激光誘導背向濕式刻蝕過程中工作液體的研究
2020-01-16 06:43:58謝小柱周彩霞高勛銀任慶磊
激光技術 2020年1期
關鍵詞:質量
謝小柱,周彩霞,高勛銀,任慶磊,胡 偉
(1.廣東工業大學 機電工程學院 激光微納加工研究中心,廣州 510006;2.廣東工業大學 實驗教學部,廣州 510006)
引 言
藍寶石具有高硬度、高熔點、良好的耐磨性和良好的化學穩定性等特點,已成為第3代半導體材料GaN最重要的工業襯底,同時也是一種重要的LED基板和光學窗口材料,具有獨特的物理性能和較強的抗化學腐蝕能力[1]。藍寶石的傳統加工技術主要有金剛石切割法[2]和化學刻蝕法[3],加工過程中容易出現裂紋和凹坑等現象,對加工尺寸的控制較差,加工精度、加工效率和成品率低,很難滿足加工要求。與傳統的加工技術相比,激光背向濕式刻蝕具有切口光滑、碎屑和裂紋少等優點,同時,該方法是加工硬脆透明材料微結構的主要研究方法[4]。
WANG等人[5-6]研究發現使用準分子激光以丙酮溶液作為工作液體加工透明材料,可以得到納米級的切槽,并采用激光誘導背向濕式刻蝕(laser-induced backside wet etching,LIBWE)方法在石英玻璃上加工出了深寬比為3的切槽。作者所在課題組前期[7]曾對激光誘導背面濕式刻蝕藍寶石技術進行了加工工藝研究,表明在0.5J/mm~0.9J/mm的線密度能量下8次掃描,并使用430μm~1400μm的液層厚度有利于提高激光誘導液相沉積量,加大激光劃切深度,獲得質量較好的劃槽。LIANG等人[8]采用飛秒激光背向濕式法刻蝕方法制備出深度為1466μm、深寬比為32的石英玻璃微通道,為3維結構微納制造技術提供了一定的應用價值。ZIMMER等人[9]的研究表明,激光誘導背面濕式加工機理主要是由于液體吸收激光能量使得碳和有機物分解從而使得熔融石英表面改性,進而使得材料去除。SCHWALLER等人[10]使用波長為1064nm的納秒脈沖激光,分別采用硫酸銅和酒石酸銅兩種不同的溶液作為吸收層背面刻蝕玻璃,發現不同的溶液其加工機理也是不同的,前者是由于庫倫力的作用下玻璃中的O2-對Cu2+的作用,使得Cu2+離子被大量地吸附在玻璃的背面,從而使得在玻璃和溶液交界面處激光的吸收率大大增強,激光能量轉化為高溫高壓的超熱液體使得玻璃發生蝕刻;后者則是由于激光誘導溶液發生熱分解,產生銅單質并依附在玻璃的背面,并增強激光能量的吸收,從而產生蝕刻。