單回路保護閥密封圈表界面黏附特性
2020-01-03 05:32:20黃浩鋒
中國機械工程 2019年24期
倪 敬 史 雨 蒙 臻 黃浩鋒
1. 杭州電子科技大學機械工程學院,杭州,3100182. 杭州電子科技大學船港機械裝備與技術省重點實驗室,杭州,310018
0 引言
單回路保護閥是商用車車載空氣干燥器的核心部件,主要功能是隔斷干燥器凈化氣體輸出通道,為制動系統鉗制最低的制動氣壓。但在實際應用中,單回路保護閥開啟過程受到橡膠密封圈(硫化于閥芯上)和金屬端面(閥套)之間表界面的復雜接觸與黏附特性的影響,其開啟特性難以實時控制與補償[1-2],因此,開展單回路保護閥中橡膠密封圈和金屬端面之間表界面接觸與黏附特性的研究顯得尤為必要。
橡膠密封圈和金屬端面之間的接觸黏附過程本質上是一種固-固表面接觸與黏附的問題[3]。在理想光滑表界面接觸黏附方面, Hertz通過建立數學模型,研究理想光滑彈性體之間無表面力作用下的接觸問題。JOHNSON等[4]基于經典Hertz模型和JKR模型,用能量方法建立了第一個考慮吸附作用的表界面接觸模型。DERJAGUIN等[5]進一步考慮了接觸面之外的黏附力,推導了DMT黏附模型。TABOR[6]通過提出“Tabor數”,劃定了JKR模型和DMT模型的適用范圍,其中JKR模型適用于Tabor數較大(接觸半徑大、剛度小)的情況,而DMT模型適用于Tabor數較小(接觸半徑小、剛度大)的情況。MAUGIS[7]基于斷裂力學的Dugdale理論,建立了Maugis-Dugdale內聚力模型,從理論上將JKR模型和DMT模型統一起來。