TiB2基切削刀具的制備和摩擦學性能研究*
2020-01-13 01:59:46范曉文王國珍盧鳳祥
金剛石與磨料磨具工程 2019年6期
范曉文, 王國珍, 盧鳳祥
(1. 南京機電職業技術學院 機械工程系, 南京 210037)
(2. 太原理工大學 材料科學與工程學院, 太原 030024)
隨著近年來發達國家的制造業大規模向中國轉移以及國內制造業的技術改造與升級,中國切削刀具制造業迎來了巨大發展機遇,正逐漸朝多功能復合刀具和高速高效刀具等方向發展[1],而不斷涌現的難加工材料(如淬硬鋼、鈦合金等)給刀具材料的開發與應用提出了新挑戰[2]。如何在達到加工要求的前提下,盡可能地提高加工效率和質量、降低成本和縮短周期成為了新時期切削刀具的重要發展方向[3]。
TiB2基切削刀具材料由于在干切削過程中具有硬度高、紅硬性好等特性,在合金結構鋼、鎳基高溫合金和工模具鋼加工等領域有著良好的應用前景。但是,TiB2基切削刀具材料存在成分復雜、斷裂韌性低以及耐磨性較差的問題[4],如何實現硬度和韌性的良好匹配,解決黏性材料(如鈦合金)難加工的問題,一直是切削刀具亟須解決的難題。谷美林等[5-6]采用熱壓燒結法以TiN、TiC和Al2O3顆粒為增強相制備出了高硬度的TiB2基切削刀具,但是硬度和韌性仍然不能良好匹配,裂紋在刀具材料內部萌生和擴展,影響了切削刀具在工模具鋼加工領域的使用壽命,仍然需要成分優化和生產工藝優化,以使對TiB2基切削刀具材料進行增韌補強。
本試驗在前期對TiB2基切削刀具材料中HfC、TiN和TiC含量進行優化的基礎上,制備了TiB2-18HfC、TiB2-18HfC-24TiN和TiB2-18HfC-32TiC刀具材料,對比研究了3種不同組分TiB2基切削刀具材料的微觀組織、力學性能和耐磨性能。
