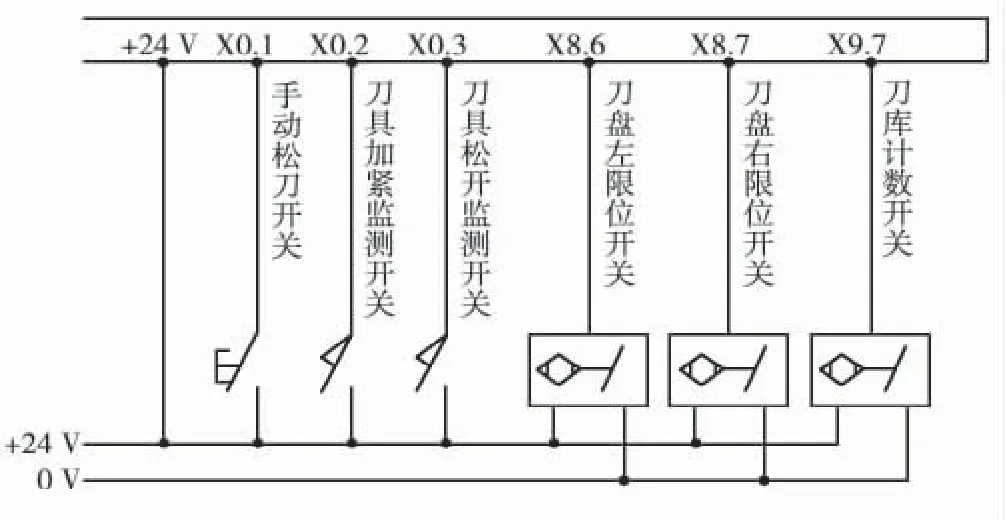
圖1 PMC 輸入地址分配
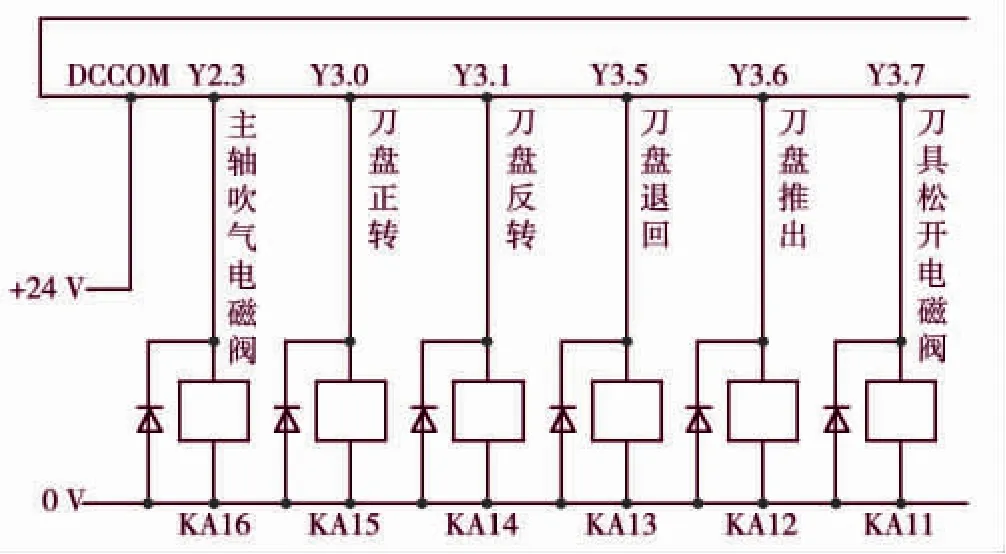
圖2 PMC 輸出地址分配
(1)若主軸刀號(hào)不為0,則主軸回參考點(diǎn),同時(shí)刀庫(kù)旋轉(zhuǎn)信號(hào)Y3.0 或Y3.1 狀態(tài)為“1”,控制刀庫(kù)刀盤轉(zhuǎn)動(dòng)至主軸當(dāng)前刀號(hào)對(duì)應(yīng)的工位。
(2)氣動(dòng)閥Y3.6 狀態(tài)為“1”,活塞帶動(dòng)刀庫(kù)向右移動(dòng),同時(shí)主軸向下移動(dòng)到刀具交換位置;
(3)氣動(dòng)閥Y2.3 狀態(tài)為“1”,發(fā)出主軸松刀輸出,主軸松刀到位,將當(dāng)前主軸上的刀具還回到刀庫(kù)中。
(4)系統(tǒng)發(fā)出主軸抬刀信號(hào),回到參考點(diǎn)。(5)若T 代碼不為0,則刀庫(kù)刀盤轉(zhuǎn)動(dòng)至目標(biāo)刀號(hào)對(duì)應(yīng)的工位。(6)移動(dòng)氣缸活塞帶動(dòng)刀庫(kù)向右移動(dòng)到位,主軸向下移動(dòng)抓刀。(7)系統(tǒng)發(fā)出主軸緊刀輸出,氣動(dòng)閥Y2.3 狀態(tài)為“0”主軸緊刀到位。
(8)氣動(dòng)閥Y3.5 狀態(tài)為“1”,活塞帶動(dòng)刀庫(kù)向左移動(dòng),刀庫(kù)換刀控制完畢。
2 斗笠式刀庫(kù)常見故障原因及案例分析
2.1 斗笠式刀庫(kù)常見故障及原因
(1)刀庫(kù)移至主軸中心位置,但不執(zhí)行后面的動(dòng)作。故障原因可能有:主軸定位沒完成;主軸沒有返回第一參考點(diǎn);PMC 沒有收到刀庫(kù)主軸側(cè)到位行程開關(guān)發(fā)送的信號(hào);PMC 沒有收到主軸緊刀或松刀信號(hào)。
(2)刀庫(kù)從主軸取完刀,不旋轉(zhuǎn)到目標(biāo)刀位。故障原因可能有:電機(jī)啟動(dòng)電路故障;刀庫(kù)電機(jī)故障;刀庫(kù)電機(jī)與刀庫(kù)連接脫離,電機(jī)旋轉(zhuǎn),刀庫(kù)不旋轉(zhuǎn)。
(3)主軸抓刀后,刀庫(kù)不移回初始位置。故障原因可能有:PMC 沒有收到主軸緊刀完成信號(hào);刀庫(kù)控制電磁氣壓閥電路或本身故障。
(4)主軸掉刀或機(jī)床抓不住刀。故障原因可能有:氣泵壓力過低;主軸氣路不通暢或有漏氣現(xiàn)象;抓刀爪子不能打開或有磨損等。
此外還可能產(chǎn)生松刀故障、刀庫(kù)換刀不到位等故障。
2.2 典型故障案例分析
(1)換刀中斷故障:1 臺(tái)采用斗笠式刀庫(kù)的加工中心,在換刀過程中,刀盤右移至主軸側(cè),主軸沒有松刀,換刀中斷。
分析與處理:主軸沒有松刀原因可能是相關(guān)條件不滿足,比如右限位行程開關(guān)沒有發(fā)出信號(hào);松刀電磁閥沒有吸合。根據(jù)操作者描述當(dāng)時(shí)能聽到主軸松刀氣缸通氣的聲音,由此判斷故障原因是松刀開關(guān)沒有發(fā)出信號(hào)的可能性比較大,進(jìn)入PMC 診斷畫面,查看圖1 中松刀行程開關(guān)的輸入地址X0.3 的狀態(tài)為“0”,拆開防護(hù)罩,發(fā)現(xiàn)氣缸松刀時(shí)沒有壓到行程開關(guān),重新調(diào)整行程開關(guān)位置后,故障消除。
