激光結構磨削在氮化硅陶瓷中的磨削行為*
2020-01-13 01:59:48熊學峰溫東東
金剛石與磨料磨具工程 2019年6期
李 鍶, 熊學峰, 溫東東
(湖南理工學院 機械工程學院, 湖南 岳陽 414006)
工程陶瓷材料以其高強度、高硬度,耐磨、耐高溫、耐化學腐蝕等優良性能,在航空航天、國防軍工和現代醫學等重要領域得到廣泛應用[1]。氮化硅陶瓷是工程陶瓷家族中綜合性能最為優良的一類材料,被認為是最具發展應用前景的工程陶瓷材料之一[2]。目前,氮化硅陶瓷加工方法中最為成熟、實用且應用最為廣泛的仍是金剛石磨料砂輪磨削加工方法[3]。但氮化硅陶瓷材料本身的高硬度、高耐磨性,使得其磨削加工的磨削力和磨削溫度高,加工質量差,砂輪磨損嚴重。為了深化和推廣氮化硅陶瓷的應用,必須針對氮化硅陶瓷精密磨削開展更深入的研究[4]。
激光輔助加工(laser-assisted machining,LAM)是一種利用激光加熱軟化切削區材料,再進行刀具切削加工的技術。近年來,LAM已被證明是降低成本、提高效率和改善被加工表面/亞表面損傷的非常有效的方法[5]。與常規加工方法相比,在降低切削力、延長刀具壽命、提高加工質量和加工效率等方面展現出許多優勢,為解決難加工材料的加工難題提供了一種有效途徑[6-7]。同時,LAM可用于各種硬脆材料如氧化鋁,碳化硅和氮化硅等陶瓷的加工[8]。