近年來,國內外學者積極開展了柔性表界面的接觸黏附特性的研究,吳健等[8]研究了硅橡膠圓柱件與光滑表面的接觸特性,結果表明接觸面積隨橡膠的壓縮量的增大而增大。劉靜等[9]在有/無黏附條件下,證實了光滑表面接觸面積與載荷的關系分別與Hertz模型和Maugis-Dugdale模型定性一致。在橡膠密封圈接觸黏附力研究方面, SMITTHIPONG 等[10]應用定位探針研究了橡膠的黏附力大小,結果表明橡膠的接觸黏附力主要由橡膠鏈通過接觸表界面的相互擴散形成;LUDEMA等[11]認為橡膠的黏附力與實際接觸過程中的接觸面積有關;黃健萌等[12]認為接觸面積越大,橡膠的接觸現象越明顯;MOLDENHAUER 等[13]根據Kroger的黏附擺試驗,研究了拋光鋼球和橡膠在預載時間和預載力變化時的黏附性,結果表明黏附力峰值隨著預載時間和預載力的增大而升高;BRIGGS等[14]則通過簡單的黏附拉伸試驗,認為分離速度與黏附能成正相關關系。
綜上所述,上述文獻涉及的內容,一方面主要集中于光滑表界面的接觸黏附過程,而關于表界面凹凸不平的接觸黏附情況研究較少;另一方面,在橡膠密封圈接觸黏附力方面,現有研究大多只考慮單因素對橡膠密封圈黏附力的影響,未考慮多因素對橡膠密封圈黏附力的影響。本文針對單回路保護閥中橡膠密封圈表界面的接觸特性,設計了一種測定橡膠密封圈表界面黏附力的試驗,研究了密封圈和金屬端面在不同預壓力、預壓時間和分離速度的影響因素下表界面黏附力的變化規律。
1 橡膠密封圈與金屬端面黏附力試驗
1.1 單回路保護閥簡介
單回路保護閥在商用車車載干燥器的位置如圖1所示,其主要功能是將經過干燥罐干燥后的氣體經彈簧調壓后輸出至出氣通道。硫化于閥芯端面上的橡膠密封圈會與金屬端面產生黏附作用,從而影響閥芯的開啟特性。
