攪拌摩擦焊焊縫未焊透缺陷的超聲相控陣檢測
2020-01-07 15:04:38楊秋萍樂洪甜胡博文黃春平
質量探索 2019年3期
楊秋萍,林 剛,樂洪甜,胡博文,黃春平,夏 春
(1.江西省鍋爐壓力容器檢驗檢測研究院,南昌 330029;2.南昌航空大學 航空制造工程學院,南昌 330063)
攪拌摩擦焊(Friction Stir Welding,簡稱FSW)是英國焊接研究所在20世紀90年代初發明的一種的固相焊接技術,特別適合于鋁、鎂、銅及其合金材料的焊接,具有接頭質量優良、焊接效率高、焊接變形小以及無污染等優點。目前,FSW已在航空航天、壓力容器、艦船、汽車、高速鐵路列車等領域的多種結構形式的鋁合金構件焊接中得到越來越廣泛的應用[1-3]。但是,在FSW過程中,由于攪拌頭設計或工藝參數選取不當等因素,仍然會產生諸如飛邊、溝槽、未焊透、未焊合、S線和隧道型孔洞等焊接缺陷。其中,未焊透缺陷是指在焊縫底部未形成連接或不完全連接的缺陷,常見于攪拌針長度不足或攪拌頭下壓量不夠時導致的在FSW焊縫根部產生母材未完全結合或弱結合[4],其具有緊貼細微、取向復雜等特點[5-6]。
目前,應用于FSW焊縫未焊透缺陷的無損檢測技術主要是渦流[7]、滲透[8]等表面檢測技術。然而,當FSW應用于壓力容器等領域,必然存在大量的封閉焊縫,表面檢測并不適用于此類缺陷的檢測。同時,對于緊貼細微的FSW缺陷,常規超聲可以得到較好的信號反饋,但當缺陷形態較復雜時,僅通過機械的方式改變超聲入射角以提升檢測能力的方式并不合適。超聲相控陣作為一種新型的無損檢測方法,在微小、復雜缺陷識別能力、檢測速度等方面具有突出的優勢,比較適合于FSW焊縫的無損檢測[9-11]。本文采用A掃描加S掃描的檢測模式,主要研究檢測方向與未焊透長度對鋁合金攪拌摩擦焊焊縫超聲相控陣檢測信號的影響,并通過提取檢測信號的紋理特征以通過圖像識別的方式判斷缺陷類型及大小。
1 試驗方法
試驗材料為5083鋁合金,試樣尺寸為200mm×150mm×8mm。攪拌摩擦焊試驗采用兩塊試樣對接,試驗用攪拌頭軸肩直徑φ26mm,采用左旋螺紋攪拌針,攪拌針長度分別為5.5mm、5.7mm和6.2mm,以獲得不同長度未焊透缺陷。