現在最常用的LAM加工是傳統的激光輔助磨削(laser-assisted grinding,LAG),其工件在激光燒蝕后直接進行磨削加工,材料去除率高[9]。但如果加熱層的厚度大于磨削深度,熱裂紋則殘留在表面下,會極大地影響加工部件的性能;另外,LAG限制磨削液使用,不能從根本上消除由熱積聚導致的表面/亞表面損傷。
因此,通過激光燒蝕構造氮化硅表面,設計4種不同的結構化圖案,用金剛石砂輪對氮化硅表面進行磨削試驗,研究圖案結構對磨削效果的影響,并分析砂輪轉速、進給速率等磨削參數對磨削力的影響。
1 試驗材料及方法
1.1 試驗材料
用于試驗的Si3N4陶瓷材料由氣壓燒結制成,其性能參數如表1所示。試樣尺寸為20 mm×20 mm×10 mm,在20 mm×20 mm的表面上進行激光結構化構造和磨削。
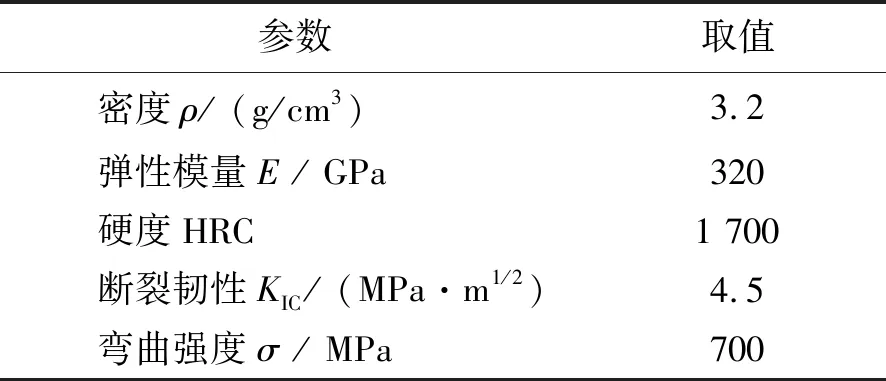
表1 Si3N4陶瓷的性能參數
表面磨削試驗在CNC高精度平面磨床MM9236上進行。金剛石砂輪為SDC150N75B,砂輪直徑200 mm,寬度20 mm,砂輪磨粒尺寸為90~106 μm。磨削之前,使用碳化硼進行機械修整。
