剛玉磨料顯微試樣的磨削工藝研究*
2020-01-13 01:59:52趙金墜陳學偉李丙文馮克明王小光
金剛石與磨料磨具工程 2019年6期
邢 波, 趙金墜, 陳學偉, 李丙文, 馮克明,3, 王小光
(1. 鄭州磨料磨具磨削研究所有限公司, 鄭州 450001)
(2. 國家磨料磨具質量監督檢驗中心, 鄭州450001)
(3. 超硬材料磨具國家重點實驗室(籌), 鄭州 450001)
剛玉磨料以高熔點、高硬度、高耐磨性等優點被廣泛用來制造各種磨具[1-2]。剛玉類磨料的硬度是評價磨料性能的重要指標,也是評價其可加工性和耐磨性的關鍵指標,一般用努式或維氏硬度表示。在剛玉類磨料顯微硬度測試時,試樣的表面質量不佳易導致壓痕輪廓不清晰,繼而影響測試的準確性。根據ASTM內部實驗室認證,顯微硬度測試的準確性主要由施加的試驗力、金剛石壓頭的幾何形狀及完整性和壓痕尺寸的測量誤差等因素來決定,而試驗力和金剛石壓頭由設備本身的制造工藝決定,壓痕測量誤差則主要取決于試樣表面的粗糙度:剛玉類磨料顯微試樣表面越粗糙,壓痕輪廓越不清晰,測量對角線時就不準確,從而影響到硬度的測試結果[3-4]。
剛玉類磨料顯微試樣的制樣常采用一定濃度的金剛石研磨液在玻璃平板上直接研磨,研磨液中的金剛石由粗粒度逐漸過渡到超細粒度,直至試樣表面的粗糙度達到《ASTM E384-2017材料微壓痕硬度標準試驗方法》標準中規定的鏡面要求。然而,由于剛玉磨粒自身硬度較高,即使選用硬度最高的金剛石磨粒對試樣進行研磨,仍然存在制備周期長、效率低的問題。此外,剛玉磨料試樣的制樣質量評價主要依靠人工目測和經驗來判斷,很難保證試樣質量的一致性和再現性,繼而影響到顯微硬度測試的準確性。這方面的國內外學術研究中,學者們主要集中于金屬材料的金相制樣[5]和建筑材料的巖相制樣上[6],對于硬度更高的剛玉磨料的制樣效率提升與質量表征方面報道甚少。