HUANG等人[11]使用1064nm的脈沖激光,采用硫酸銅水溶液作為吸收液研究了背向濕式刻蝕的機理,他們認為由于光化學反應的發生使得金屬Cu沉積在玻璃表面,從而吸收激光能量導致玻璃的燒蝕。SATO等人[12]使用丙酮/嵌二萘溶液作為工作液體采用KrF準分子激光進行背面濕法刻蝕,得到熔融二氧化硅的表面微結構。作者所在課題組前期還用CuSO4溶液建立了LIBWE藍寶石襯底的3維材料去除模型,從熱流動、材料性能和相變等方面解釋了LIBWE的過程[13]。YU等人[14]對飛秒激光在空氣、蒸餾水、純醇溶液等不同環境下熔融石英玻璃燒蝕閾值的進行了研究,并闡述了熔融石英材料的去除機理。EHRHARCHT等人[15]使用波長為515nm的飛秒激光以飽和的KMnO4水溶液作為工作介質對SiO2進行刻蝕,研究了加工過程中的刻蝕機理。TSVETKOV等人[16-17]提出了熱等離子體激光誘導背面濕法刻蝕技術,在藍寶石等材料和難加工材料上進行顯微組織結構加工;并研究了激光誘導背向濕式刻蝕在光學硅酸鹽玻璃中形成微坑的特征和機制進行了研究,揭示了激光誘導微坑形成的兩種機制。
工作液體是影響激光背向濕式刻蝕的關鍵因素,目前,使用的工作液體大致分為3類,主要包括有機溶液、金屬鹽溶液和含有金屬顆粒的混合溶液。然而,目前所使用的工作液體還存在一些不足,例如:有機溶液是易揮發性的、有毒的和污染環境的;金屬鹽溶液的活性低、加工不穩定、加工效率低,且加工質量難以控制;含金屬顆粒的混合溶液需要人工添加到顆粒中,微/納米顆粒的生產成本高、制備過程復雜,很難大規模應用。
為了提高低功率激光作用下藍寶石的加工效率,本文中研制了一種新型混合溶液,實現了在低功率紅外光纖激光作用下對藍寶石襯底的高效率切割。從影響激光誘導背向濕式刻蝕藍寶石質量的因素分析,在理論上研究了工作液體的配置方案,通過單因素試驗確定了溶液的成分和質量濃度,并研究了激光背向濕式刻蝕藍寶石的機理以及激光誘導光化學過程的機理。