1 原材料、試樣制備方法及性能表征
原料包括基體材料TiB2粉末、增強相材料HfC、TiN和TiC粉及金屬相Ni粉和Co粉,其物理性能如表1所示。
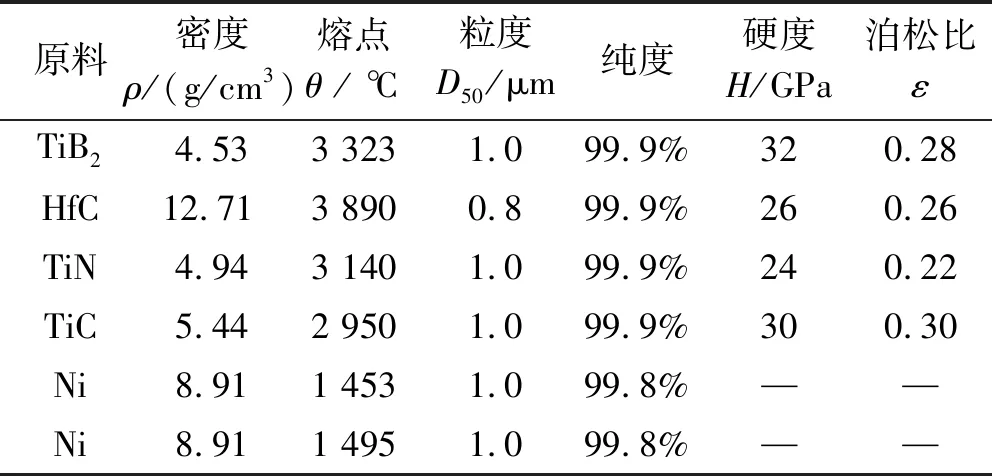
表1 TiB2基切削刀具原材料物理性能
采用真空熱壓燒結法制備了3組不同成分配比的TiB2基切削刀具試樣,具體化學成分如表2所示。其中,代號1#、2#和3#分別表示試樣B73H18N0、B49H18N24和B41H18C32。試樣制備工藝主要包括[6]:機械混粉和球磨—真空干燥和過篩—裝入石墨模具—K-ZT(W)-18-20 型真空熱壓燒結爐中燒結。燒結溫度1 580 ℃,保溫時間45 min,燒結壓力28 MPa。
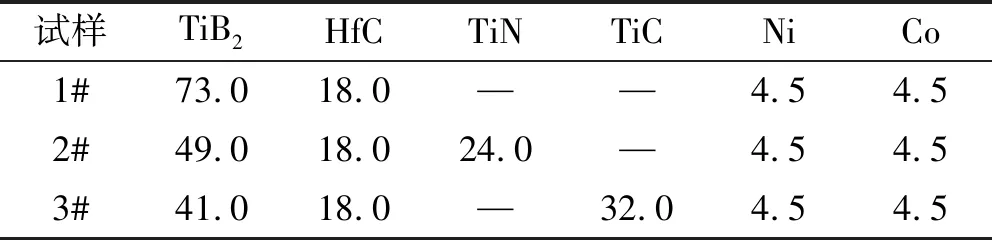
表2 TiB2基切削刀具材料各成分質量分數
在SIGMA 500/VP高分辨率場發射掃描電鏡上觀察TiB2基切削刀具的顯微形貌,并用IE250X-Max50能譜儀進行微區成分分析;依據《GB/T 6569—2006 精細陶瓷彎曲強度試驗方法》標準在DYE-300B型全自動抗折抗壓試驗機上進行抗彎強度測試,測試的跨距30 mm、加載速度1 mm/min,最終結果取5組試樣數據的平均值;依據《GB/T 16534—2009 精細陶瓷室溫硬度試驗方法》標準在MATSUZAWA MMT-X7型數顯維氏硬度計上測試其顯微硬度,載荷196 N,載荷保持時間15 s;斷裂韌性測量依據壓痕法在MMT-X7型數顯維氏硬度上進行,加載與硬度測量時相同,光學顯微鏡下取6組壓痕的裂紋長度平均值來計算斷裂韌性值。
2 摩擦磨損試驗