近年來,隨著超精密磨削加工技術的快速發展,脆性材料的加工效率和加工精度得到提高,在脆性材料鏡面加工方面超精密磨削表現出手工研磨難以比擬的加工效率和面形精度[7-8]。本研究針對目前剛玉磨料顯微制樣工藝中存在的問題與不足,采用超細樹脂金剛石砂輪對鋯剛玉(ZA)、微晶剛玉(SG)、棕剛玉(A)和黑剛玉磨料(BA)試樣進行直接磨削制樣,對比了直接磨削制樣和手工研磨制樣的表面質量和效率,且優化了直接磨削4種剛玉磨料試樣的制樣工藝參數。
1 直接磨削制樣機理
對于剛玉磨料等硬脆性材料的磨削加工來說,要提高其表面加工質量,只有當硬脆性材料處于塑性域去除時才能實現。根據BIFANO等[9]的硬脆材料延性域去除機理,當磨削切深小于某個臨界值時塑性變形成為材料的主要去除方式,從而避免材料的脆性破壞;一旦切深超過某臨界值,材料就可能產生宏觀裂紋等問題。脆性/延性磨削的臨界切削厚度為:
(1)
式中:hcu,krit為臨界切削厚度,E為硬脆材料的彈性模量,Kc為硬脆材料的斷裂韌性,H為硬脆材料的硬度。
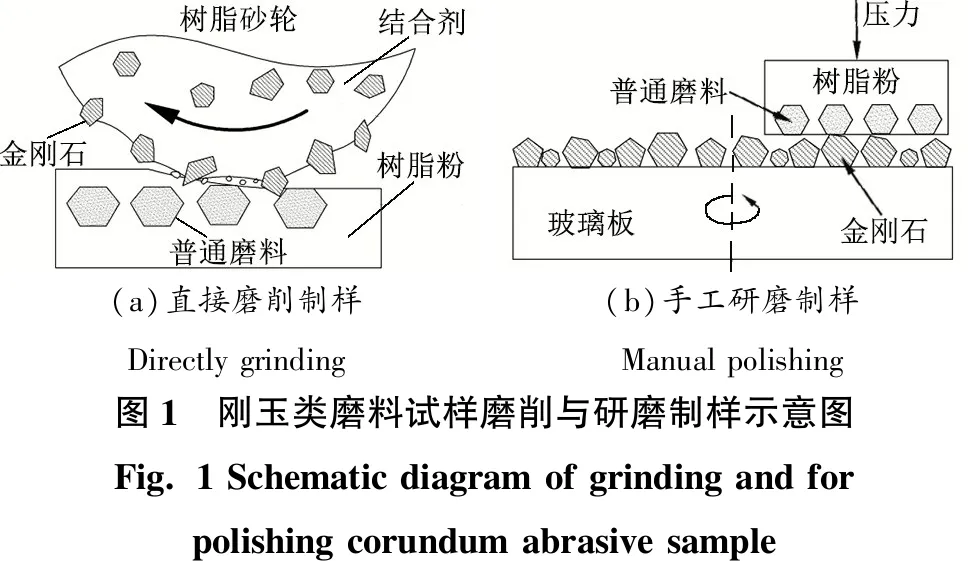
此外,剛玉類磨料的直接磨削與手工研磨工藝相比具有以下優點[10-11]:(1)磨粒固結在磨具上,結合劑對磨粒的結合強度高,且磨粒的切削速度快,加工效率高;(2)磨削系統剛性遠好于研磨的柔性系統,能夠精確控制磨粒切削厚度;(3)磨削過程中,同時參與切削的磨粒數量多,磨粒所受到的切削力較為均勻,降低了對磨粒均勻性的要求;(4)在適當的參數條件下,脆性材料仍能以延性去除的方式進行磨削加工,從而降低了剛玉磨料試樣表面的損傷程度,獲得高質量的磨削表面。剛玉類磨料試樣直接磨削與手工研磨制樣示意圖如圖1所示。