采用電化學工作站對工作溶液的活性進行測試,用激光掃描共聚焦顯微鏡觀察溝槽的表面形貌和深度和寬度,利用掃描電子顯微鏡對溝槽的微觀形貌和微裂紋進行了觀察,利用其能譜掃描的功能分析了溝槽不同區域的組分元素變化。實驗結果表明,該全新的工作液體提高了藍寶石對紅外光纖激光的吸收率,降低了加工成本,提高了加工效率;并且其加工效果良好、溶液性質穩定、對環境無污染、配制方法簡單。
1 實 驗
1.1 實驗設備與樣品
圖1表示激光背向濕式加工藍寶石的加工裝置圖。采用紅外光纖激光器(波長為1064nm,最大輸出功率為20W,光斑直徑為30μm)作為光源。利用激光誘導背向濕式刻蝕技術加工樣件,樣件為光學級c-面(0001)藍寶石基片,其尺寸為50.8mm×430μm(直徑×厚度),原始表面粗糙度為0.1nm。實驗前需將藍寶石基片進行預處理:將藍寶石基片在丙酮和水中各進行超聲清洗5min,再將樣件進行干燥處理。
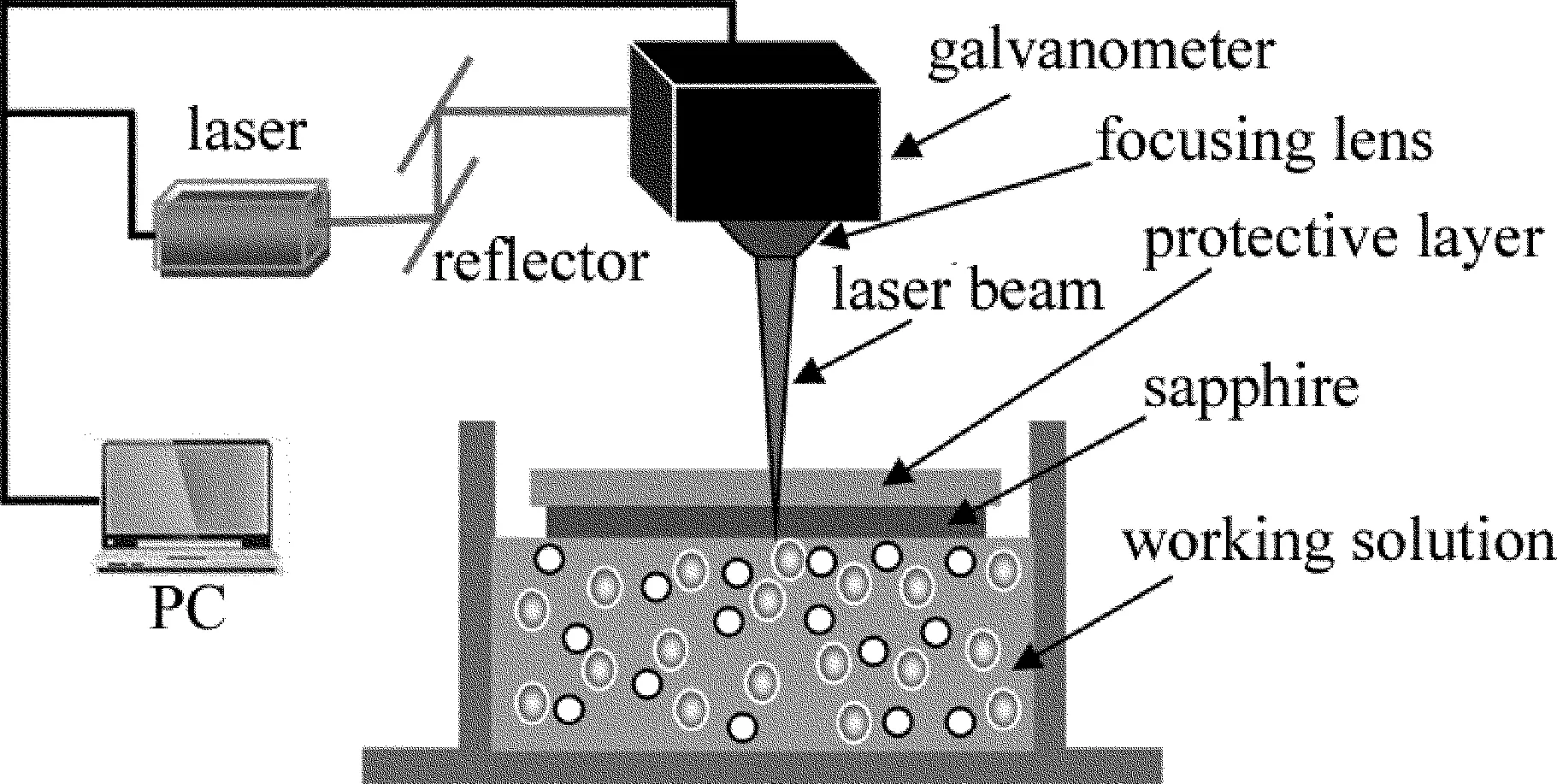
Fig.1 Schematic diagram of LIBWE of sapphire substrates
1.2 激光誘導背向濕式刻蝕藍寶石的機理
在混合溶液的作用下,刻槽的不同區域中元素的原子數分數如表1所示。元素的原子數分數由能譜掃描可得,從中可以看出,銅存在于溝槽的底部和邊緣。在1064nm激光作用下,工作溶液產生光化學反應,在藍寶石表面形成銅沉積層。這是因為激光透過藍寶石襯底聚焦在與液體接觸的交界面,通過激光誘導液體產生光化學反應,沉積層在藍寶石襯底背面形成,并增強了藍寶石對激光的吸收作用使得溫度高于藍寶石的熔點,從而導致材料的去除。

Table 1 Atomic number fraction in different regions of grooving by energy dispersive spectrometer
1.3 激光誘導光化學反應的機理過程
在硫酸銅溶液中加入濃氨水,首先析出淺藍色的堿式硫酸銅沉淀,氨水過量時此沉淀溶解,同時形成四氨合銅(Ⅱ)絡離子。主要的化學反應的離子方程式如下:
Cu2(OH)2SO4↓+(NH4)2SO4
(1)
2OH-+SO42-
(2)