通過線切割截取焊縫橫截面后,進行打磨、拋光,再利用Keller試劑進行腐蝕,用 Olympus PM-T3 型光學顯微鏡觀察攪拌摩擦焊焊縫缺陷形貌。超聲相控陣檢測則使用Olympus公司生產的OmniScan MX2相控陣探傷儀,選用5MHz橫波相控陣探頭,耦合劑為機油,采用A掃描加S掃描的檢測模式。
2 檢測結果及分析
2.1 攪拌摩擦焊焊縫未焊透缺陷特征
圖1為不同攪拌針長度下攪拌摩擦焊焊縫未焊透缺陷形貌。從圖1中可發現,未焊透界面呈微細及復雜取向的形態;在焊縫底部,界面沿焊縫中心基本呈豎直形態,靠近攪拌針部位由于金屬塑性遷移的影響,未焊透界面發生彎曲并最終朝返回邊取向;隨攪拌針長度的增加,未焊透長度減小,攪拌針長度為5.5mm、5.7mm和6.2mm時,對應的豎直段未焊透長度分別為1.0mm、0.85mm和0.38mm。
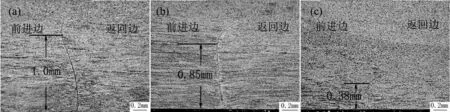
圖1 攪拌針長度對未焊透長度的影響:(a) 5.5mm;(b) 5.7mm;(c) 6.2mm
2.2 檢測方向對檢測信號的影響
攪拌摩擦焊焊縫分為攪拌頭旋轉方向與焊接方向一致的前進邊以及兩者方向相反的返回邊。圖2為攪拌針長度為6.2mm時,分別從前進邊和返回邊離焊縫中心11mm進行超聲相控陣檢測的掃描圖像。檢測表明,在整條FSW焊縫均有明顯的缺陷回波檢測信號。
圖2包括白色背景的檢測角度51°時的A掃圖像(左側)和黑色背景的檢測角度在45-70°范圍的S掃圖像(右側)。從圖2中可發現,從前進邊和返回邊檢測的A掃圖像都呈現單束形態,缺陷回波尖銳,單束回波底部相當干凈基本沒有雜波;從S掃圖像中可以發現,前進邊和返回邊的檢測圖像均呈深色的扁長條形態,顏色變化趨勢是內部顏色更深而向外逐漸變淺。
從圖2中還可看到,從前進邊和返回邊進行超聲相控陣檢測的A 掃和S掃回波信號均比較明顯,但針對同樣試樣,不同檢測方向得到的信號強度不一,從返回邊檢測的回波信號明顯幅值要強于從前進邊檢測。由于離焊縫中心距離均為11mm,而未焊透缺陷界面沿焊縫中心呈豎直態,可以認為超聲波探頭離缺陷的距離一致、從前進邊和返回邊激發的聲束角度也一樣,影響回波信號強弱的只可能是由未焊透界面的反射特性或者前進邊與返回邊的組織差異而引起的。根據未焊透缺陷的特征,其主要呈豎直形態(如圖1(c)),從前進邊和返回邊進入的聲束反射特性應該基本相同,故前進邊與返回邊組織結構差異是影響信號強度的主要原因。由于前進邊攪拌頭旋轉方向與焊接方向一致,所承受的摩擦力大于返回邊,而摩擦生熱是攪拌摩擦焊的主要產熱機制,因此前進邊試樣的溫度要高于返回邊,導致其熱力影響區和熱影響區范圍相應更大。攪拌摩擦焊焊縫熱力影響區和熱影響區較焊核區受攪拌頭晶粒破碎作用更弱,其晶粒較為粗大,導致前進邊更大范圍的熱力影響區和熱影響區使超聲聲束的散射衰減程度增大,因此前進邊檢測的回波信號強度要弱于返回邊。