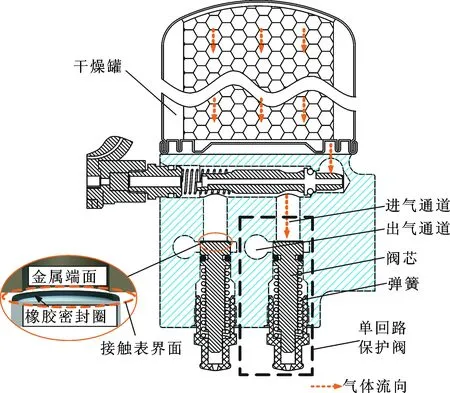
圖1 單回路保護閥示意圖Fig.1 Single loop protective valve schematic diagram
1.2 試驗系統的搭建
為了有效分析單回路保護閥中橡膠密封圈與金屬端面間的接觸黏附行為,搭建了圖2所示的黏附力測定試驗裝置。該裝置包括仿閥結構、預壓加載系統、精密分離系統和數據采集分析系統。試驗系統主體部分如圖3所示。
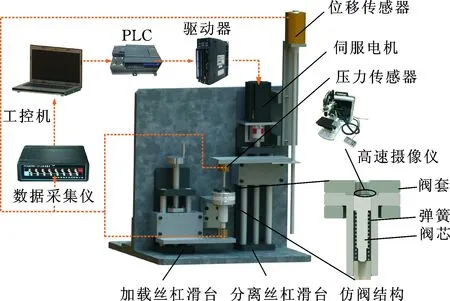
圖2 試驗系統Fig.2 Test system
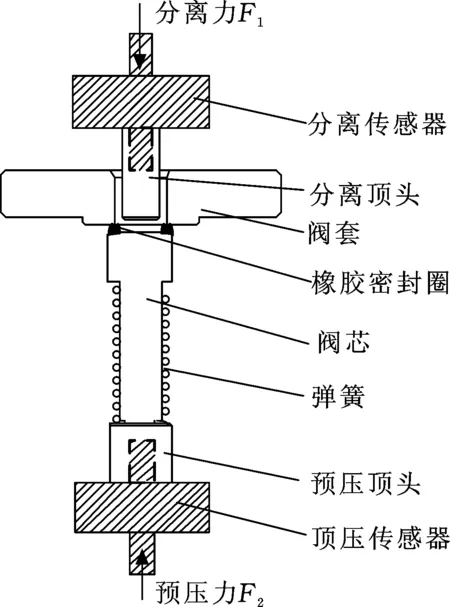
圖3 試驗系統主體部分Fig.3 Main part of the test system
(1)仿閥結構包括閥套、橡膠密封圈、閥芯和彈簧,試驗中采用1∶1尺寸構建了單回路保護閥的密封表界面,其中橡膠密封圈的材料為丁腈橡膠,金屬端面選用6061鋁合金,彈簧選用的是碳素彈簧,其彈性系數為5.5 N/mm。
(2)預壓加載系統由加載絲杠滑臺預壓傳感器和預壓頂頭組成。加載絲杠滑臺行程為50 mm,導程為5 mm;預壓傳感器為ZNLBM拉壓型力傳感器,測定范圍為±300 N,綜合精度為0.1%,頻率響應為150 Hz。
(3)精密分離系統由分離絲杠滑臺、分離傳感器、分離頂頭和伺服電機組成。分離絲杠滑臺行程為150 mm,導程為5 mm;分離傳感器為ZNLBM拉壓型力傳感器,測定范圍為±300 N,綜合精度為0.1%。通過西門子PLC控制伺服電機(型號為ECMA-C10604RS),推動閥芯實現橡膠密封圈表界面分離。