2 試驗條件與方法
2.1 試驗條件
選擇鋯剛玉、微晶剛玉、棕剛玉和黑剛玉4種磨料,鋯剛玉粒度為F16,后三者粒度均為F60,經過樹脂粉熱壓鑲嵌后,制作成試驗塊,手工研磨與直接磨削參數如表1所示。
表1 手工研磨與直接磨削參數
其中,手工研磨是將表1中的金剛石微粉從粗粒度到細粒度依次與水配比成研磨液,鋪在玻璃平板上對磨料試樣進行手工研磨制樣;直接磨削是采用型號為1A1 400×25×75 B100 D5/10的超細樹脂結合劑金剛石砂輪,在超精密平面磨床MM7120A上對磨料試樣進行直接磨削制樣,其粗磨、精磨和光磨都采用同一超細金剛石樹脂砂輪,只是粗磨的進給深度大于精磨的,而光磨的進給深度為0。
2.2 試樣表面參數測量
采用日本基恩士VHX-3000觀察試樣表面形貌;采用美國Leco LM-700AT顯微硬度儀測量試樣的維氏硬度,其壓頭為金剛石正四棱錐體,壓頭相對兩面之間的頂角為136°±30′。測試時保持時間設置為15 s,連續對每種試樣的10個不同位置點進行硬度測量,最終硬度值取其算術平均值,再對10組數據進行離散度分析,判斷數據偏離平均值的程度。
采用美國Nanovea JR25白光干涉三維輪廓儀對磨料試樣表面進行線性掃描,設置的掃描長度為3 mm,步長為2 μm,掃描速度為1 mm/s,光斑直徑為1.7 μm;將原始數據導入數據處理軟件中,依據磨粒直徑大小進行拘束有效區間截取、較平和濾波處理;根據粗糙度計算公式對處理后數據進行計算,獲得被掃描的磨粒表面粗糙度。每種試樣隨機測量4顆磨粒,取其平均表面粗糙度值作為該試樣表面質量的評價指標。
3 結果與分析
3.1 剛玉類磨料試樣的表面粗糙度
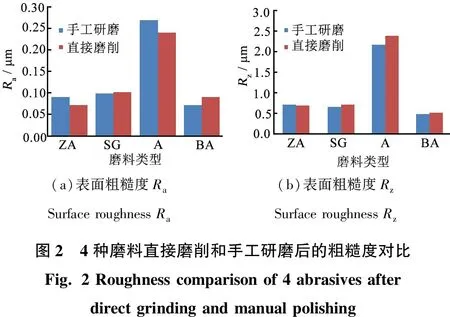