Cu2(OH)2SO4為熱不穩定的金屬鹽,由下式中可以看出,在激光作用時,堿式硫酸銅吸收激光熱量,將激光熱量轉化至工作液體,使其發生熱分解生成金屬或其它相應的產物。
Cu2++SO42-+H2O
(3)
由于(2)式在激光作用時Cu2(OH)2SO4的量減少,使得其發生逆向反應,銅氨離子的含量降低,由于激光光斑較小,銅氨離子的降低量較少,隨著加工時間的延長,pH值有所降低,這時不能加入pH調節劑,只需要適量地加入氨水進行補給,恢復到原來pH值即可。
在以次磷酸鈉為還原劑的條件下,還原劑的第1步反應為去氧反應:

(4)


(5)
水與Cu2+爭奪電子發生下述反應:
H2O+e-→OH-+H
(6)
上式中生成氫原子結合生成氫氣。
H+H→H2↑
(7)
激光誘導光化學反應的主要反應:

(8)
而(4)式~(6)式構成了副反應:

(9)

(10)
HPO32-+H2+P+2H2O
(11)
2 溶液的研制過程
2.1 工作液體成分的確定
工作液體的制備是激光背向濕式刻蝕藍寶石過程中的重要組成部分,是決定溝槽質量的主要因素之一。在確定工作液體主要成分的前提下,選擇添加劑以提高液體的性能和溝槽的質量。在工作液體中,影響加工效果的主要因素有主鹽、還原劑、絡合劑、pH調節劑等。在課題組前期研究的基礎上,初步確定了工作溶液的主鹽成分為硫酸銅[18]。通過單因素實驗,最后,選擇硫酸銅、次磷酸鈉、氨水、氫氧化鈉和稀硫酸依次作為混合溶液的主鹽、還原劑、絡合劑、pH調節劑。
2.1.1 還原劑成分的確定 還原劑是影響工作液體性能的重要因素之一。實驗中以甲醛和次磷酸鈉作為還原劑,進行單因素實驗。通過掃描電子顯微鏡觀察刻槽的表面質量,如圖2所示。結果表明,還原劑不同,加工效果和邊緣質量不同。通過對比發現,次磷酸鈉的刻蝕效果較好,溝槽邊緣光滑,邊緣重鑄較少。
用甲醛和次磷酸鈉作還原劑的陽極極化曲線如圖3所示。其中橫坐標E表示電極電位,縱坐標j表示極化電流密度。結果表明,以次磷酸鈉為還原劑時,氧化峰電位明顯漂移,峰電流明顯增大,陽極反應速率加快。因此,次磷酸鈉的還原能力強于甲醛,更適合藍寶石基片的激光背向濕式刻蝕。綜上所述,選擇次磷酸鈉作為工作溶液的還原劑。
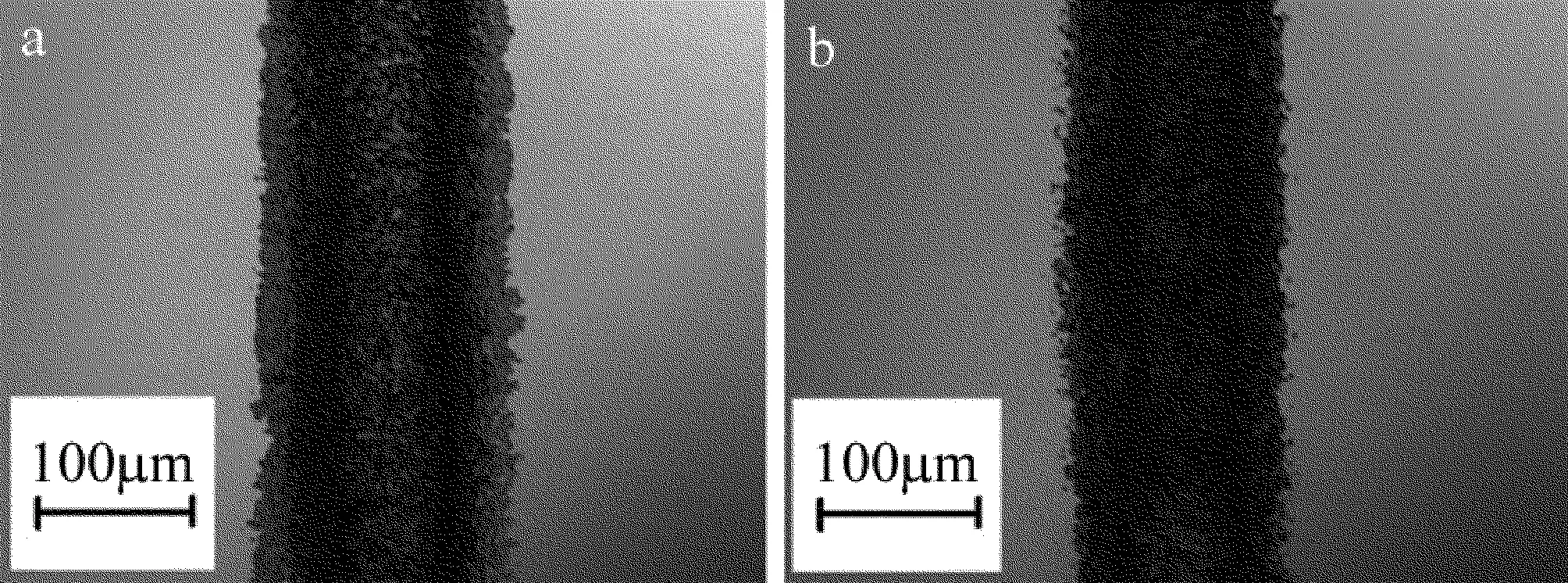