(4)數據采集分析系統主要由uT3408FRS-ICP 24位優泰數據采集系統(最高采樣頻率為128 kHz)以及優泰動態信號采集控制測試軟件(uTekAcqu)構成。
1.3 橡膠密封圈表界面黏附力測定過程
橡膠密封圈表界面黏附力測定的試驗操作方法如下:①準備階段。試驗前使用丙酮清洗橡膠密封圈和金屬端面,消除可能的表面污染,再將仿閥結構安裝在黏附力測定試驗臺上。②試驗及數據采集階段。預壓加載系統通過預壓頂頭對橡膠密封圈表界面施加一定的預壓力,同時數據采集系統開始采集分離力F1和預壓力F2數據一段時間后,精密分離系統通過分離頂頭以一定的分離速度勻速推動閥芯,直至橡膠密封圈與金屬端面完全分離。③數據處理階段。壓力數據和位移數據實時傳輸至數據采集系統,經濾波、平滑處理后,獲取表界面黏附力時域曲線。
為了提高測定結果的準確性,同一平行試驗進行3次重復測定,采用多組數據的平均值進行后期分析處理。
1.4 試驗條件與工況
根據單回路保護閥的應用工況,選定各試驗因素具體數值見表1。

表1 橡膠密封圈黏附力影響因素水平
為了更準確地獲得橡膠密封圈表界面黏附特性,設定了無黏附作用的情況作為對照試驗,即在橡膠密封圈與金屬端面間放置一張A4紙,以隔絕兩表面直接接觸。其他主要試驗參數見表2。
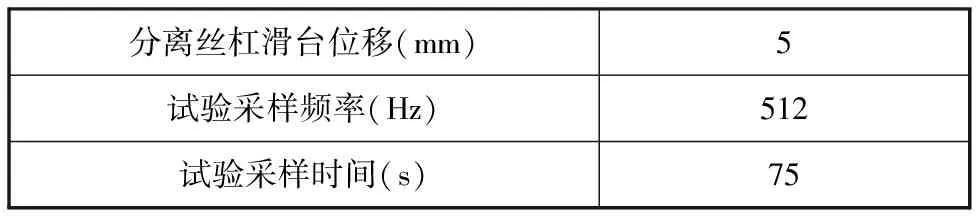
表2 試驗參數
2 結果與討論
2.1 橡膠密封圈表界面力特性
