高精度機床換刀系統故障研究
2019-12-23 02:48:52盧龍
設備管理與維修 2019年16期
關鍵詞:系統
盧 龍
(中國航發西安動力控制科技有限公司,陜西西安 710077)
0 引言
高速高精度機床由國外引進,配備海德漢Millplus 數控系統。機床為五軸五聯動高速高精度機床,擅長加工空間復雜殼體類零件,需要強大的工藝技術以及龐大的刀具系統支持。1 次零件裝夾,利用其強大的換刀系統可以連續自動、高速高精度的完成銑、鉆、鏜、擴、鉸、攻絲以及拉削等多工序的加工。
由于復雜的機械加工特性,要求機床換刀系統頻繁工作,且由于在加工過程中的大吃刀量,以及由于人為因素引起的刀具零件撞擊等原因,造成換刀系統損壞,機床功能精度喪失,直至機床停機,嚴重影響設備利用率。通過對機床換刀系統的換刀流程進行分解,分析機械結構,掌握其工作原理,解決換刀故障。
1 換刀系統理論研究
1.1 換刀系統概述
此類型高速高精度機床具有獨特的空間曲面加工能力,具備五軸五聯動、立臥轉換、電主軸單元。換刀系統由拉刀機構和盤式刀庫組成。拉刀機構采用液壓油缸作為推力元件,預緊彈簧作為拉力元件。盤式刀庫與常見的刀庫形式一樣,具有相同的結構功能。
換刀系統的拉刀機構特點是具備預緊功能,拉緊力穩定,材料性能穩定,安全性高,尺寸緊湊便于安裝。但是由于機床換刀動作頻次高,整個換刀系統都要承受長時間、高頻率的屈服力,容易誘發材質性疲勞。機床有效利用期過后,換刀系統容易發生故障,影響機床的使用效率。拉刀機構如圖1 所示。
1.2 換刀系統研究
高速高精度機床換刀系統由拉刀機構和盤式刀庫組成,兩部分互相配合共同完成一次換刀動作。拉刀機構是主軸用于拉緊和放松刀具的一種機械裝置,主要由拉桿、拉爪、拉力彈簧以及液壓油缸組成。拉桿的作用是整個拉刀機構的載體,起固定作用;拉爪主要是拉緊刀具上的拉釘,從而拉緊整個刀具;拉力彈簧在液壓油缸作用下受力變形,從而在拉桿上產生位移,蓄積能量用于拉緊刀具;液壓油缸是松刀動力提供者。整個拉刀機構安裝與主軸內孔里面,主軸移動到盤式刀庫換刀位置進行刀具交換。
2 故障介紹
換刀系統在換刀過程中出現E370 報警,機床在換刀位置停止動作,消除報警后,再次執行換刀程序,時好時壞,機床時常會出現報警現象,不能正常使用。