Fig.2 Surface micro-morphology of grooves with different reductants
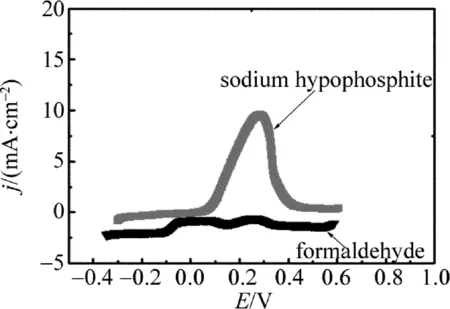
Fig.3 Effects of different reductants on anodic polarization curve
2.1.2 絡合劑成分的確定 絡合劑的選擇對工作溶液至關重要。根據絡合劑的穩定性系數,選擇以氨水、三乙醇胺、乙二胺四乙酸(ethylenediaminetetraacetic acid,EDTA)、酒石酸作為絡合劑進行對比實驗。由圖4可知,就刻蝕深度而言,選擇三乙醇胺為絡合劑時刻槽最深,其次是氨水;至于切槽寬度,氨水優于三乙醇胺;在溶液穩定性上,三乙醇胺極易產生沉淀,穩定性較差,這與三乙醇胺的穩定性系數相一致。同時,氨水的穩定性可以使工作液體在更高的pH值下工作,并且起到穩定pH值的作用,這對于沉積速率的提高也有一定的效果。
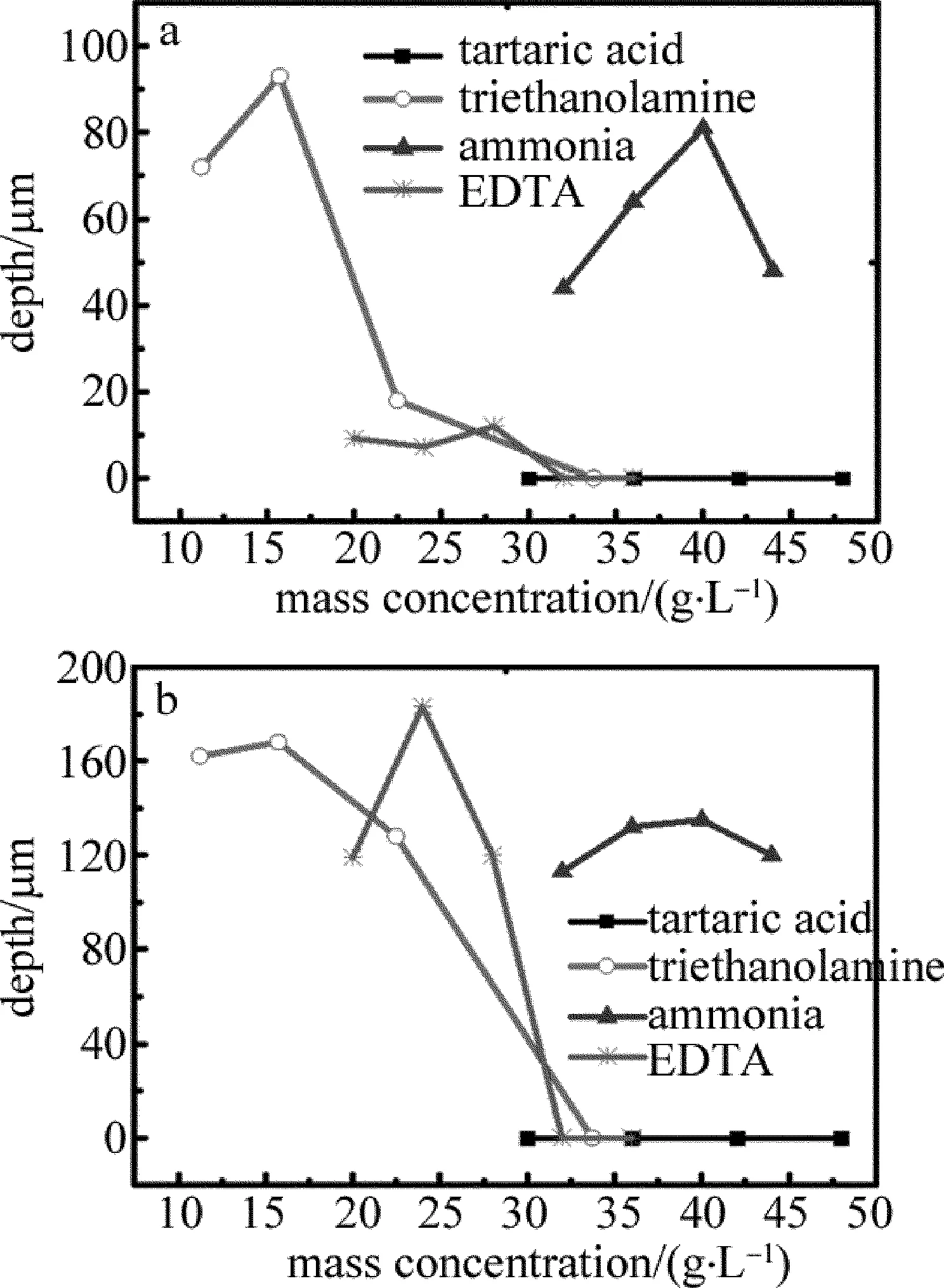
Fig.4 Effects of different complexing agents on the size of grooves
通過采用掃描電子顯微鏡觀察以三乙醇胺和氨水作為絡合劑時刻槽的表面微觀形貌,如圖5所示。以氨水為絡合劑的工作液體在激光作用下產生的切槽質量較好,切槽邊緣均勻而且寬度較窄,這是因為氨水的穩定性比三乙醇胺較強,工作液體在激光作用過程中不易出現大面積沉積,使得激光作用區域較為集中,切槽較窄;而以三乙醇胺為絡合劑時,切槽質量明顯較差。綜合考慮,選擇氨水作為工作液體的絡合劑。
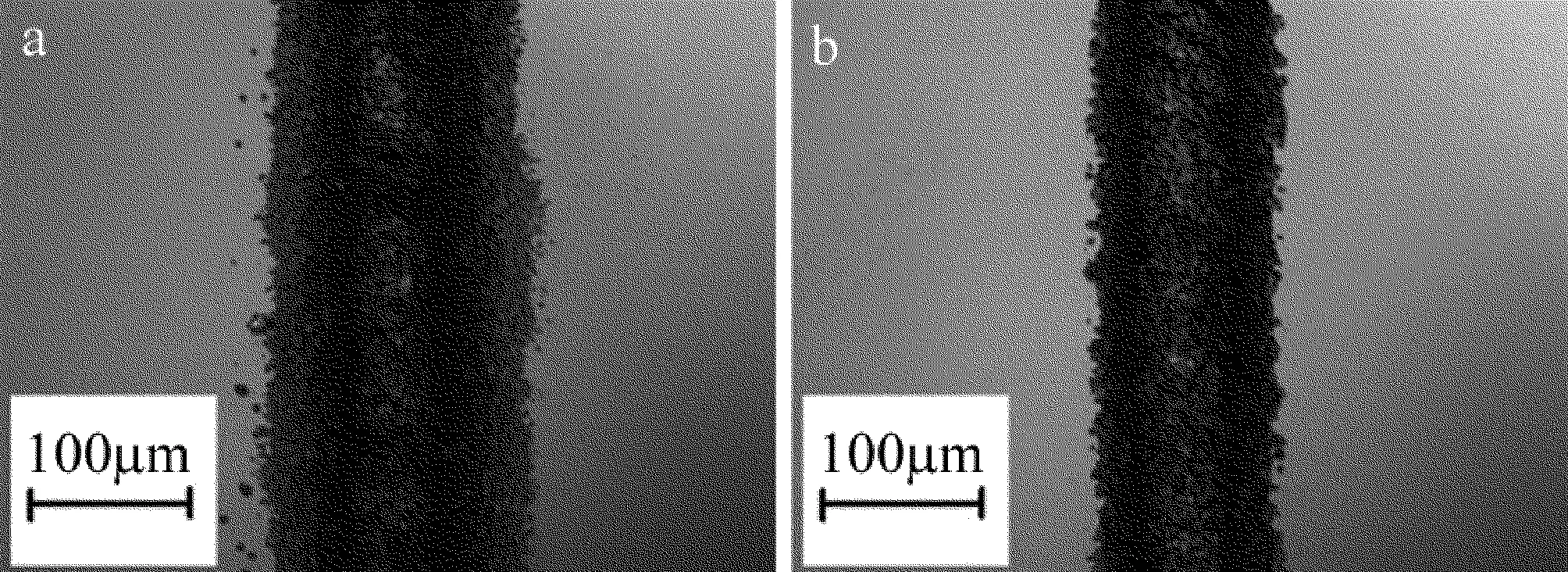
Fig.5 Surface micro-morphology of different complexing agents
2.2 溶液中各成分質量濃度的確定