(1)全程力特性。橡膠密封圈表界面全程力特性是指分離頂頭剛接觸橡膠密封圈到橡膠密封圈和金屬端面完全分離的過程中兩測力傳感器力F1、F2的情況。在預壓力100 N、預壓時間1 h和分離速度0.5 mm/s的工況下,取橡膠密封圈與閥套由剛開始分離到完全分離過程中的數據,繪制成圖4所示的全程力特性圖。
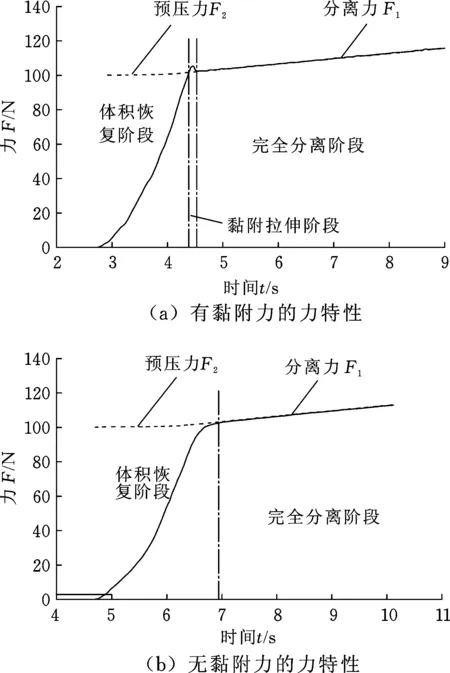
圖4 有無黏附力全程力特性Fig.4 The entire force characteristic with or without adhesive force
如圖4a所示,有黏附力作用下表界面黏附力變化可以分為3個階段(圖5):(Ⅰ)體積恢復階段。在本階段,向分離頂頭施加向下的作用力(F1增大,F2基本不變),預壓彈性變形的密封圈逐漸恢復初始體積,直到密封圈不受外力作用(F1=F2)。(Ⅱ)黏附拉伸階段。在本階段,繼續向分離頂頭施加向下的作用力(F1與F2同時變化),受表界面黏附力的作用,橡膠密封圈部分產生拉伸變形(此時F1>F2);進一步分離時,表界面黏附區域完全分開(F1=F2)。(Ⅲ)完全分離階段。此階段表界面之間無黏連,橡膠密封圈與金屬端面完全分開(F1=F2)。
圖4b所示為無黏附力作用下的表界面力變化,此時密封圈表界面間沒有發生黏連作用,很明顯不存在黏附拉伸階段。
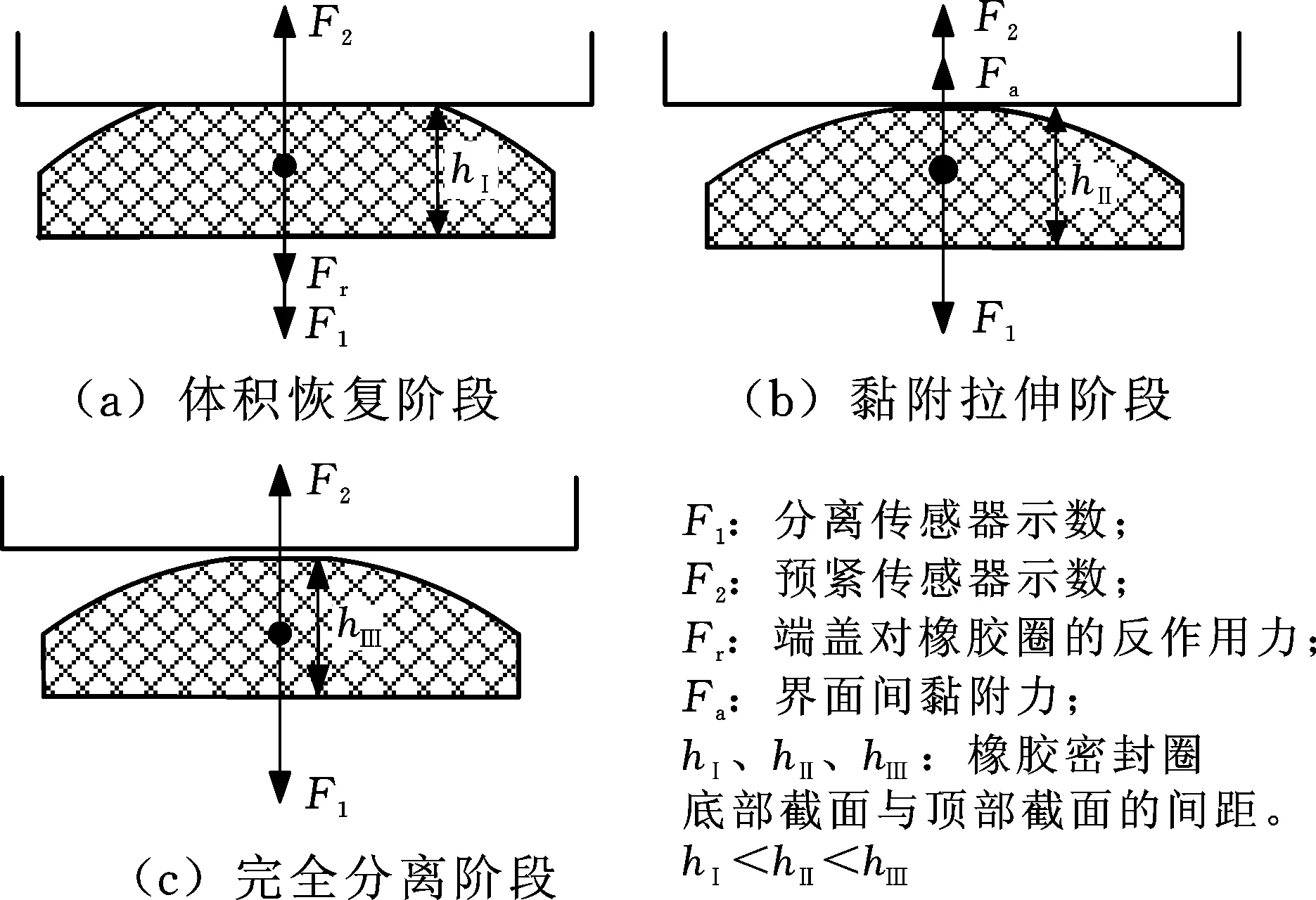
圖5 橡膠密封圈的變化過程示意圖Fig.5 Rubber seal change process
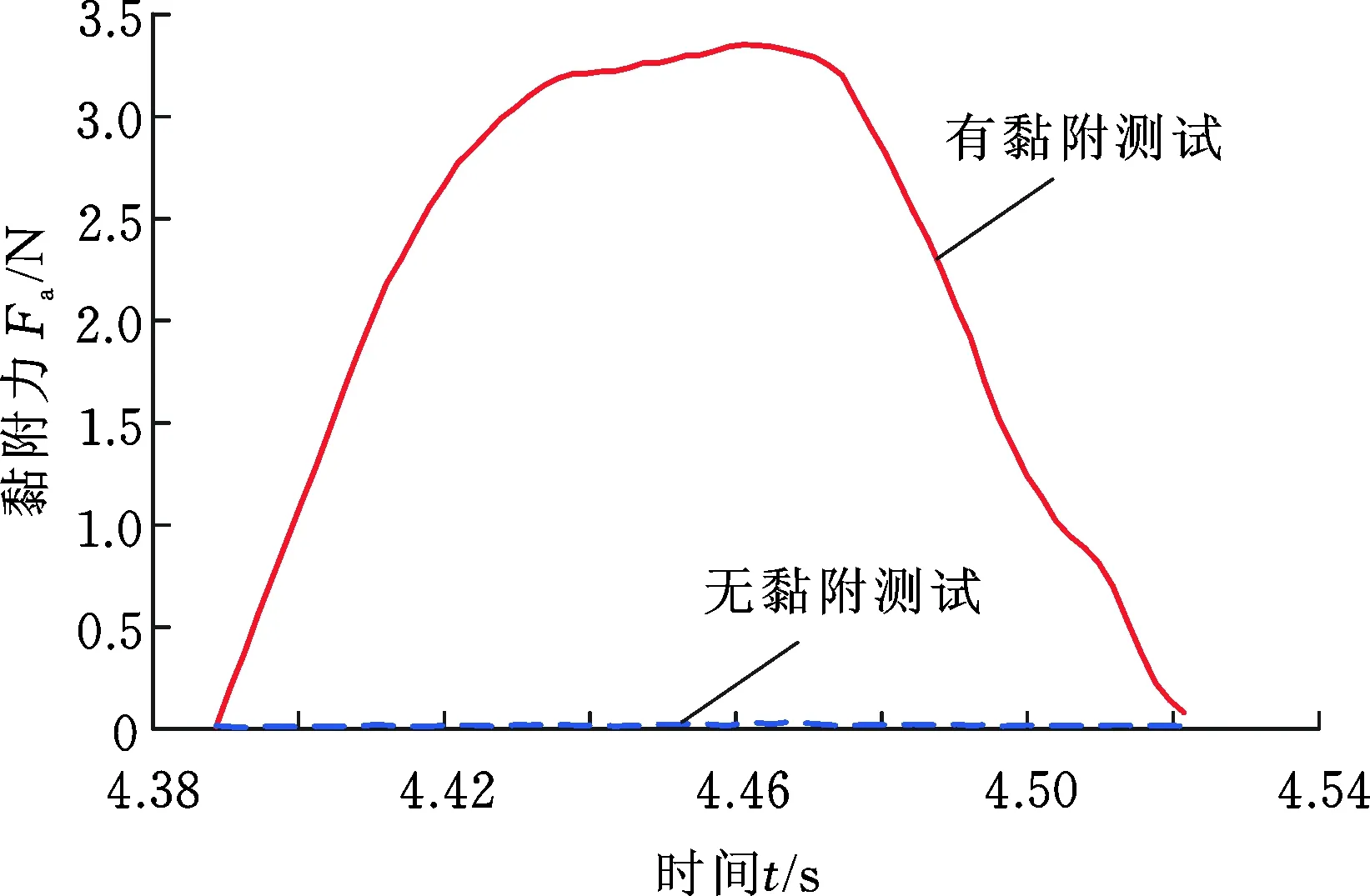