3 換刀系統修理
3.1 換刀流程概述
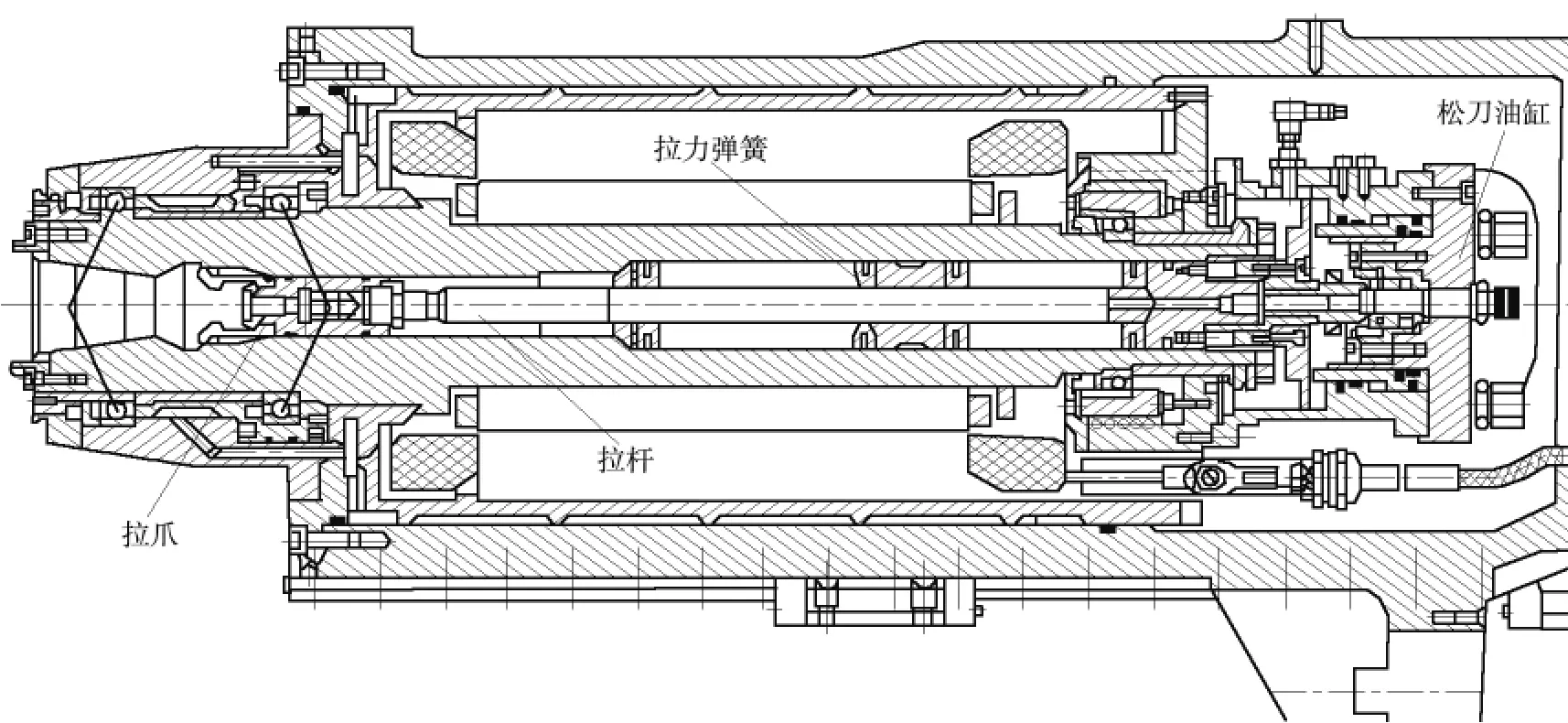
圖1 拉刀機構
機床換刀動作簡介:機床操作系統使用的是海德漢Millplus數控系統,首先由HMI(Human-Machine Interface,人機對話單元)輸入換刀指令,例如T1M6 后,執行此指令,刀庫門打開,主軸運行到換刀位置,然后主軸下到刀庫中取刀,就在此時主軸上端液壓油缸推動拉力彈簧,主軸拉爪此時松開,然后主軸抓刀,拉刀油缸縮回,在拉力彈簧作用下主軸拉緊刀具,主軸回到加工位置,刀庫門合上,此次換刀結束。換刀流程如圖2 所示。
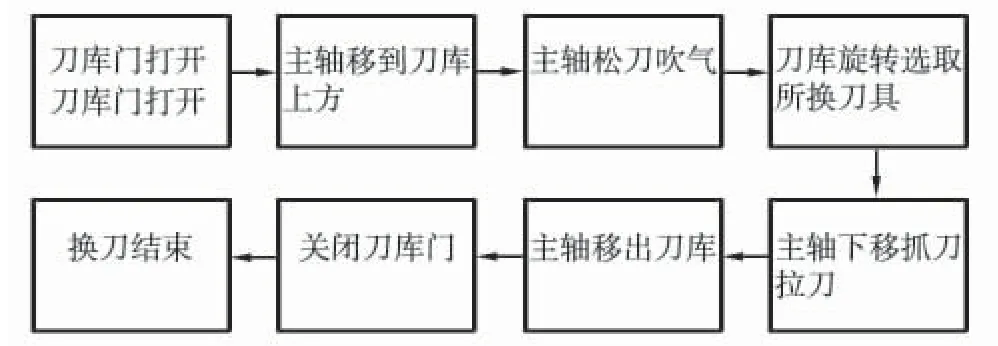
圖2 換刀流程
3.2 換刀系統修理
換刀系統由執行元件、控制元件兩部分組成。兩部分互相配合來完成一次完整的換刀動作。這兩方面內容分別如下:
控制元件:包括機床控制面板、伺服驅動、信號采集觸點、PLC、I/O、各種電磁閥以及電氣元件等。
執行元件:主軸松刀油缸、拉力彈簧、拉桿、拉爪、刀庫等。
首先從控制元件入手,機床使用海德漢MILLPLUS 數控操作系統,進入I/O 界面,觀察主軸拉松刀所對應的I/O 點。主軸松刀油缸上有3 個位置檢測開關,C2-03B31、C2-03B51、C2-03B71,通過感應油缸上的感應塊,檢測油缸運動時所處的位置,把感應到的信號發送到NC,此3 個檢測開關依次對應I/O點中的WS:E9.6.1、WS:E9.6.2、WS:E9.6.3,其具體的關系如下:
主軸松刀,信號感應開關C2-03B31 亮,把信號輸入NC,在I/O 點中WS:E9.6.1 亮顯示;
主軸有刀拉緊,信號感應開關C2-03B51 亮,把信號輸入NC,在I/O 點中WS:E9.6.2 亮顯示;
主軸無刀拉緊,信號感應開關C2-03B51、C2-03B71 同時亮,把信號輸入NC,在I/O 點中WS:E9.6.2 和WS:E9.6.3 同時亮顯示。