1.2 試驗步驟和方法
1.2.1 氮化硅材料的激光結構化
試驗中使用IPG脈沖光纖激光器(型號:YCP-1-120-50-50-HC-RG)燒蝕氮化硅。該激光器的平均功率Pavg為1~50 W,脈沖頻率f為1~200 kHz,脈沖寬度為0.2~25 ms,波長為1 064 nm。設計的4種不同的凹槽圖案類型及凹槽尺寸如圖1和表2所示。


表2 設計的4種圖案尺寸
在本項研究中,考慮到熱影響區的最小化以及需加工出的凹槽尺寸,對激光加工參數進行優化,優化的結構工藝參數列于表3中。

表3 優化的激光結構參數
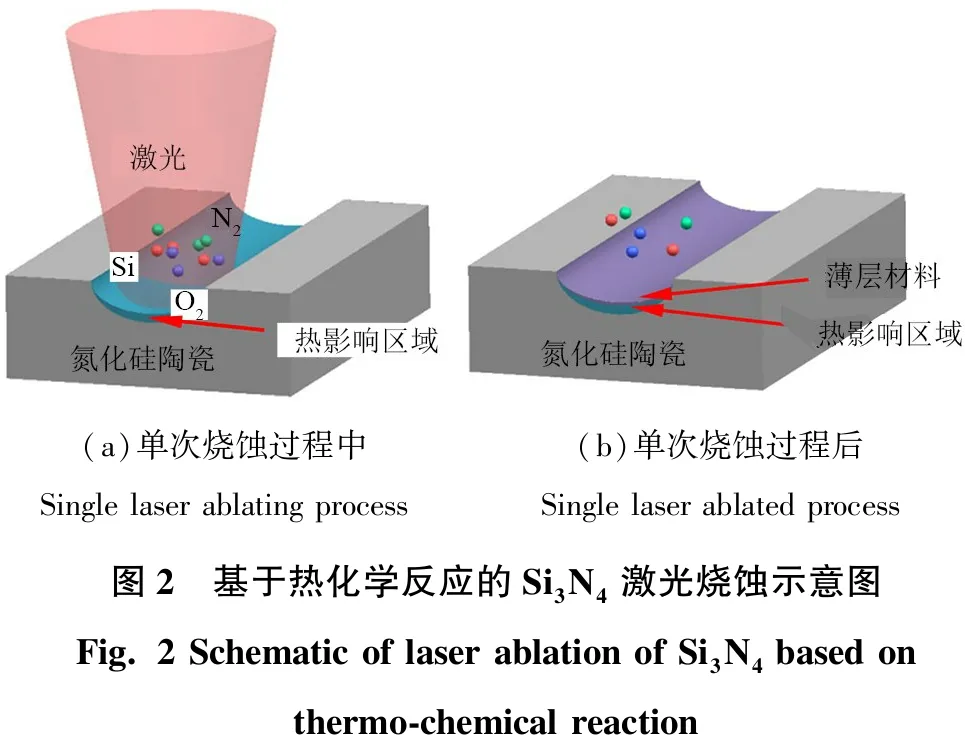
圖2是優化加工參數后的激光單次燒蝕氮化硅的三維示意圖。單次燒蝕的熱影響區域深度為4~8 μm,靠近激光燒蝕中心線2~5 μm的薄層材料變為非晶態且易于被磨削去除,通過6次重復燒蝕后實現表2中的H=160 μm凹槽深度。
1.2.2 結構化氮化硅的磨削加工及性能檢測
表面磨削試驗中,改變砂輪轉速和進給速率來研究其對磨削性能的影響[10],詳細的磨削參數列于表4中。圖3為磨削試驗示意圖。磨削過程中,將質量分數為3%的可溶性水基Mobil Met 265 HSG磨削液以25 L/min的流量施加到磨削區,磨削液流速約為1.76 mL/(mm2·s),磨削深度為180 μm。