圖6 黏附力特性曲線Fig.6 Force characteristic curve with or without adhesion

2.2 預壓力對最大黏附力的影響

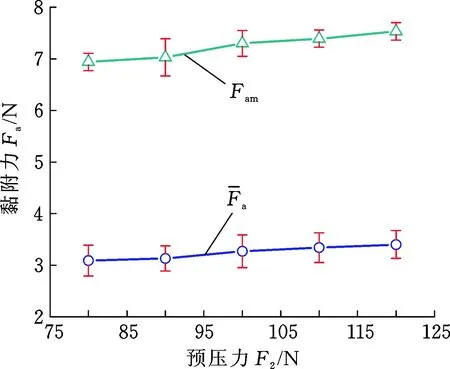
圖7 預壓力與黏附力的關系Fig.7 Relationship between the preloading force and adhesion force
由于最大黏附力對閥芯開啟的影響較大,可以將最大黏附力Fam(N)與預壓力F2(N)按公式Fam=0.015Fa+5.698進行曲線擬合,擬合結果見圖8。

圖8 預壓力-最大黏附力的擬合曲線Fig.8 The fitting curve of the preloading force and the maximum adhesive force
2.3 預壓時間對最大黏附力的影響
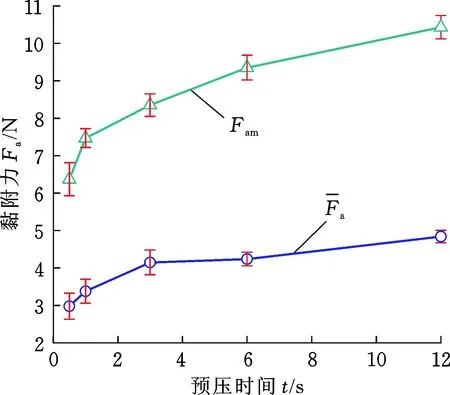
圖9 預壓時間與黏附力的關系Fig.9 Relationship between the preloading time and maximum adhesion force
同理,將最大黏附力Fam(N)和預壓時間t(s)按公式Fam=7.153t0.151進行曲線擬合,擬合結果見圖10。
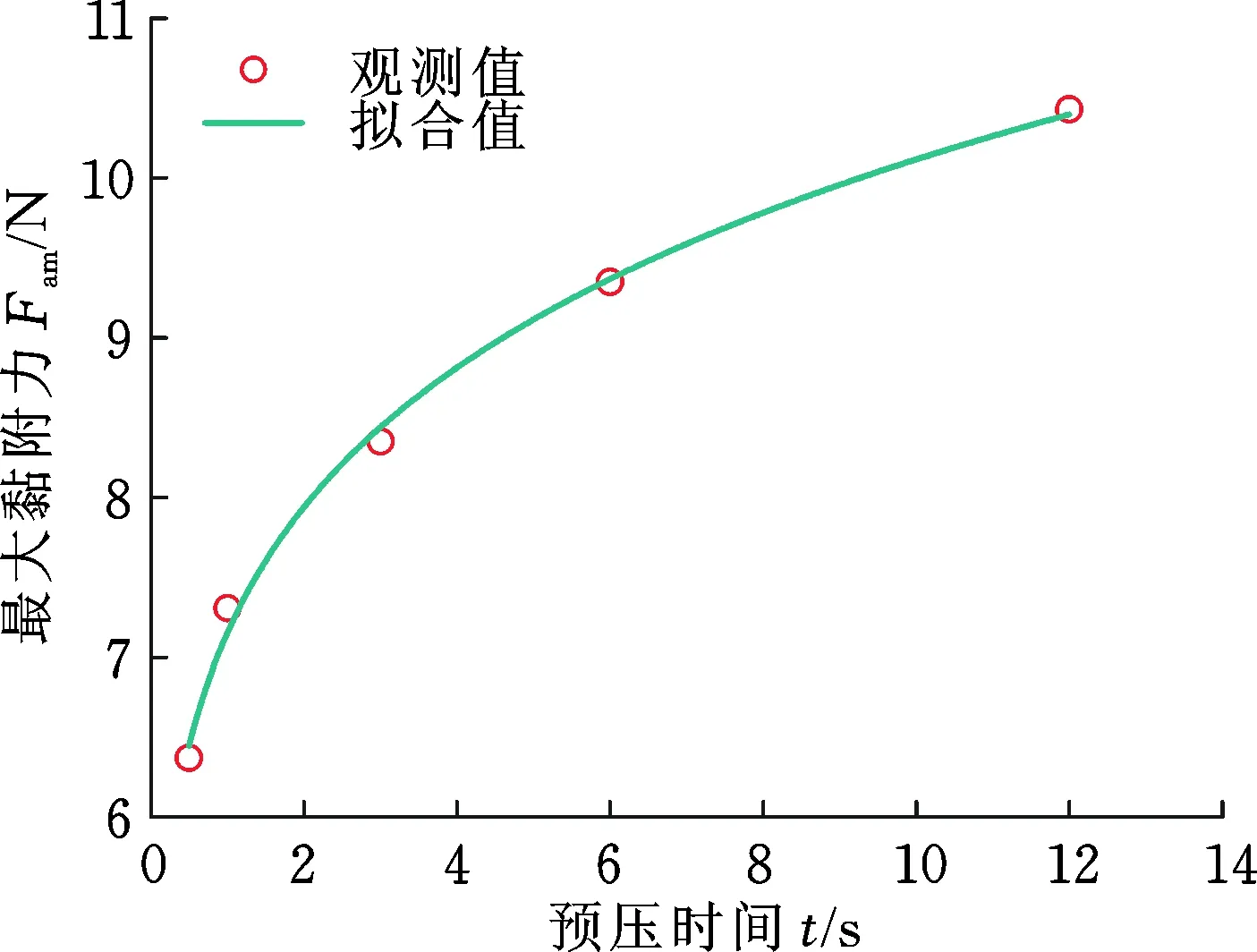
圖10 預壓時間-最大黏附力的擬合曲線Fig.10 The fitting curve of the preloading time and maximum adhesive force