在CFT-1型摩擦磨損試驗機上采用球-平面接觸往復摩擦方式進行室溫滑動干摩擦磨損試驗,方案如表3,其往復行程為10 mm,滑動時間為30 min。對磨材料為直徑5 mm的TA2鈦合金磨球和TiB2基切削刀具塊狀試樣。TA2主要元素化學成分:C質量分數0.10%,N質量分數0.04%,O質量分數0.18%,H質量分數0.009%,余量為Ti;其硬度36 HRC,屈服強度372 MPa,抗拉強度440 MPa,斷后伸長率20%。采用線切割法將TiB2基切削刀具加工成20 mm×4 mm×3 mm(對磨面尺寸為20 mm×4 mm)的塊狀試樣,其表面研磨和拋光后(2.5 μm金剛石研磨膏拋光至表面光亮無劃痕)依次用清水和酒精超聲清洗,吹干備用。TiB2基切削刀具試樣磨損率We的計算方法如式1:
(1)
式中:Q為用CFT-1型材料表面性能綜合測試儀測得的磨損量(mm3),F為載荷(N),t為滑動時間(min),v為滑動速度(m/min)。
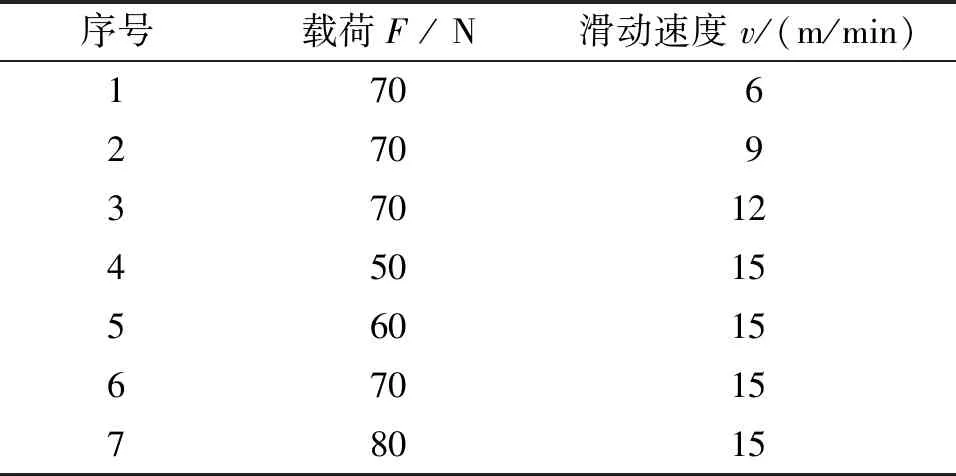
表3 摩擦磨損試驗方案
3 試驗結果與分析
3.1 刀具的顯微形貌
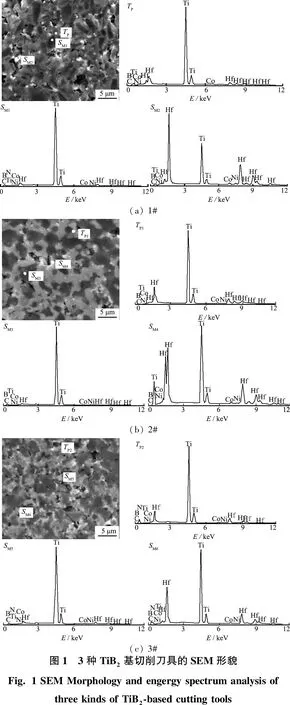
圖1所示為3種TiB2基切削刀具的顯微形貌和能譜分析。由圖1a可見:未添加TiC和TiN的1#刀具,主要由灰色過渡相、白色相和黑色相組成,基體中存在少量氣孔及晶界處的缺陷,TiB2晶粒尺寸較大;且圖1a中TP、SM1和SM2位置處的成分經能譜分析并結合文獻[6]可知:白色相和黑色相分別為HfC和TiB2,而灰色過渡相主要由HfC和TiB2及少量Ni和Co組成,即1#刀具材料在燒結過程中形成了TiB2為芯、灰色過渡相為殼的“芯-殼”復合結構。