(2)刀庫(kù)不能返回故障:1 臺(tái)采用斗笠式刀庫(kù)的加工中心,在換完刀后出現(xiàn)刀庫(kù)不能返回故障,出現(xiàn)L/R ERROR 報(bào)警。
分析與處理:該報(bào)警是刀庫(kù)左側(cè)或右側(cè)沒有到位報(bào)警,由于刀庫(kù)能夠完成換刀動(dòng)作,說(shuō)明有刀庫(kù)右側(cè)到位信號(hào),那么該報(bào)警就是刀庫(kù)左側(cè)沒有到位報(bào)警。查看梯形圖可知,主軸緊刀完成,執(zhí)行退刀指令,退刀信號(hào)已發(fā)出,但是刀盤沒有動(dòng)作,刀盤左右移動(dòng)是由電磁換向閥控制氣缸來(lái)完成的,出現(xiàn)該故障,原因可能是外圍電路故障或電磁換向閥故障,經(jīng)檢查,發(fā)現(xiàn)電信號(hào)正常。那么故障可能是電磁換向閥故障,將電磁換向閥拆開,發(fā)現(xiàn)換向閥中的閥芯有銹跡,左右運(yùn)動(dòng)不靈活,有卡死現(xiàn)象,可能由于該斗笠式刀庫(kù)長(zhǎng)時(shí)間沒有用,氣管中的水汽導(dǎo)致閥芯生銹。經(jīng)過處理,將換向閥重新裝上,開機(jī)檢測(cè),故障排除。
(3)拔插刀滯澀響動(dòng)故障:1 臺(tái)配套FANUC 0i MC 系統(tǒng)加工中心,斗笠式刀庫(kù)在換刀過程中,刀爪移至抓刀位置時(shí),刀庫(kù)刀爪與主軸傳動(dòng)鍵有錯(cuò)動(dòng),拔插刀時(shí),有明顯聲響,似卡滯。
換刀時(shí)刀庫(kù)刀爪與主軸傳動(dòng)鍵有錯(cuò)動(dòng),說(shuō)明刀庫(kù)零點(diǎn)可能偏移,或是由于刀庫(kù)傳動(dòng)存在間隙,或者刀庫(kù)上刀具質(zhì)量不平衡而向一邊偏斜。將刀庫(kù)刀具全部卸下,將主軸手搖至Z 軸第二參考點(diǎn)附近,用塞尺測(cè)量刀庫(kù)刀爪與主軸傳動(dòng)鍵之間的間隙,證實(shí)有偏移;用手動(dòng)推拉刀庫(kù),也不能利用間隙使其回正;調(diào)整參數(shù)4077 直至刀庫(kù)刀爪與主軸傳動(dòng)鍵之間間隙基本相等。開機(jī)后執(zhí)行換刀正常。
3 結(jié)束語(yǔ)
從維修實(shí)例可知,依據(jù)斗笠式刀庫(kù)的工作流程圖和各輸入輸出點(diǎn)地址,可初步判斷故障可能指向的部位,然后逐一排查機(jī)械、電路、電氣元件及氣動(dòng)元件本身是否存在問題,即可迅速完成刀庫(kù)故障的維修。
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評(píng)價(jià)·高一版(2020年6期)2020-11-02 02:45:24
汽車維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
中國(guó)生殖健康(2019年3期)2019-02-01 06:12:26
汽車維護(hù)與修理(2016年10期)2016-07-10 08:17:41
鑿巖機(jī)械氣動(dòng)工具(2016年3期)2016-03-01 04:00:25
海軍航空大學(xué)學(xué)報(bào)(2015年3期)2015-11-11 17:20:00
汽車維修與保養(yǎng)(2015年12期)2015-04-18 07:51:49
汽車維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50
汽車維修與保養(yǎng)(2015年2期)2015-04-17 01:30:34