2.4 分離速度對最大黏附力的影響
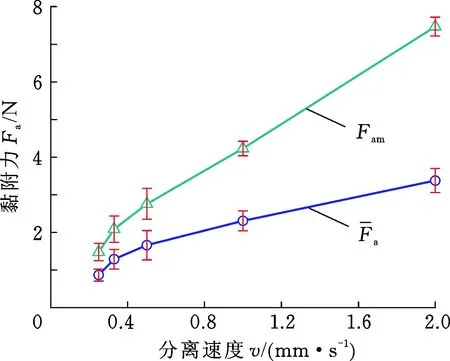
圖11 分離速度與最大黏附力的關系Fig.11 Relationship between the separation speed and maximum adhesion force
將最大黏附力Fam(N)和分離速度v(mm/s)按公式Fam=-0.243v2+3.849v+0.729進行曲線擬合,擬合結果見圖12。
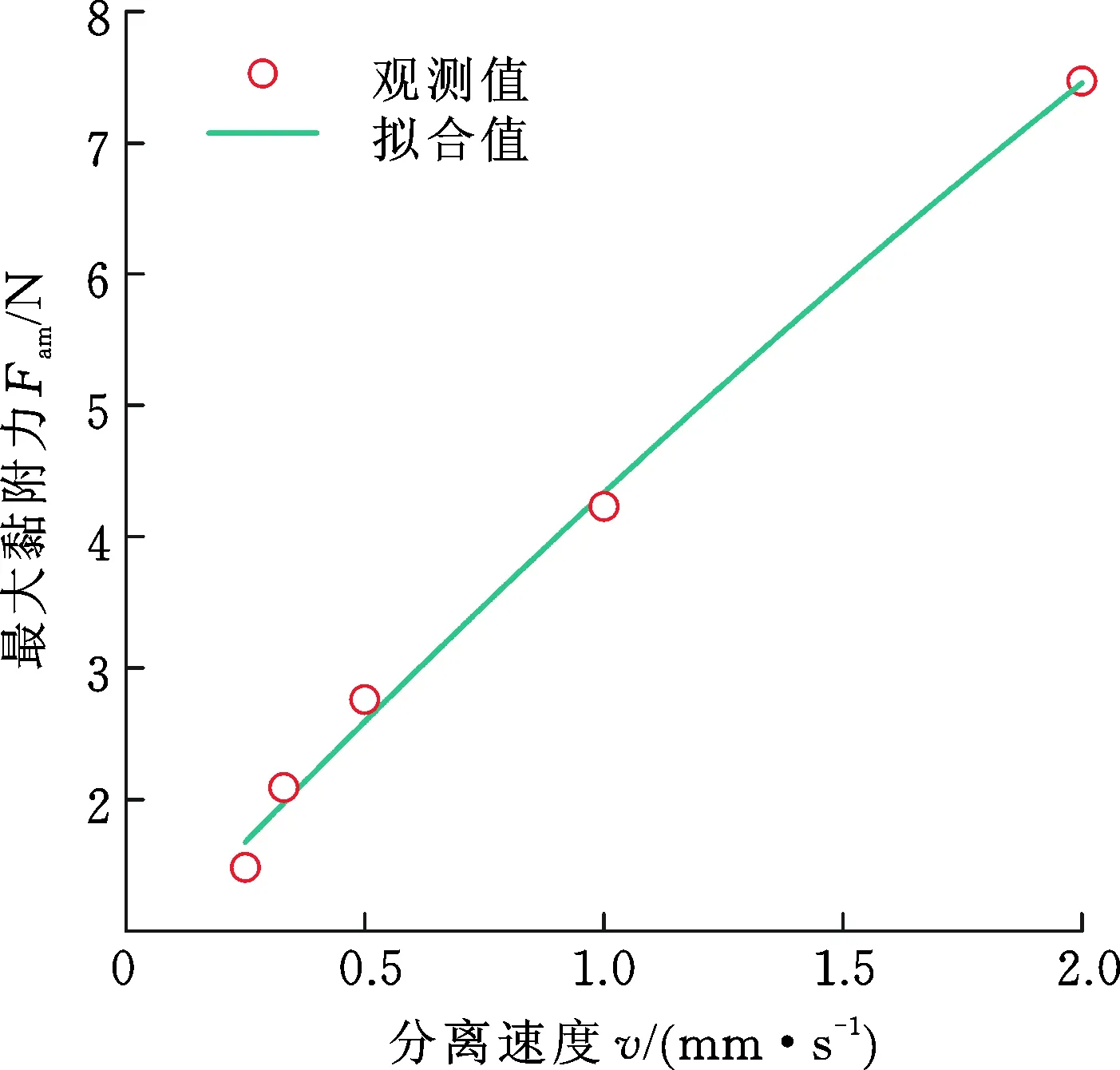
圖12 分離速度-最大黏附力的擬合曲線Fig.12 The fitting curve of the separation speed and maximum adhesive force
2.5 分離過程中的高速顯微觀察
為了觀察橡膠密封圈分離過程中接觸面積的變化趨勢,采用高速顯微儀拍攝橡膠密封圈分離的全過程。由于橡膠密封圈是空間旋轉體,故可以通過一定時間內它與金屬端面截面接觸線長的變化率來反映橡膠密封圈表界面分離過程中接觸面積的變化率。
拍攝橡膠密封圈分離過程中的高速顯微圖像時,由于分離速度的改變不會影響分離過程中黏附力先增大后減小的特性,故選用預壓力100 N、預壓時間1 h和分離速度0.083 mm/s(絲杠滑臺1 min轉一圈)的工況。如圖13a所示,橡膠密封圈和金屬端面在0.15 s時刻截面接觸線長為212.65 μm,在0.25 s時刻接觸線長為195.84 μm,在0.1 s時間內脫附線長約16.81 μm;如圖13b所示,橡膠密封圈和金屬端面在0.4 s時刻截面接觸線長為162.34 