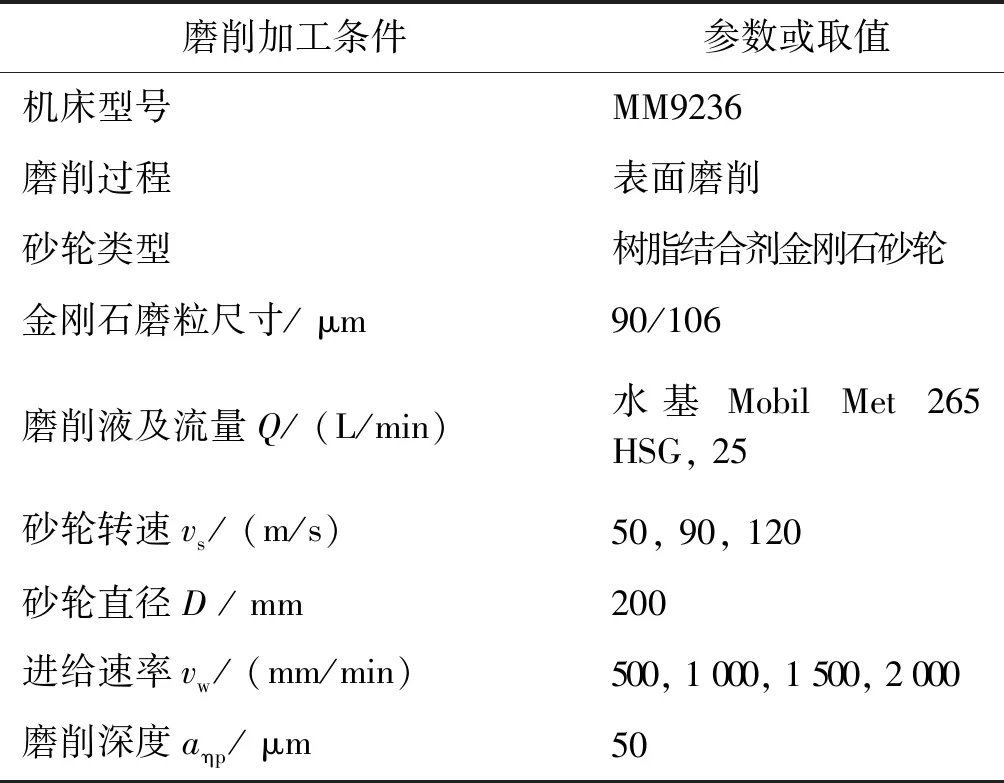
表4 磨削參數
使用Kistler 9257A測力計測量磨削力。該測力計固定在表面磨床的工作臺上方,用電荷放大器和采集卡(包括A/D轉換器)將測力計測量的模擬信號放大并轉換成數字信號,存儲并顯示在計算機上;用自編的LabVIEW程序對噪聲信號進行濾波,最終獲得磨削過程的磨削力。用VHX-5000超景深三維顯微鏡(ULDF-3D)對氮化硅及砂輪的表面形貌進行觀察。

2 討論與分析
2.1 激光結構后的氮化硅表面觀察
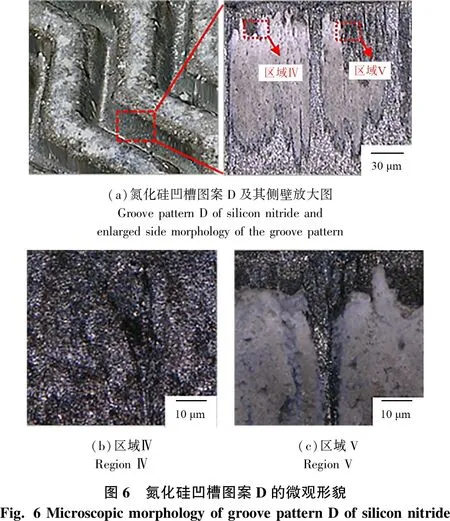
圖4~圖6為激光燒蝕氮化硅表面獲得的凹槽內部形態,由于圖案A和圖案B的凹槽只是方向不同而結構相同,所以其激光燒蝕形態以A為代表。從圖4~圖6可以看出:凹槽的底部可分為3個區域,二氧化硅晶粒區域(圖4b),微裂紋區域(圖4d)和粗糙重鑄層(圖5b);凹槽的側壁可分為2個區域,微裂紋區域(圖6b)和薄而光滑的重鑄層(圖6c)。
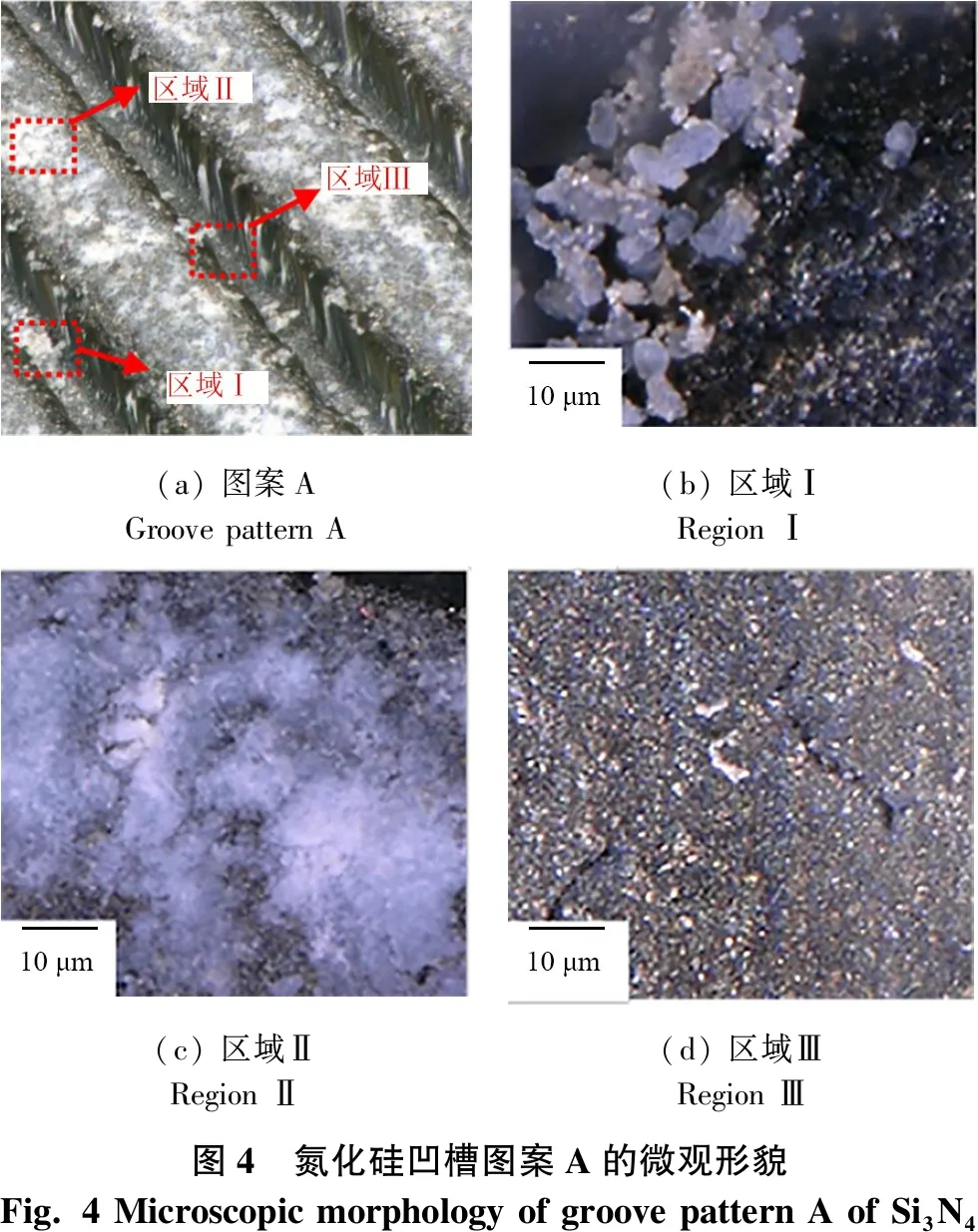