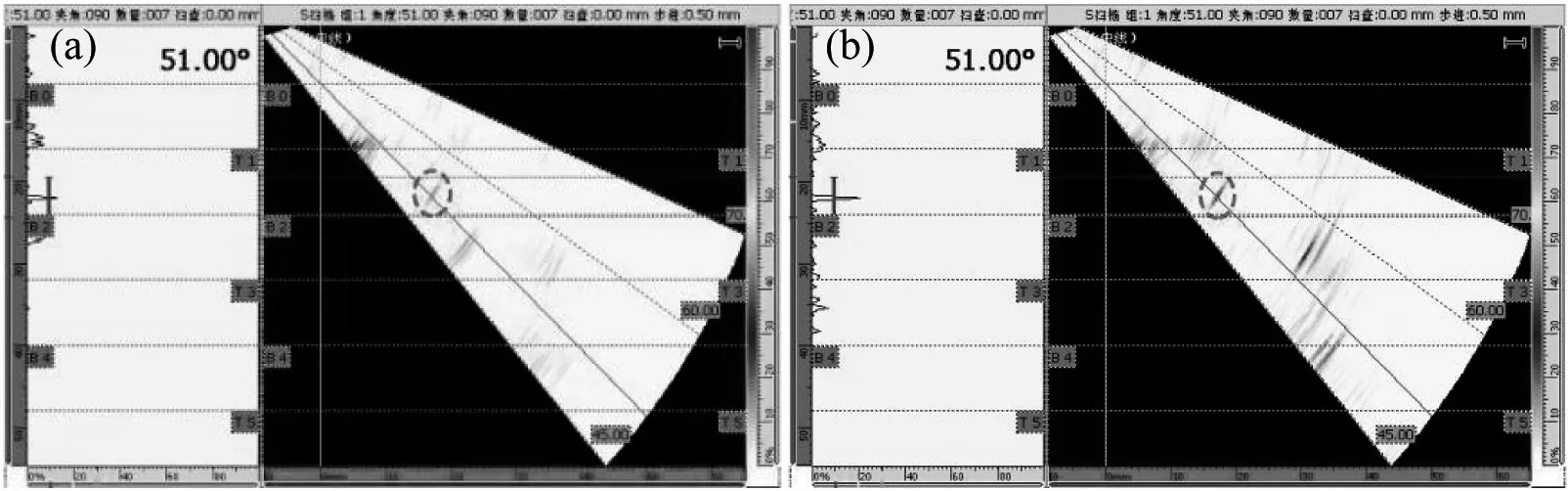
圖2 檢測方向對檢測信號的影響:(a) 前進邊;(b) 返回邊
2.3 未焊透長度對檢測信號的影響
圖3為攪拌摩擦焊焊縫不同未焊透長度對超聲相控陣檢測的影響。從圖3中可看到,隨未焊透長度的增加,其檢測回波信號的幅值相應提高,未焊透豎直段長度為1mm、0.8mm和0.38mm所對應的回波信號幅值分別為全屏的83.4%、73.2%和24.3%。
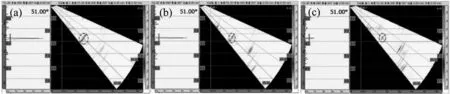
圖3 未焊透長度對檢測信號的影響:(a) 1mm;(b) 0.8mm;(c) 0.38mm
根據聲波的傳播特性,金屬是聲波的良好介質,當聲波在傳播過程中受障礙物(如焊接缺陷)阻擋,會發生波的衍射與反射現象。其中,波的衍射是聲波在障礙物邊緣發生方向的改變,即聲波繞過障礙物后繼續行進,在波的衍射過程中聲波的能量會有所降低;超聲波從金屬入射到焊接缺陷,還會在其界面處發生反射。超聲波的傳播與障礙物尺寸和檢測靈敏度相關,當障礙物尺寸遠小于檢測靈敏度(一般超聲檢測的靈敏度約為λ/2)時,此時波的衍射強、反射弱;當障礙物尺寸遠大于檢測靈敏度時,此時反射強、衍射弱。超聲波波長λ與頻率和波速的關系為:

2.4 未焊透及其長度對灰度共生矩陣特征參數的影響
基于灰度共生矩陣(GLCM)提取紋理特征是一種常用的統計分析方法。超聲相控陣檢測圖像包含了缺陷界面形態,其大小影響紋理特征,可通過這種特性以輔助有效辨識焊縫缺陷[12]。圖4為攪拌摩擦焊焊縫不同未焊透長度對GLCM特征參數的影響,取0°、45°、90°和135°四個方向,其中二階矩(能量)反映了圖像灰度分布均勻性,對比度表述圖像清晰度,相關性衡量GLCM的元素在行/列方向上的相似度,熵則用來描述圖像紋理的復雜度[13]。
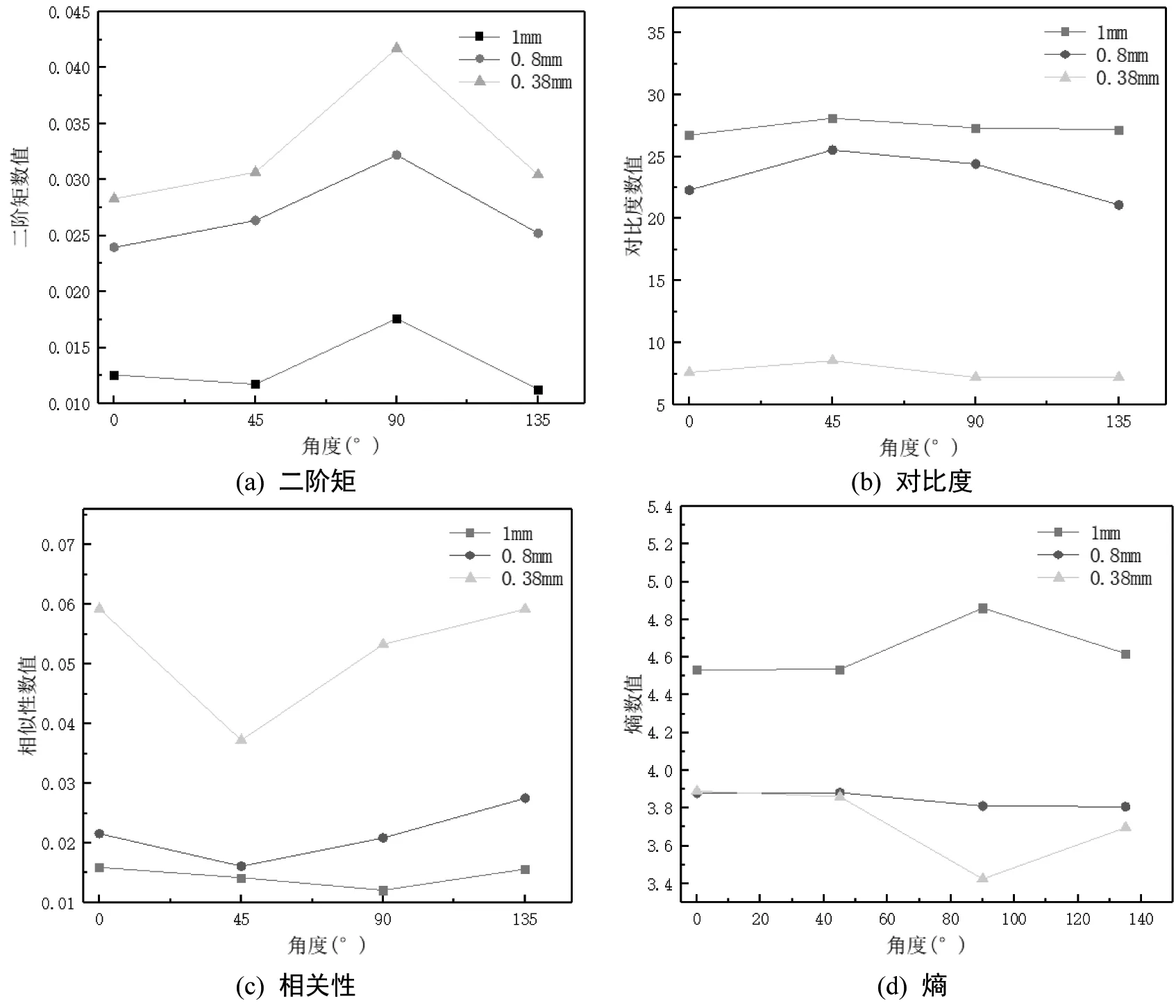
圖4 未焊透長度對GLCM特征參數的影響