圖1b中的2#刀具材料中氣孔數量和缺陷相較于1#的更少,且由于TiN的添加一定程度上抑制了TiB2晶粒長大而形成了相對細小的晶粒。圖1b中的TP1、SM3和SM4位置處的能譜分析結果表明:黑色相主要為TiB2+ TiN,白色相主要為HfC+TiN,而灰色過渡相主要由HfC+TiB2+TiN及極少量Ni和Co組成。
圖1c中的3#刀具材料同樣由灰色過渡相、白色相和黑色相組成。圖1c中的TP2、SM5和SM6位置處的能譜分析結果表明:黑色相主要為TiB2+TiC,白色相主要為HfC+TiC,而灰色過渡相主要由HfC+TiB2+TiC及極少量Ni和Co組成;且基體中氣孔較少,材料致密度較高。這是由于增強相TiC晶粒的生長速度高于TiB2晶粒,在燒結過程中會形成TiB2晶粒被不規則TiC晶粒包圍的現象。
3.2 刀具的物相組成及力學性能
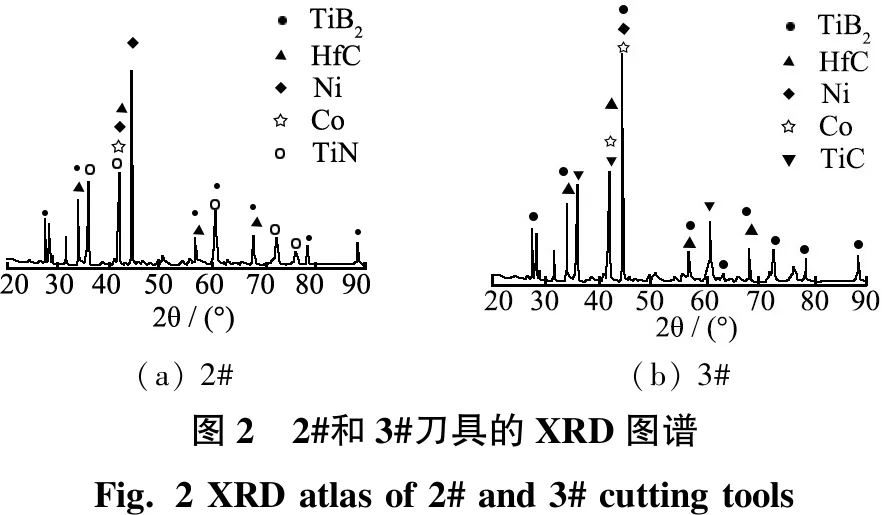
圖2為添加TiN和TiC的2#和3#刀具的X射線衍射分析結果。圖2a中的2#試樣主要含TiB2、HfC、Ni、Co和TiN相,圖2b中的3#試樣主要含TiB2、HfC、Ni、Co和TiC相。由表2可知,這些物相是刀具本身具有的,因此TiB2基切削刀具中各組元之間都沒有發生化學反應而形成新的物相[7]。
分別對1#、2#和3#試樣進行力學性能測試,結果如表4所示。

表4 TiB2基切削刀具試樣的力學性能
由表4可見:試樣的硬度和抗彎強度從高至低為1#>3#>2#,斷裂韌性從高至低順序為3#> 2#> 1#。
3.3 刀具的摩擦系數及變化
在表3的2號條件下,3種TiB2基切削刀具的摩擦系數隨時間變化的曲線如圖3所示。
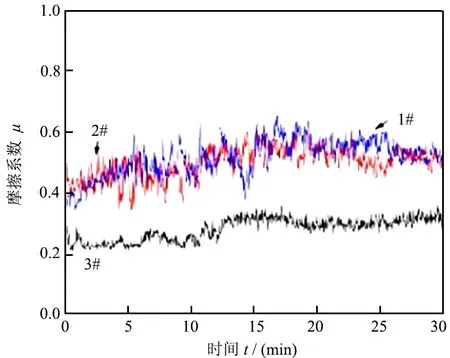
圖3 3種TiB2基切削刀具材料摩擦系數隨時間的變化