形成如此內部形態的原因為:首先,經過快速加熱和冷卻,氮化硅內部溫度分布不均,產生的熱應力使該區域產生熱裂紋。激光在空氣中加工Si3N4時,Si3N4分解后氧化形成SiO蒸汽,SiO蒸汽立即被氧化并轉

變為固相SiO2;而通過吸收激光能量形成的薄熔融層,在熔融材料達到蒸發溫度,材料蒸汽從表面蒸發時熔融物被擠出[11]。由于該熔融材料的一部分在激光加工過程中于凹槽的側壁上重新凝固,因此形成薄且光滑的重鑄層,這也解釋了圖4c在凹槽外觀察到的濺射的存在。
當在空氣中加工Si3N4工件時,在凹槽的底部容易形成圖4b中的二氧化硅顆粒區域。此外,在結構化圖案C的2個凹槽重疊部分中觀察到如圖5b顯示的粗糙重鑄層。這是因為2個凹槽重疊部分經過2次激光燒蝕,形成面積相對較大的凹陷,使空氣流動受阻,導致半熔融狀態的材料不能及時汽化溢出,最后在凹槽底部再次凝固所致。另外,圖6c中的凹槽壁上的SiO2層易于剝離,是因為激光結構化過程中形成的熱應力,使重新凝固的材料和凹槽壁之間形成的界面黏合較弱[12]。
2.2 磨削力數據分析
圖7~圖8分別是不同結構化圖案在階段性砂輪轉速和進給速率下對法向及切向磨削力的影響。
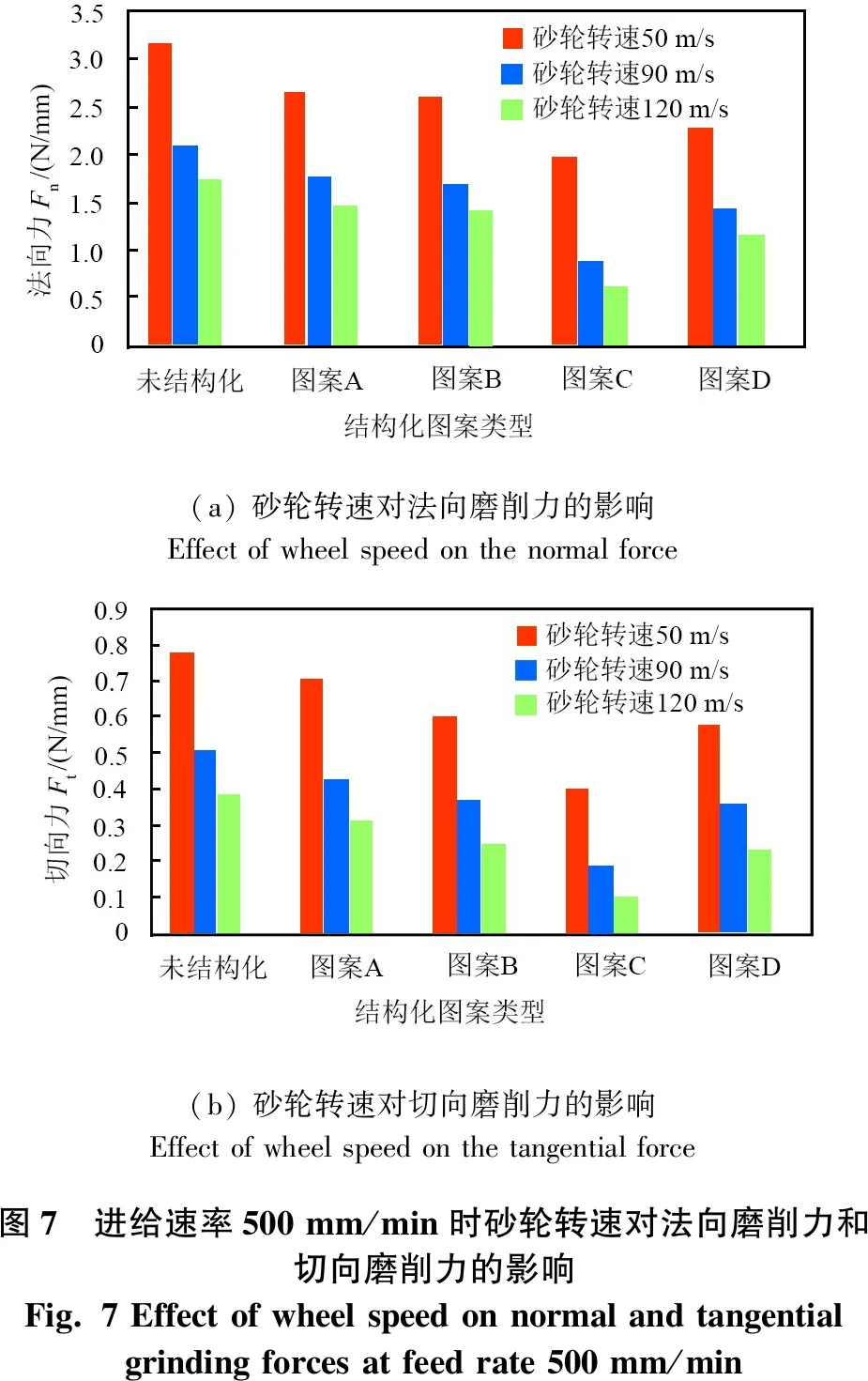