圖2是在表1參數下經過粗磨、精磨、光磨6次后的4種剛玉磨料試樣與手工研磨試樣的粗糙度值對比。由圖2可見:經過直接磨削制樣的4種剛玉磨料試樣表面粗糙度Ra和Rz與手工研磨制樣的基本接近。其中,ZA、SG和BA磨料直接磨削后的Ra、Rz分別小于0.1和1.0 μm;而A磨料的粗糙度較大,主要是該磨料內部缺陷較多,增大了其表面粗糙度值,但測定的A非缺陷區域表面粗糙度值Ra≤0.1 μm,接近于鏡面。直接磨削時的所有磨粒均固結到樹脂結合劑中,磨粒不能自由移動,且磨粒切削的最大切削厚度容易控制,在微小切削深度下,使最大切削厚度接近剛玉類磨料的臨界切削厚度,從而實現磨料的半延性域或延性域除去,達到手工研磨的效果。
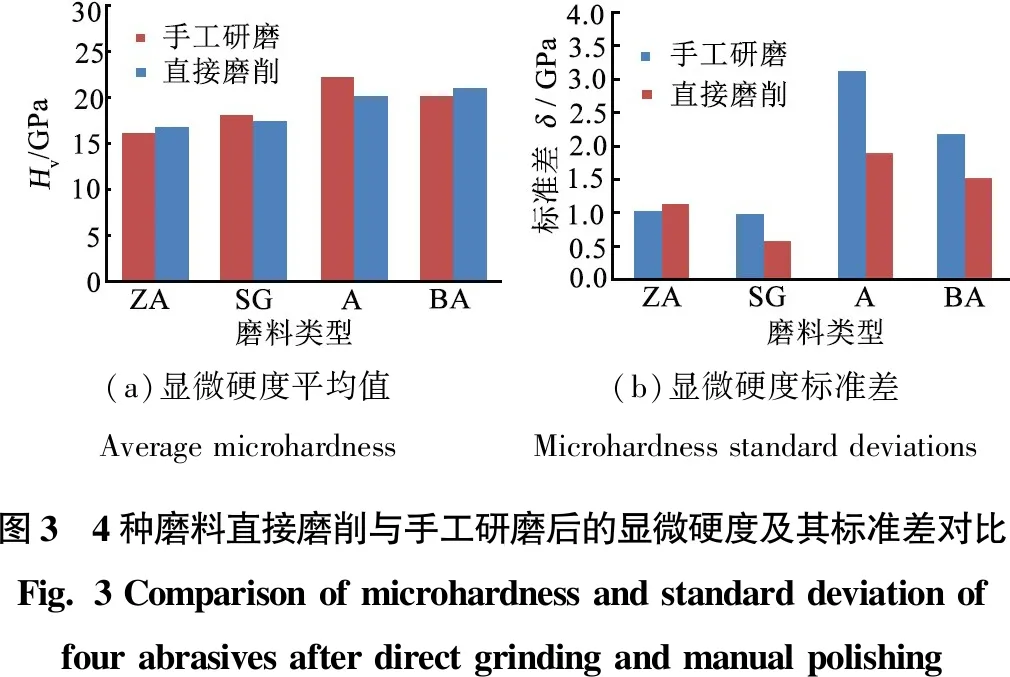
3.2 剛玉試樣的顯微硬度
圖3是在表1的條件下經過粗磨、精磨、光磨6次后的4種剛玉磨料試樣與手工研磨試樣的顯微硬度平均值與標準差對比。由圖3可見:4種磨料直接磨削制樣的平均硬度值與手工研磨后的基本一致(圖3a);而在標準差方面,除了ZA磨料接近外,其他3種磨料直接磨削后的都比手工研磨后的低(圖3b)。這表明直接磨削的試樣表面損傷層厚度可控,其表面粗糙度較均勻。
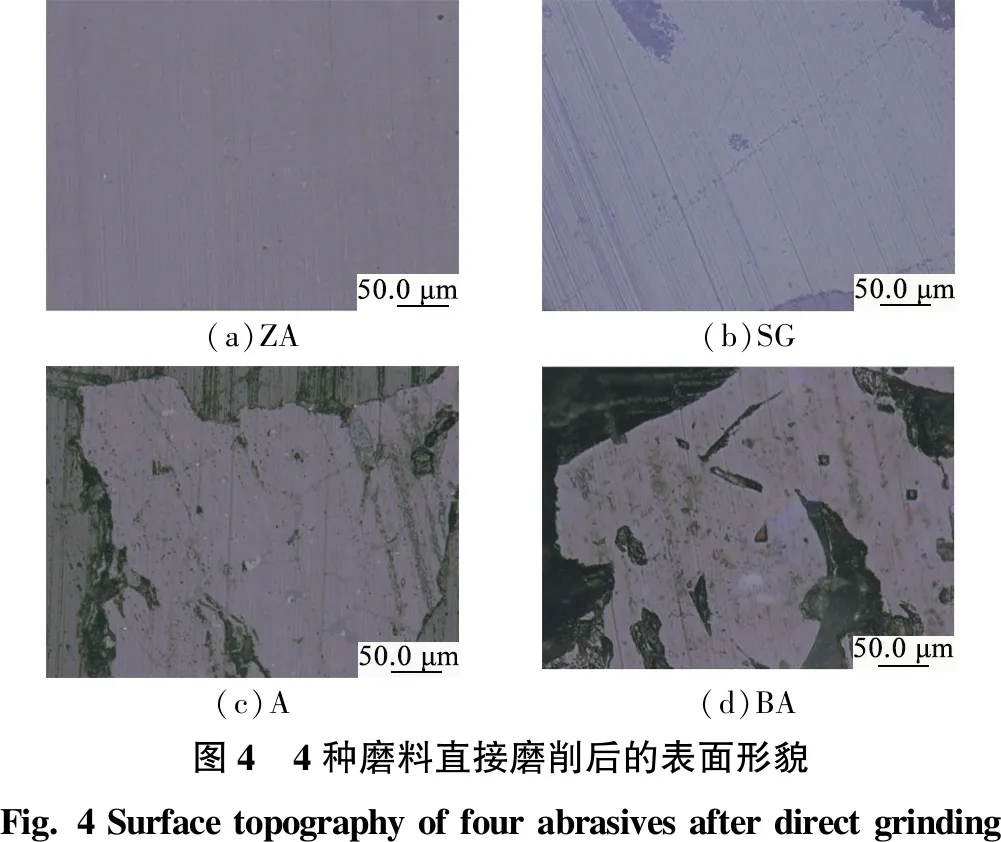
3.3 直接磨削試樣的表面形貌
圖4是在表1的條件下經過粗磨、精磨、光磨6次后的4種剛玉類磨料試樣表面形貌圖。由圖4可見: 4種磨料表面均未出現微觀裂紋和脆性崩碎產生的凹坑,且由金剛石磨粒耕犁切削造成的切削紋路清晰可見,磨痕深度較淺,并微微向兩側隆起(耕犁現象),呈現明顯的塑性去除特征。即在表1給定的參數下,剛玉磨料試樣的表面能夠實現延性域去除,從而獲得較低的表面粗糙度。
3.4 試樣的制樣效率