圖3中3種TiB2基切削刀具的摩擦系數曲線較為相似,都表現為初期磨損階段的波動段以及穩定磨損階段的平穩段;在摩擦系數穩定階段,1#、2#和3#試樣的摩擦系數范圍分別為0.42~0.62、0.45~0.60和0.20~0.35。因此,3#試樣在穩定磨損階段的摩擦系數最小。
圖4為3種TiB2基切削刀具的摩擦系數隨滑動速度和載荷變化的曲線,其中圖4a中為表3中的4~7號條件,圖4b為表3中的1~3和6條件。圖4a中:在相同滑動速度下,3種TiB2基切削刀具的摩擦系數都隨載荷增大而逐漸減小,在載荷為80 N時摩擦系數最小。此外,當載荷從50 N增大至80 N時,3#試樣的摩擦系數變化幅度較小,且摩擦系數范圍為0.26~0.37;而1#和2#試樣的摩擦系數變化幅度相對較大。圖4b中:在相同載荷作用下,3種TiB2基切削刀具的摩擦系數都隨滑動速度增大而逐漸減小;當滑動速度小于12 m/min時,1#和2#試樣的摩擦系數都較大,而在滑動速度為15 m/min時其摩擦系數降低至3#試樣以下;隨著滑動速度從6 m/min增大至15 m/min,3#試樣的摩擦系數變化幅度較小,而1#和2#試樣的摩擦系數變化幅度都較大。
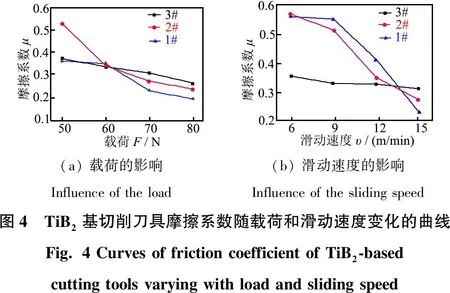
綜合起來,3#試樣的摩擦系數隨載荷和滑動速度增大而變化的幅度都相對較小,即在與TA2鈦合金對磨時二者對摩擦系數的影響較小,在實際加工過程中產生的摩擦熱和熱應力更低,刀具材料具有更好的抵御變形的能力[8],從而可以保證工件制品的加工質量。
3.4 刀具的磨損率及磨損形貌
圖5為3種TiB2基切削刀具磨損率隨載荷和滑動速度變化的曲線,其中圖5a和圖5b的條件分別與圖4a和4b條件相同。