從圖7可以看出:在進給速率500 mm/min時,3種砂輪轉速下,5種模式的法向磨削力都大于切向磨削力。當砂輪轉速為50 m/s時,未結構化圖案工件加工時的法向磨削力Fn為圖案C的1.4倍。砂輪轉速為90 m/s時,未結構圖案中的法向磨削力Fn為圖案C的2.1倍。且不同圖案中的法向和切向磨削力大小都遵循以下順序:未結構化圖案>圖案A>圖案B>圖案D>圖案C;砂輪轉速從50 m/s增大到120 m/s時,法向和切向磨削力均明顯下降。
實質上,金剛石砂輪磨削結構化氮化硅的過程是磨粒在工件上綜合作用的過程,進行單磨粒磨削深度分析有利于評估其磨削力。通過大量數據和理論分析,得到有關單磨粒最大磨削深度的公式[13]:
(1)
式中:hm為最大未變形切屑厚度,d為晶粒尺寸,2為晶粒尖端的頂角,Vfa為磨粒的體積分數,vw為恒定的工作臺速度,vs為恒定的砂輪轉速,a為結構型砂輪的有效切削深度,D為砂輪有效直徑。
在磨削過程中,隨著砂輪轉速vs的增大,單位時間內磨削表面的磨粒數增多,由式(1)可知,hm隨砂輪轉速的增大而減小,而較高的砂輪轉速使磨削過程中單個磨粒的磨削深度較淺,從而導致砂輪的磨削力減小。
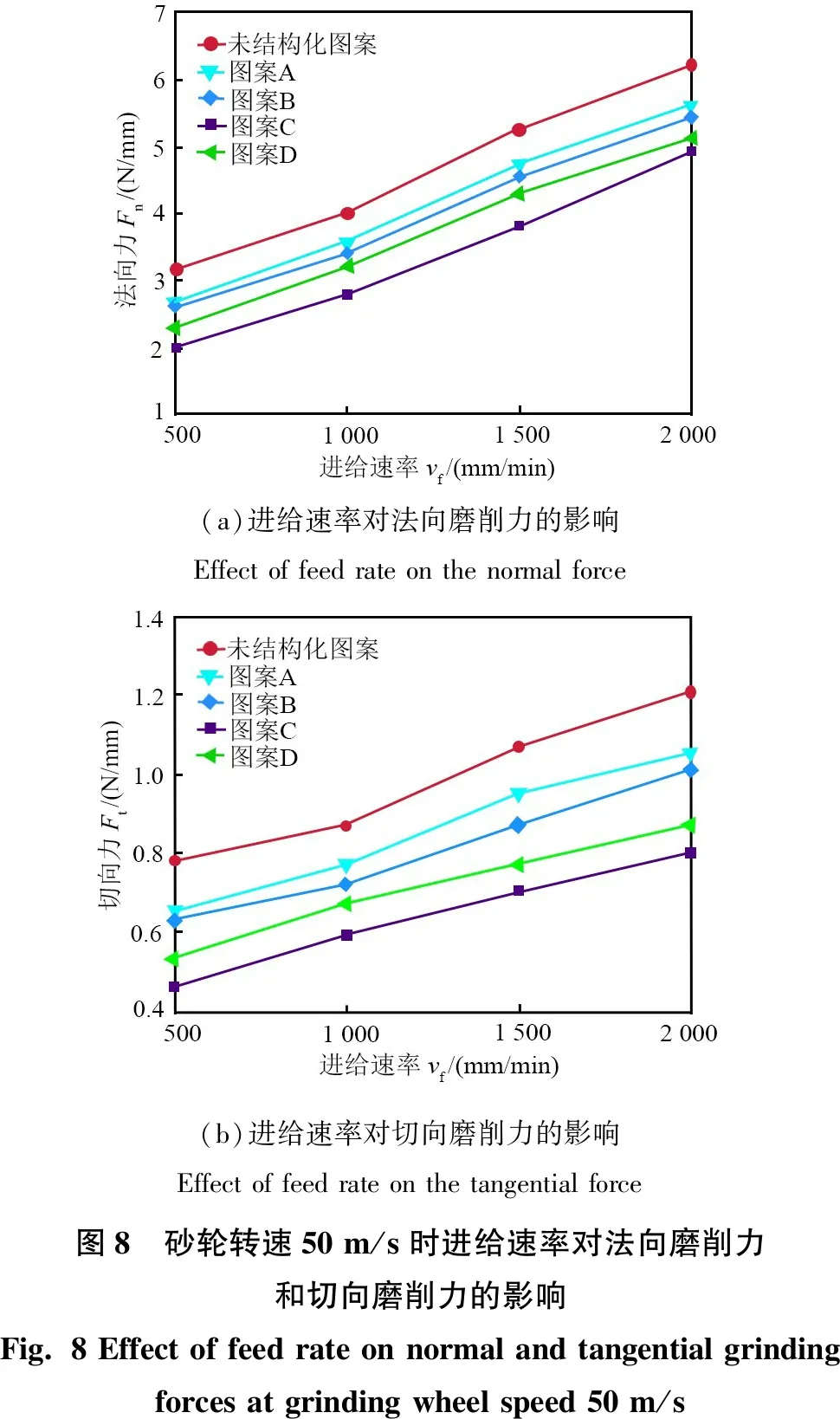