2.2.1 pH值的確定 通過單因素實驗確定了工作溶液的pH值。圖6表明了不同pH值對溝槽寬度和深度的影響。實驗中采用的激光脈沖能量為4.4mJ/脈沖,掃描速率為1mm/s,重復頻率為2kHz,沉積層厚度為10mm,硫酸銅質量濃度為22g/L,氨水質量濃度為45g/L,次磷酸鈉的質量濃度為30g/L。結果表明,隨著pH值的增加,溝槽深度先增大后減小。當pH值為10時,刻蝕效果不明顯,pH值為12時,蝕刻深度最高。因此,當pH值為12,槽深最大,此后槽深隨著pH值的增大而減小。綜上所述,工作溶液的pH值為12比較適合加工。

Fig.6 Effects of pH values on the size of grooves
2.2.2 還原劑質量濃度的確定 通過改變pH值為12的工作溶液中的次磷酸鈉質量濃度,采用單因素實驗研究次磷酸鈉對沉積速率的影響。圖7表明了次磷酸鈉質量濃度對凹槽寬度和深度的影響。激光能量為4.4mJ/脈沖,掃描速率為1mm/s,重復頻率為2kHz,層厚為10mm,硫酸銅質量濃度為22g/L,氨水質量濃度為45g/L。結果表明,隨著次磷酸鈉質量濃度的增加,藍寶石的刻蝕深度先增大后減小。次磷酸鈉質量濃度為40g/L時,刻蝕深度達到220μm,隨次磷酸鈉質量濃度的增加,刻蝕深度不再增加,這是由于反應中過量次磷酸鈉的影響[19]。圖8所示為溝槽表面形貌的電鏡圖,可知次磷酸鈉質量濃度過低或過高時,邊緣質量均不好。因此,為了獲得更好的加工質量,次磷酸鈉的質量濃度被確定為40g/L。
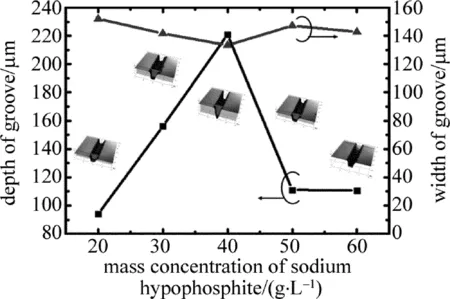
Fig.7 Effects of mass concentration of sodium hypophosphite on the size of grooves
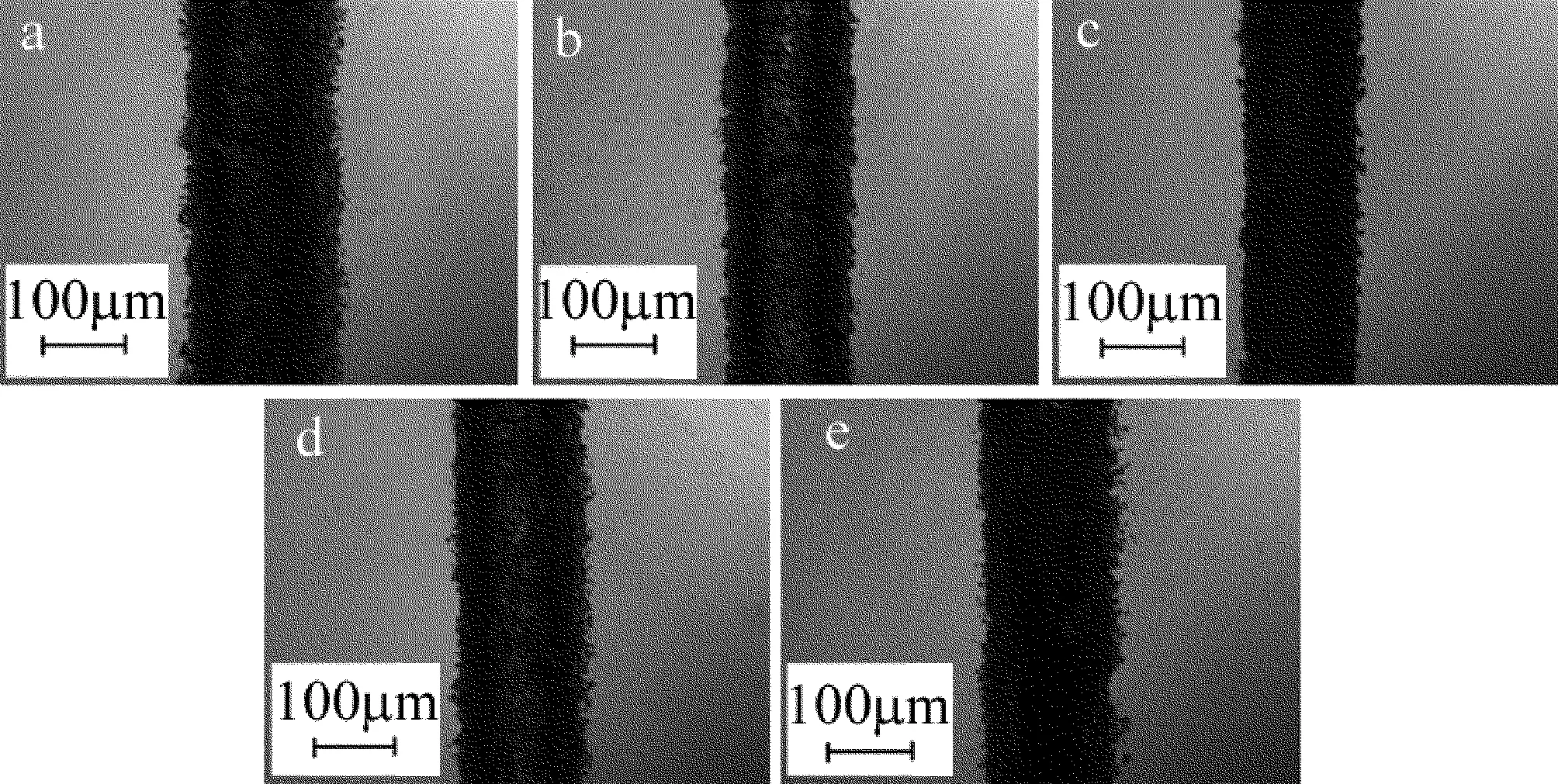
Fig.8 Effects of the mass concentration sodium hypophosphite on surface morphology
a—20g/L b—30g/L c—40g/L d—50g/L e—60g/L