在相同滑動速度的圖5a中,3種TiB2基切削刀具的磨損率都隨載荷增大而增大,且在相同載荷下3#試樣的磨損率最低、2#試樣的磨損率最高;載荷80 N時2#試樣的磨損率17.287×10-5mm3/(m·N),約為3#試樣磨損率2.126×10-5mm3/(m·N)的8.13倍。在相同載荷作用的圖5b中,3種TiB2基切削刀具的磨損率都隨滑動速度增大而增大,且在相同滑動速度下,3#試樣的磨損率最低。
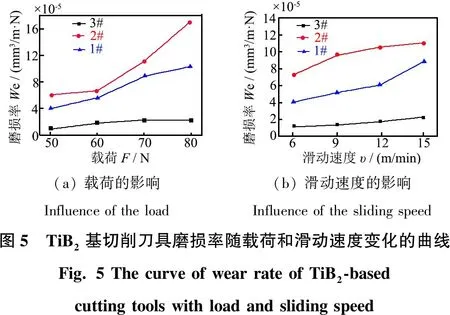
綜合而言,在相同載荷和滑動速度下,3#試樣的磨損率明顯低于1#和2#試樣,即3#試樣在與TA2鈦合金對磨時具有相對更好的耐磨性。此外,在與TA2鈦合金對磨過程中,3#試樣的磨損率隨載荷和滑動速度變化的幅度最小,更加有利于提升其TiB2基切削刀具的使用壽命。
圖6~圖8分別為1#、2#和3#試樣在表3條件7下磨損形貌及對應區域的能譜分析圖,其中a、c圖分別是b圖中虛線框對應區域的放大圖,白色箭頭為滑動方向。
由圖6b、圖7b和圖8b可知:低倍下3種TiB2基切削刀具試樣的表面都發生了不同程度的磨損,且局部可見沿滑動方向的脫落現象。該觀察結果與摩擦系數和磨損率的試驗結果基本一致,即在與TA2鈦合金對磨過程中,2#試樣的磨損最為嚴重,其次為1#,而3#試樣的磨損程度最輕。
由圖6a、圖7a和圖8a的局部放大圖可見:2#和3#試樣表面都存在深度不等的機械犁溝,這主要是因為TiB2基切削刀具試樣在與TA2鈦合金對磨過程中硬質顆粒發生脫落而黏結到對磨材料表面,并沿滑動方向造成劃傷而形成犁溝所致[9]。
圖6c、圖7c和圖8c的3種TiB2基切削刀具試樣表面還存在較多的黏著物和少量微小孔洞。微小孔洞的形成主要與載荷和滑動速度較大而造成部分晶粒脫落有關,這些脫落的晶粒會在滑動過程中發生磨粒磨損而造成試樣表面形成犁溝[10];黏著物的存在主要與TiB2基切削刀具和TA2鈦合金試樣的材料基本屬性和硬度有關[11],硬度較低的TA2鈦合金在干摩擦磨損過程中會較快形成氧化膜,并由于黏性較強而轉移至TiB2基切削刀具試樣表面上。