從圖4(a)中可看到,隨未焊透長度的減少,二階矩數值增大,這與檢測信號的幅值有關,隨信號強度的降低,圖像灰度值范圍減小使其更為集中,導致二階矩數值增大,從GLCM二階矩參數可初步判斷缺陷的大小。與此同時,90°方向下不同未焊透長度的二階矩數值均明顯大于其他方向,這表明在豎直方向灰度最不均勻,缺陷具有明顯的方向性,與未焊透缺陷相對應。
從圖4(b)和圖4(c)中可發現,與二階矩相比,隨未焊透長度的減小,不僅不同方向的對比度數值下降而相關性數值增大,而且數值的差異與未焊透長度的差異成正比,即未焊透長度相差越大,其對比度和相關性數值的差距也越大。當未焊透長度減少到0.38mm時,缺陷尺寸較小,檢測信號較弱,對比度較差且圖像灰度值范圍小,相似度大,說明通過GLCM對比度和相關性可較有效地判斷未焊透長度的大小。
圖4(d)的熵值大小同樣與檢測信號有一定關系,但未焊透長度為0.8mm和0.38mm時,兩者GLCM的熵值差異卻不明顯,表明對于尺寸較小的未焊透缺陷用熵值去區分并不合適。
3 結論
(1)對于攪拌摩擦焊焊縫未焊透缺陷進行超聲相控陣檢測時,由于前進邊與返回邊的組織差異,從返回邊檢測的波衰減更小,其回波信號更強,檢測效果更佳。
(2)對于長度大于超聲檢測靈敏度的攪拌摩擦焊未焊透缺陷,隨未焊透長度的增加,波的反射更強,其檢測的回波信號相應增強,可以通過檢測信號的強弱判斷攪拌摩擦焊焊縫未焊透長度。
(3)通過超聲相控陣結合其灰度共生矩陣特征參數,可通過二階矩辨識未焊透缺陷的存在,通過對比度和相關性的大小判斷未焊透缺陷長度。
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
建材發展導向(2021年6期)2021-06-09 05:57:08
計算機應用(2021年4期)2021-04-20 14:06:36
鴨綠江(2021年35期)2021-04-19 12:24:18
計算機應用(2021年1期)2021-01-21 03:22:38
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
電子制作(2018年11期)2018-08-04 03:25:42
制造業自動化(2017年2期)2017-03-20 14:26:13
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25