μm,在0.5 s時刻接觸線長為100.63 μm,在0.1s時間內脫附線長約61.71 μm;如圖13c所示,橡膠密封圈和金屬端面在0.65 s時刻截面接觸線長為40.02 μm,在0.75時刻完全脫附,在0.1 s時間內脫附線長約40.02 μm。由高速顯微圖像可知,橡膠密封圈表界面分離過程中接觸面積的變化率隨時間呈現先增大后減小的趨勢,這與圖6所示黏附力特性曲線的變化趨勢一致。
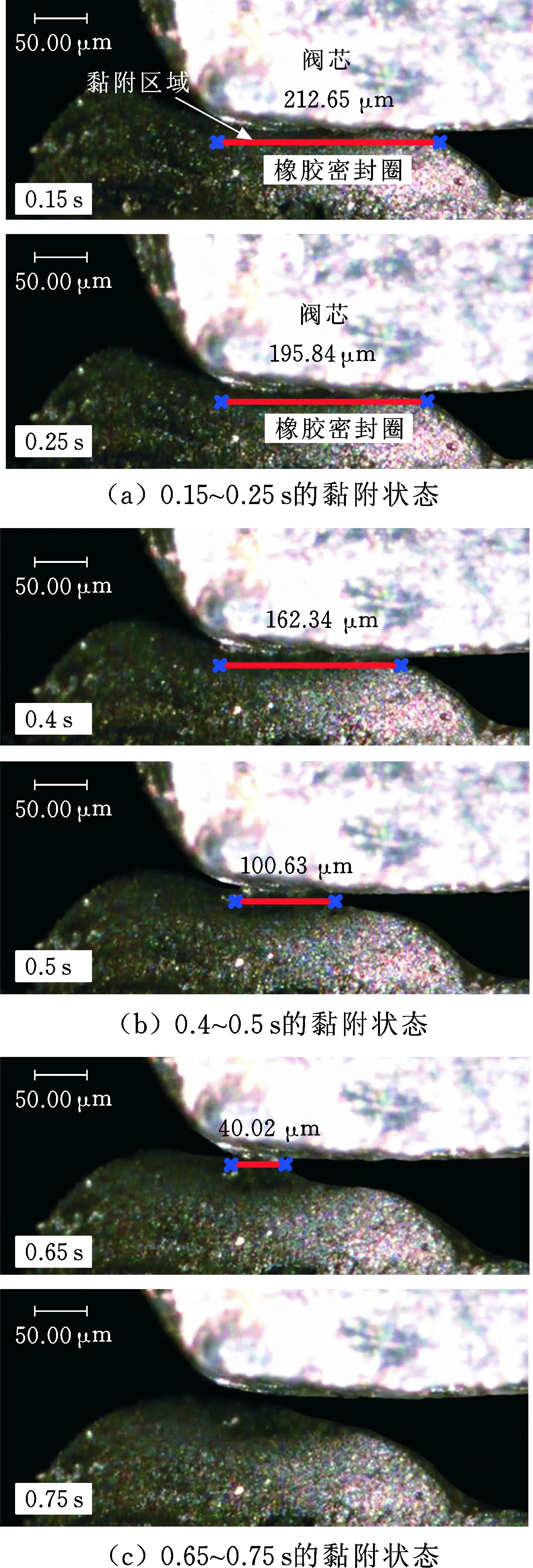
圖13 橡膠密封圈分離的高速顯微圖像Fig.13 Microscopic images of rubber desorption
3 結論
(1)橡膠密封圈與閥套之間存在較明顯的黏附現象,并受橡膠黏彈性影響,黏附力特性在分離過程中呈現先增大后減小的趨勢。
(2)分離速度對最大黏附力的影響最為顯著,當分離速度增至2 mm/s時,黏附力增幅為275.9%,而預壓力和預壓時間對最大黏附力的影響相對較小。
(3)高速顯微觀測結果進一步驗證了分離過程中兩表界面的真實接觸面積變化情況。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
當代陜西(2020年13期)2020-08-24 08:22:02
數學物理學報(2020年2期)2020-06-02 11:29:24
制造技術與機床(2017年5期)2018-01-19 02:49:17
家庭影院技術(2017年9期)2017-09-26 03:41:45
濰坊學院學報(2016年2期)2016-12-01 13:00:11