2.2.3 硫酸銅質量濃度的確定 圖9所示為主鹽硫酸銅質量濃度對刻槽尺寸的影響。實驗參量如下:激光脈沖能量為4.4mJ/脈沖、掃描速率為1mm/s、重復頻率為2kHz、沉積層厚度為10mm、次磷酸鈉質量濃度為40g/L、氨水質量濃度為45g/L、pH值為12。結果表明,隨著硫酸銅質量濃度的增加,藍寶石的刻蝕深度先增大后減小。當硫酸銅質量濃度為28g/L時,刻蝕深度達到最大值210μm,隨后硫酸銅質量濃度的增加,刻蝕深度卻在降低,溶液的穩定性能變差。結合不同硫酸銅質量濃度下刻槽的表面形貌圖(見圖10),選擇硫酸銅的質量濃度為28g/L較為合適。
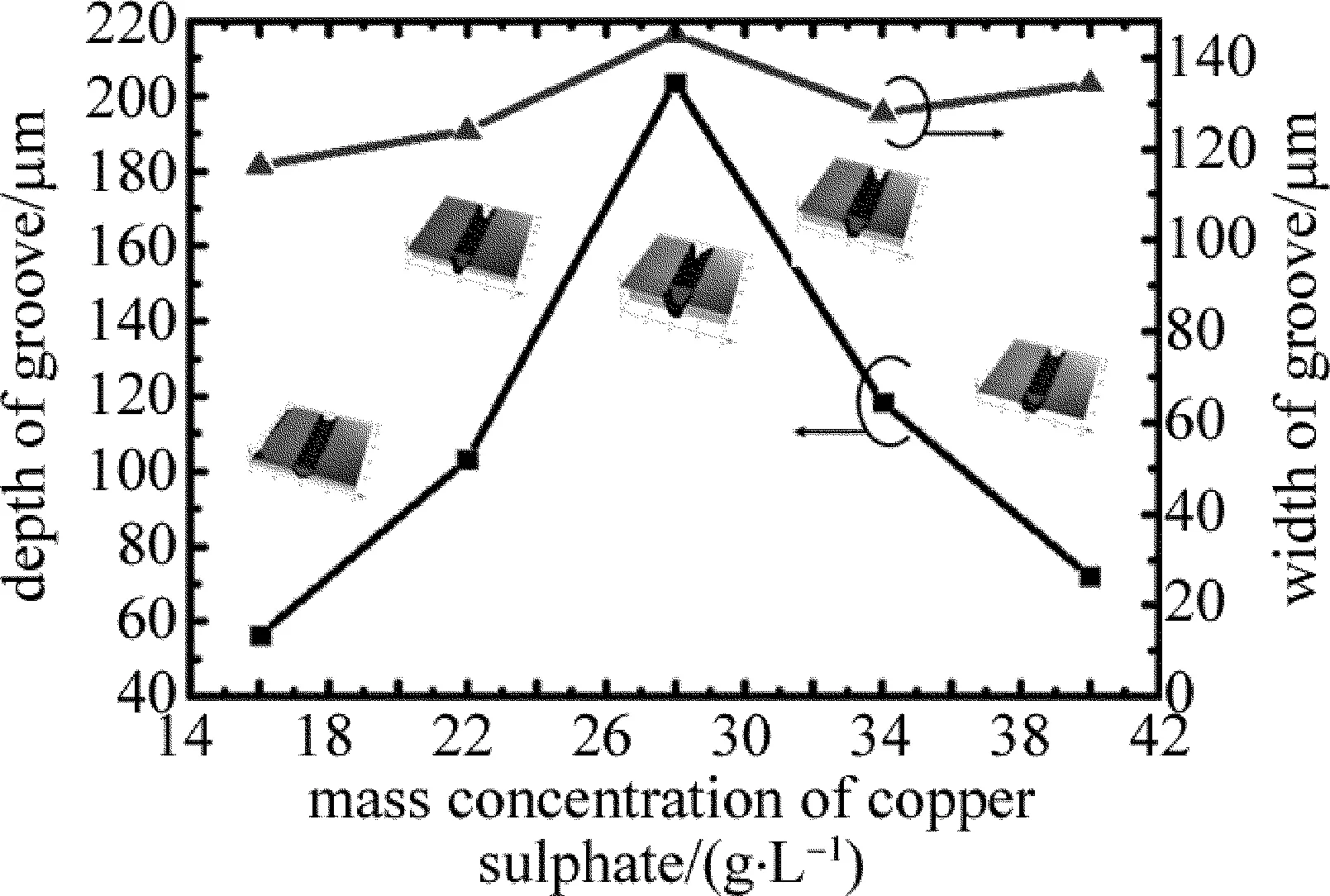
Fig.9 Effects of the mass concentration of copper sulphate on the size of grooves
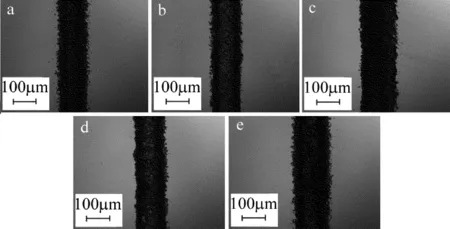
Fig.10 Effects of the mass concentration of copper sulphate on surface morphology
a—16g/L b—22g/L c—28g/L d—34g/L e—40g/L
2.2.4 氨水質量濃度的確定 本實驗中通過改變溶液中氨水的質量濃度,研究了氨水質量濃度對蝕刻速率的影響,從而間接研究了氨水質量濃度對化學沉積速率的影響。圖11中示出了氨水質量濃度對刻槽寬度和深度的影響。采用的實驗參量如下:激光脈沖能量為4.4mJ/脈沖,掃描速率為1mm/s,重復頻率為2kHz,沉積層厚度為10mm,次磷酸鈉質量濃度為40g/L,硫酸銅質量濃度為28g/L,pH值為12。結果表明,當氨水質量濃度過低時,溶液中會析出堿性硫酸銅,導致沉積反應不能順利進行。但是,如果氨水的質量濃度太高,在工作溶液中幾乎沒有游離銅離子,這使得藍寶石的蝕刻深度相對較淺。如圖12所示,氨水質量濃度為45g/L時,溝槽的質量最好,溝槽的深度最大。綜合考慮,氨水的質量濃度確定為45g/L。
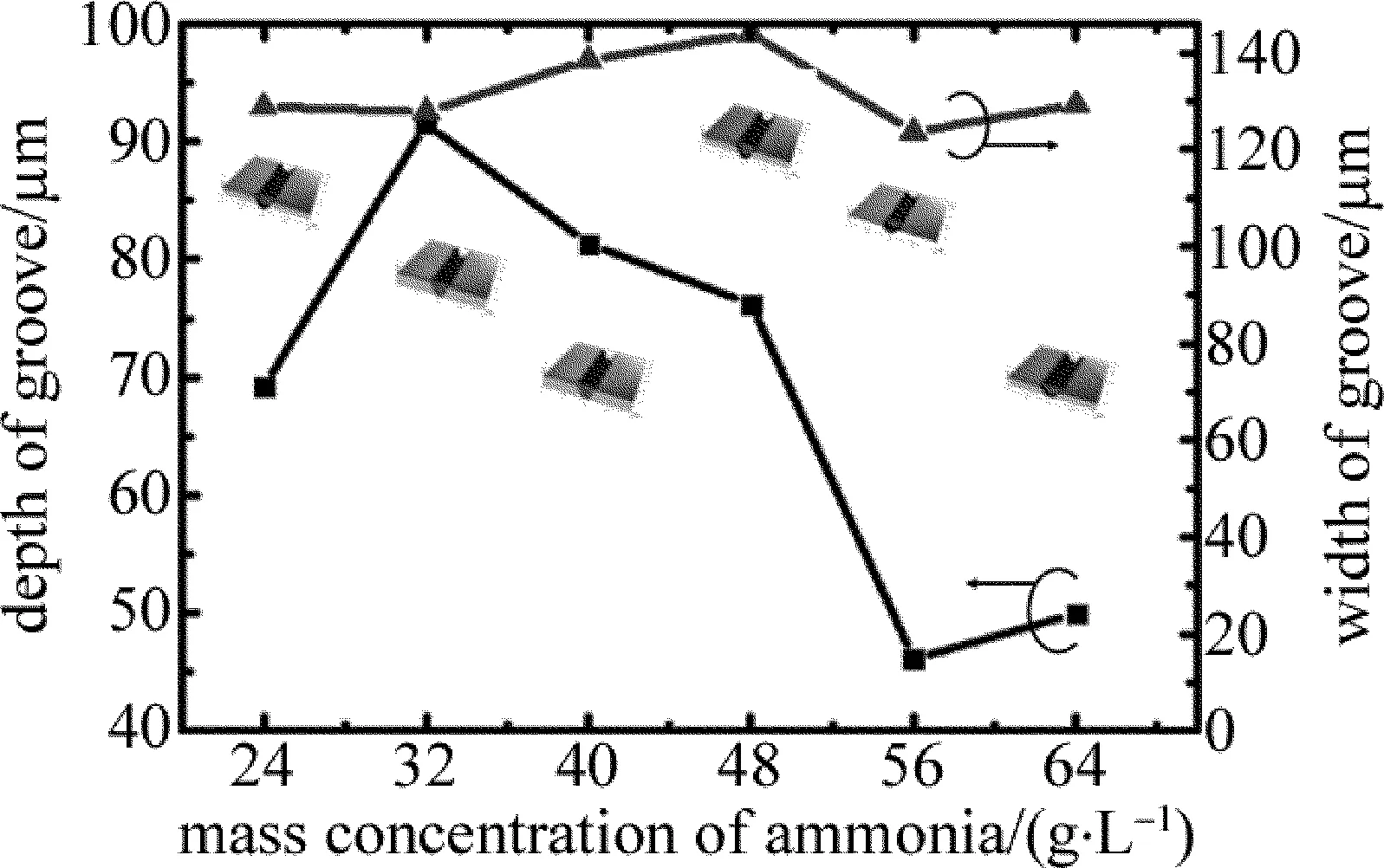
Fig.11 Effects of the mass concentration of ammonia on the size of grooves
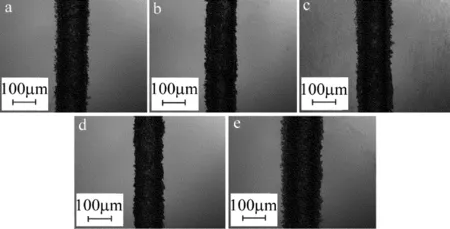