表2是在表1的條件下經過粗磨、精磨、光磨6次后的制樣效率與手工研磨制樣效率的對比。從表2可看出:剛玉類磨料試樣手工研磨制樣共需約2~3 h;而在超精磨平面磨床上,采用超細粒度金剛石樹脂砂輪對磨料試樣進行直接磨削制樣,整個制樣時間僅需34~55 min,直接磨削的制樣效率比手工制樣的至少高2倍。這是因為剛玉類磨料硬度較高,手工研磨時金剛石磨粒在自由狀態下,很難侵入剛玉類磨料內形成切削作用,而機械磨削則是在較高的剛性系統中,強力驅使被固結的金剛石磨粒對剛玉類磨料表面進行定量切削,并且金剛石磨粒切削速度快(40 m/s),參與切削的磨粒數多,所以單位時間內的材料去除效率高。
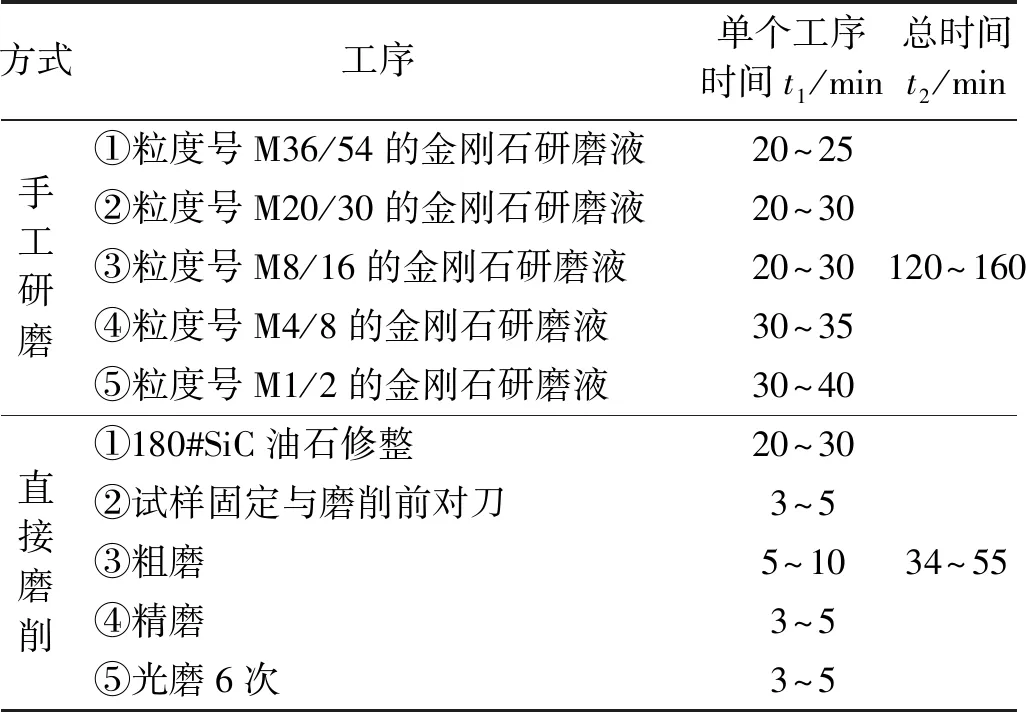
表2 直接磨削與手工研磨效率對比
3.5 直接磨削工藝參數優化
圖5是在表1的條件下4種剛玉類磨料試樣經過粗磨、精磨、光磨2次、光磨6次4個階段的磨粒試樣表面粗糙度和顯微硬度標準差測試結果。
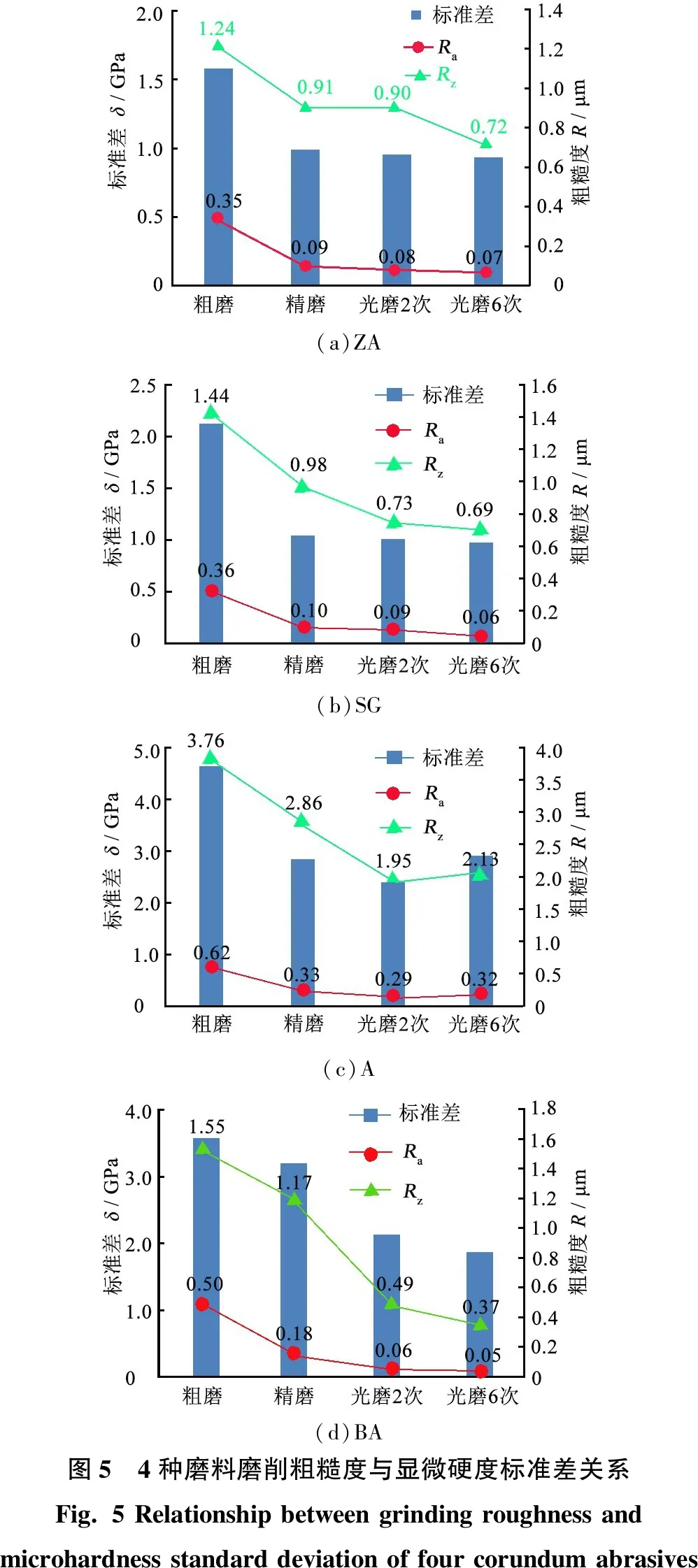
由圖5可見:4種磨料的顯微硬度標準差隨著粗磨、精磨、光磨的進行呈先降低后穩定的趨勢。其中,ZA、SG、A等3種磨料試樣粗磨后的顯微硬度標準差分別為1.57、2.12和4.57 GPa,再進行精磨后其顯微硬度標準差大幅度降低至0.99、1.04和3.01 GPa。繼續增加光磨次數后,ZA、SG的顯微硬度標準差基本不變,而A呈現先降低后上升的現象,但最后的標準差與精磨后的基本持平;BA磨料試樣的顯微硬度標準差由精磨后的3.17 GPa大幅度降低至光磨2次后的2.11 GPa,當繼續增加光磨次數時,其標準差呈現微降低的現象。因此,從ZA、SG、A 的顯微硬度標準差來說,3種磨料試樣的制樣到精磨即可,無需光磨工序。