從圖8可以看出:在砂輪轉速50 m/s時,未結構化氮化硅在所有測試條件下的2種磨削力最大,而磨削具有圖案C的氮化硅時2種磨削力最小。在50 m/s的砂輪轉速和1 500 mm/min的進給速率下,與未結構化圖案的工件相比,圖案C的法向磨削力下降了35%。圖案D的法向磨削力減少了25%~27%,而圖案A和圖案B的僅分別減少16%和17%。不同進給速率下,5種圖案的法向和切向磨削力都隨進給速率的增大而增大,這與TAWAKOLI等[14]的結果相對應;且力的大小都遵循以下順序:未結構化圖案>圖案A>圖案B>圖案D>圖案C。
綜上所述,砂輪轉速增大,磨削力減小。而進給速率增大,式(1)中的vw增大,導致最大未變形切屑厚度增大,磨削力變大。同時,在所有結構化圖案中,圖案C表現出最低的磨削力,比未結構化圖案的法向磨削力最多可降低63%。
2.3 金剛石砂輪磨損分析
通過對磨削力的分析,我們分別采用磨削力最小的圖案C在120 m/s的砂輪轉速和1 500 mm/min的進給速率下得到砂輪的磨損情況,與未結構化圖案在相同條件下得到的砂輪磨損情況進行對比分析。圖9、圖10分別是磨削未結構化圖案和磨削結構化圖案C的氮化硅工件后金剛石砂輪的表面形貌。
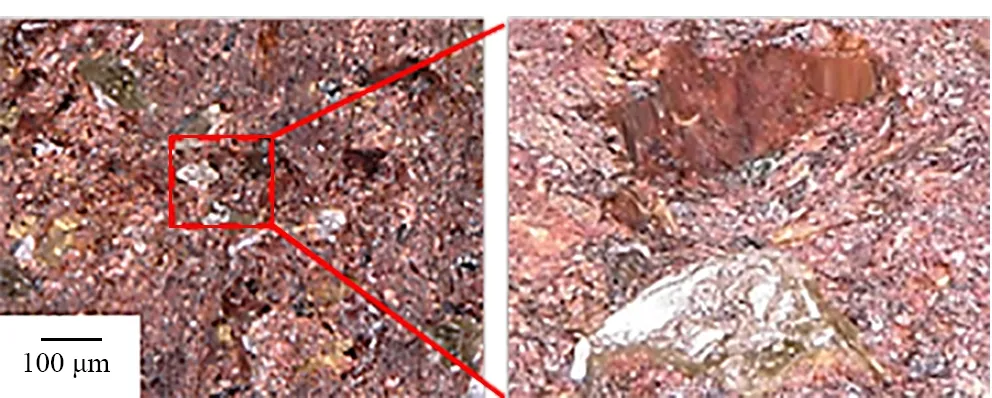