然后手動進行松刀、有刀拉緊、無刀拉緊3 個動作,發現主軸有刀拉緊后I/O點中WS:E9.6.2 和WS:E9.6.3 同時亮,而主軸松刀、主軸無刀拉緊后I/O 窗口中顯示正常。主軸有刀拉緊后信號采集時出現異常,調整主軸上有刀拉緊信號檢測開關。調整好之后,嘗試手動換刀,然而還會偶爾出現松不開刀,檢查I/O點以及上述信號檢測開關均顯示正常。檢查控制松刀油缸的電磁閥、各繼電器、PLC、以及各線路,一切正常,所以排除電氣方面的原因。
圖3 主軸無刀拉緊信號顯示
對執行元件檢查,由于此類電主軸特有的拉刀機構,其拉爪正下方背緊螺釘上標有松刀距離,可以根據此距離來判斷拉刀距離是否正確。松刀拉刀距離測量方法如下:手動松刀后用深度尺測量松刀距離為93.1 mm,然后無刀拉緊再次測量距離為97.6 mm,距離差為4.5 mm,小于正常松拉刀距離差6 mm,且正常松刀距離為93.6 mm,拉刀距離為99.3 mm,同時用OTT拉力檢測裝置檢測拉刀拉力為7 kN,理論值為8 kN,實際拉力值過小。所以拉刀機構上的拉力彈簧可能破碎,這與主軸拉刀后拉不緊,且時有松不開刀的故障現象相吻合。拆卸拉刀機構,必須先把主軸從床身上拆下,然后再分解出拉刀機構,拆下拉刀機構后發現,拉桿上拉力彈簧部分已經碎裂,且上面有許多黑色銹質物,檢查主軸錐孔,發現已經生銹,用除銹劑去除銹質,更換新的拉力彈簧,重新安裝拉刀機構,裝配拉刀機構到主軸,然后重新安裝主軸,同時調整主軸幾何精度,然后進行主軸松刀、拉刀動作試驗,調整松刀距離,拉刀距離到所需距離。調整完成后,進行自動換刀,整個換刀過程正常,故障排除。
4 結束語
通過換刀系統故障的維修,對此類機床的拉刀機構有了深入的理解。此類拉刀機構中的拉力彈簧由于長期不間斷受力,發生應力疲勞變形,甚至斷裂,造成主軸拉不緊刀。還有就是拉刀機構中由于進冷卻液,發生腐蝕、生銹,主軸錐空磨損,與刀柄的配合尺寸發生變化,這些原因最終使主軸拉刀距離發生變化,機床出現換刀故障。此類故障的維修是一項繁雜而又需要細致精神的工作,需要對機械、電氣圖紙進行分析研究,找出故障點,一步一步進行拆卸、安裝、調整,直到滿足使用要求為止。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