由圖5還可以看出:ZA、SG、BA等3種磨料試樣的Ra和Rz都隨粗磨、精磨、光磨的進行呈降低后穩定的趨勢;其中,無缺陷脆性磨料ZA和SG的Ra和Rz在精磨后穩定在0.09、0.91 μm和0.10、0.98 μm,有缺陷磨料棕剛玉A的Ra和Rz在精磨后穩定在0.33和2.86 μm,因此從提高制樣效率的角度考慮,無需后兩道的光磨工序。同理,由于BA磨料在精磨后的Ra和Rz值與后兩道工序相差較大,且光磨2次后的Ra和Rz值基本穩定在0.06和0.49 μm,故從制樣效率及制樣成本角度考慮,光磨2次為其最后工序較合適。黑剛玉BA的這種特性是由于其脆性比其他種類磨料高,使脆性/延性磨削的臨界切削厚度減小,在精磨時黑剛玉還處于脆性或半延性域除去階段,因此需要增加光磨次數,以增大其延性域去除速率占比,提高試樣表面質量。
總之,ZA、SG和A磨料試樣用超細樹脂金剛石砂輪精磨后,其試樣表面滿足顯微硬度測試要求,而BA磨料試樣則需再增加光磨2次工序才能滿足測試要求。
4 結論
基于脆性材料延性域去除機理,對比分析了剛玉類磨料試樣的直接磨削制樣與手工研磨制樣特點,并通過磨粒粗糙度輪廓截取、較平、濾波、計算等處理,獲得了真實的剛玉磨粒表面粗糙度,得出如下結論:
(1)4種剛玉磨料試樣直接磨削和手工研磨制樣的表面粗糙度、顯微硬度、表面形貌非常接近,但直接磨削制樣的效率比手工研磨的效率至少高2倍。
(2)ZA、SG和A等3種磨料試樣直接采用粒度號M5/10的樹脂金剛石砂輪,經粗磨、精磨工序可滿足顯微硬度測試要求,而BA磨料需要在粗磨、精磨基礎上,再增加光磨2次工序,也可達到顯微硬度測試要求。
(3)采用直接磨削方法對剛玉類磨料試樣制樣,既滿足剛玉類磨料顯微試樣表面質量要求,又大幅度提高了制樣效率。