圖9 磨削未結構化圖案的氮化硅后金剛石砂輪的表面形貌
從圖9中可看到:磨削未結構化氮化硅表面后,金剛石砂輪上的大部分磨粒和黏接材料已被移除。在磨削過程中,當金剛石砂輪的磨損達到一定程度時,金剛石磨粒的鋒利度減小,難以維持高磨削能力,導致材料去除率降低。圖10中,磨削結構化圖案C的氮化硅表面后,金剛石砂輪中的金剛石磨料的一些尖銳尖端已經開始磨損,但較磨削未結構化氮化硅的砂輪磨損小。這是因為:磨削結構化氮化硅時,凹槽有助于磨削液進入磨削區,使冷卻潤滑作用更充分;此外,氮化硅凹槽側壁上的激光裂紋降低了其加工強度,使磨削力減小,金剛石砂輪的磨損減少。
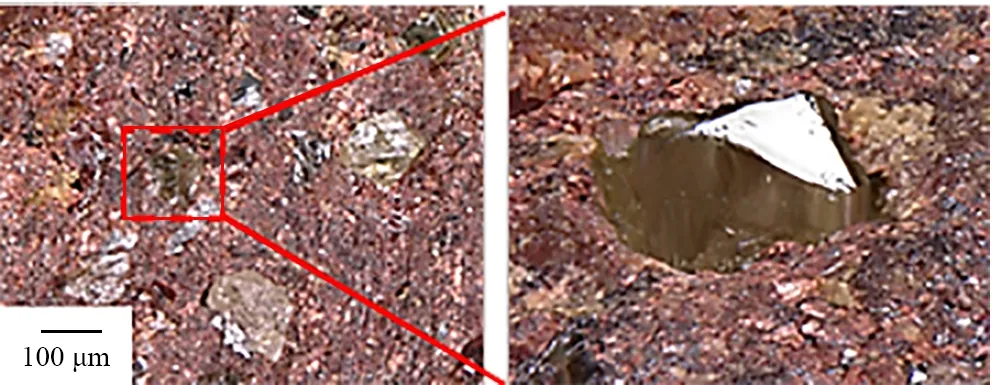
圖10 磨削結構化圖案C的氮化硅后金剛石砂輪的表面形貌
3 結論
(1)氮化硅材料激光結構化后,能夠在該材料上獲得精確的溝槽深度和優良的燒蝕效果。
(2)分析磨削參數如砂輪轉速、進給速率對磨削力的影響,并與未結構化氮化硅的結果進行比較。法向磨削力對激光結構化氮化硅的磨削起主要作用,圖案C的法向磨削力最多降低63%。
(3)對氮化硅陶瓷進行激光結構化構造,可改善金剛石砂輪對氮化硅陶瓷的磨削性能,減小砂輪的磨損程度。