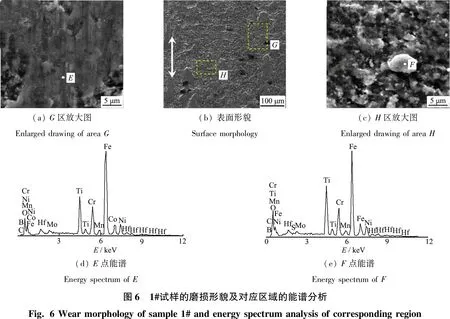
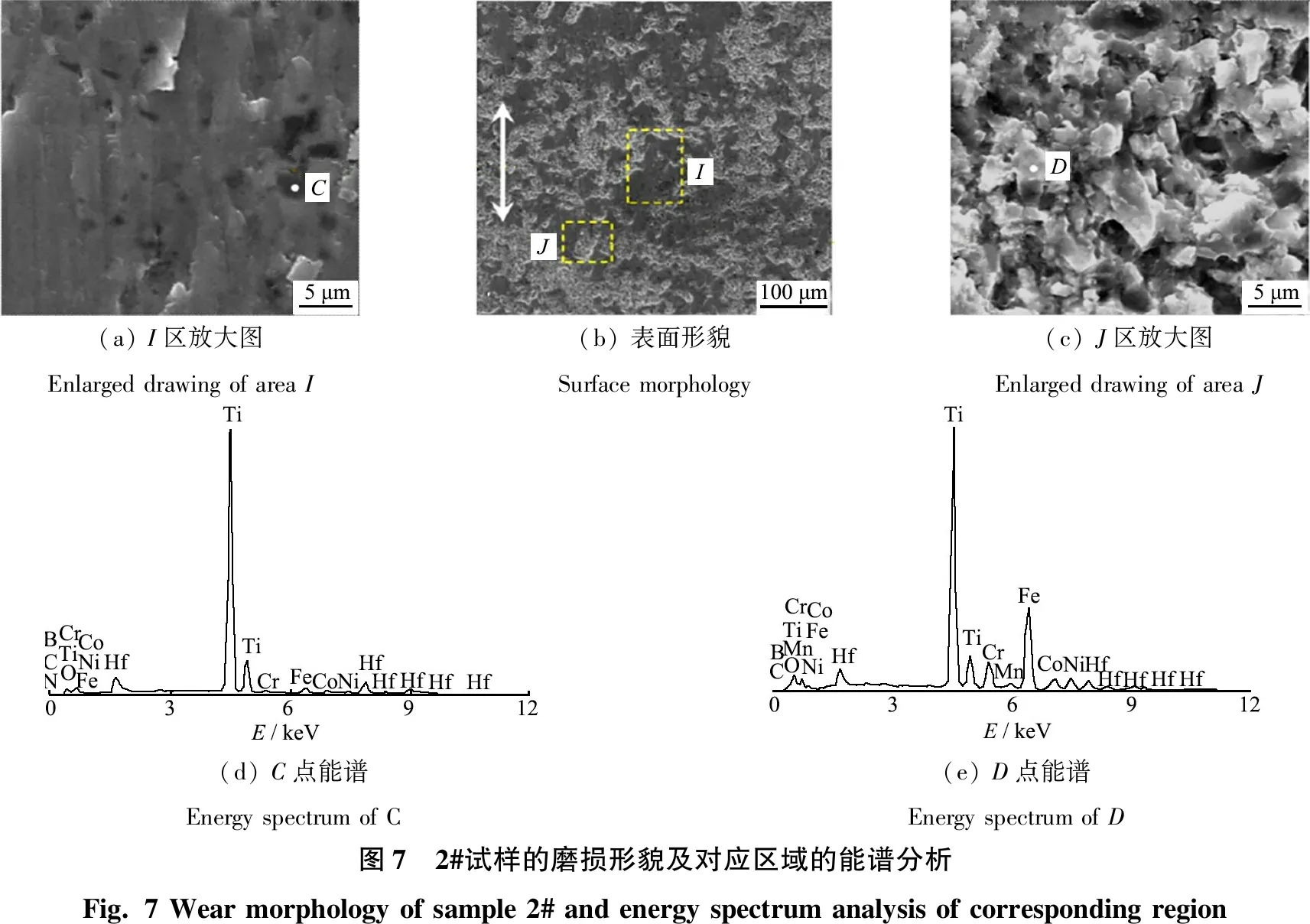
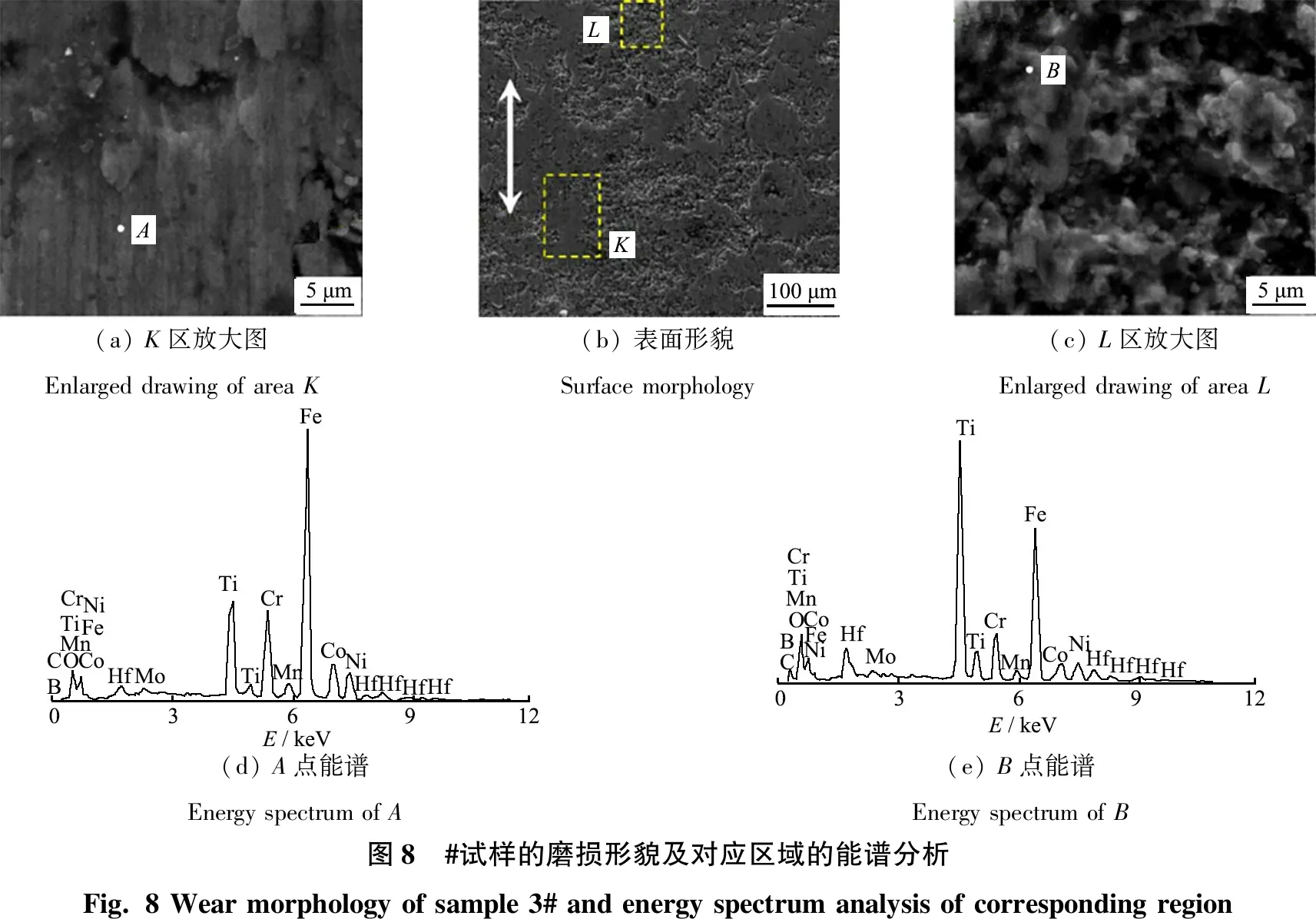
3種TiB2基切削刀具試樣表面能譜分析結果表明:1#、2#和3#試樣表面除含有基體材料元素外,還含有對磨材料TA2鈦合金中的Ti元素,這也表明3種TiB2基切削刀具試樣在干摩擦磨損過程中都由于黏著磨損而發生了材料轉移現象[12]。此外,3種TiB2基切削刀具試樣在干摩擦磨損過程中還會與空氣中的O發生如下反應[13-14]:
TiB2+5O→2TiO2+2B2O
(1)
2Ti+O2→2TiO
(2)
2Ti+3O2→2Ti2O3
(3)
Ti+O2→TiO2
(4)
因此,在能譜分析中發現了較多的O元素,即TiB2基切削刀具試樣在干摩擦磨損過程中會發生氧化磨損。
綜合而言,3種TiB2基切削刀具試樣在干摩擦磨損過程中的磨損機制為磨粒磨損、黏著磨損和氧化磨損,且主要為黏著磨損。
4 結論
(1)3種TiB2基切削刀具試樣的硬度從高至低順序為1#>3#> 2#,抗彎強度從高至低順序為1#>3#>2#,斷裂韌性從高至低順序為3#>2#>1#。
(2)在相同滑動速度或者載荷下,3種TiB2基切削刀具的磨損率都隨載荷或者滑動速度增大而增大,且3#試樣的磨損率最低、2#試樣的磨損率最高,即3#試樣在與TA2鈦合金對磨時具有相對更好的耐磨性。
(3)3種TiB2基切削刀具試樣在干摩擦磨損過程中的磨損機制為磨粒磨損、黏著磨損和氧化磨損,且主要為黏著磨損。