Fig.12 Effects of the mass concentration of ammonia on the surface morphology
a—40g/L b—45g/L c—50g/L d—55g/L e—60g/L
3 結果與討論
工作液體在激光作用下,由于液體內部發生光化學反應生成氣體以及液體受熱蒸發生成的部分氣體形成氣泡,將阻礙工作液體與藍寶石基片下表面的接觸,進而阻礙對激光的吸收;隨著氣泡產生周期變化,工作液體對激光的吸收呈周期性變化,造成由于材料吸收激光能量的周期性變化而使產生的熱應力也成周期性變化,極易對藍寶石基片產生熱應力破壞,特別是工作液體對激光的吸收率受到液層厚度影響較敏感時,熱應力破壞越嚴重。采用功率計對不同溶液層厚度處工作溶液的功率進行測量,測量裝置的示意圖如圖13所示。吸收系數計算如下所示:
(12)
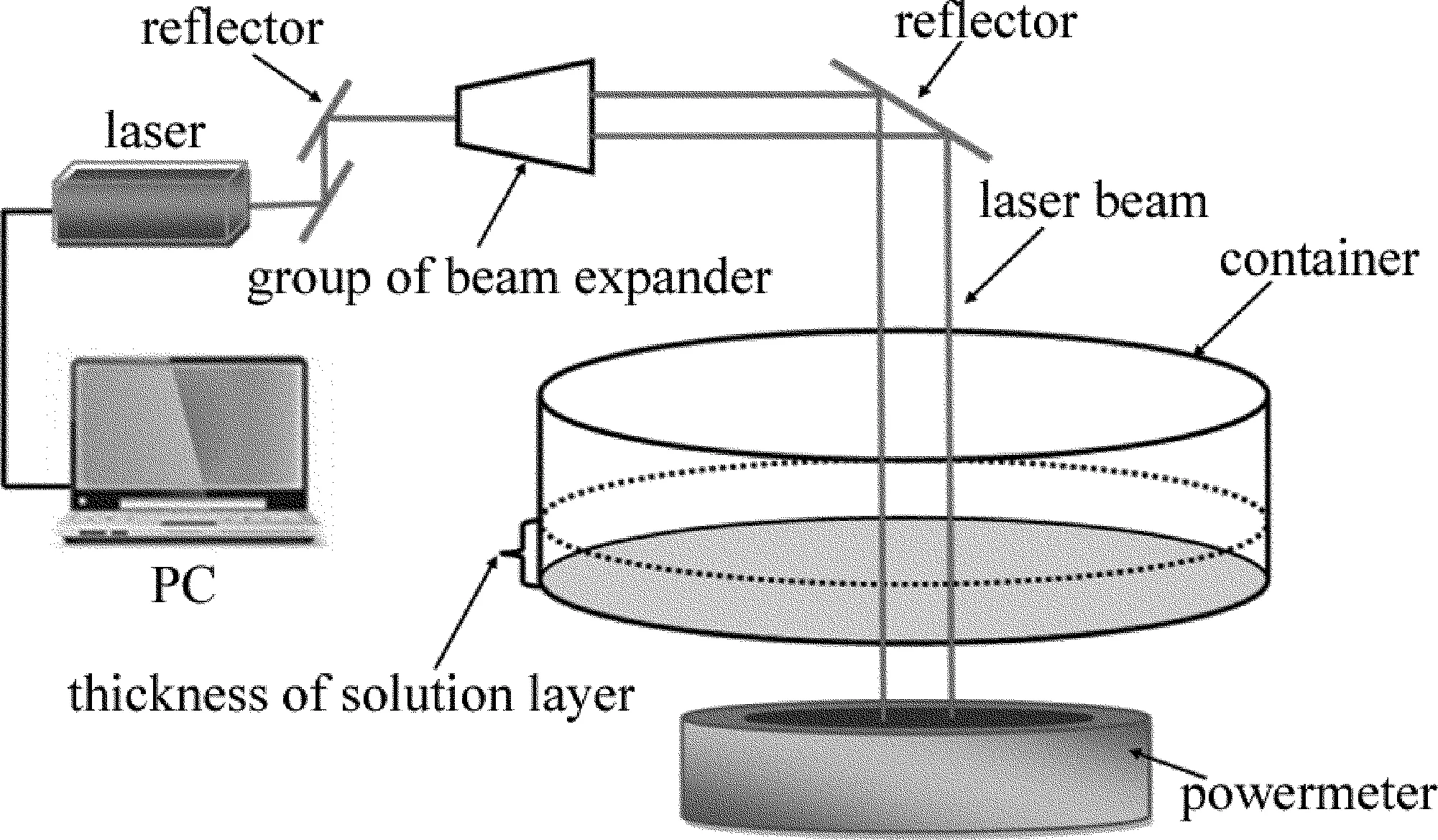
Fig.13 Schematic diagram of the device for measuring the transmittance of working solutions
式中,Pt為透過工作液體的激光功率;Pi為入射激光功率;Pt/Pi×100%為透射率。計算過程中忽略工作液體的反射率。
圖14表示混合溶液,濃度c(CuSO4)分別為1.2mol/L,0.9mol/L,0.6mol/L的硫酸銅溶液等4種工作液體的透射率與不同液層厚度的關系。從圖14可以看出,硫酸銅水溶液對液層厚度的敏感程度相比混合溶液高,這也間接地反映了在硫酸銅水溶液中氣泡對液體對激光吸收的影響較大。激光作用硫酸銅水溶液過程中氣泡隨激光脈沖成周期性產生,氣泡最大直徑接近1mm。每次氣泡的產生過程也就是液層厚度的增加和減少過程,增加和減少范圍為氣泡最大直徑1mm,但是1mm厚度對于硫酸銅水溶液對激光的吸收影響極大,液層厚度從0.2mm增加到1mm時,液層對激光的透射率從90%降到20%,此時硫酸銅水溶液對激光的吸收劇烈,使得藍寶石基片溫度劇增,熱應力過大,容易產生崩邊現象。混合工作液體對激光的吸收相對穩定,隨液層厚度的增加,溶液對激光透射率緩慢降低,且混合工作液體對激光的吸收受氣泡的影響并不明顯,表明混合溶液的性質是相對穩定的。
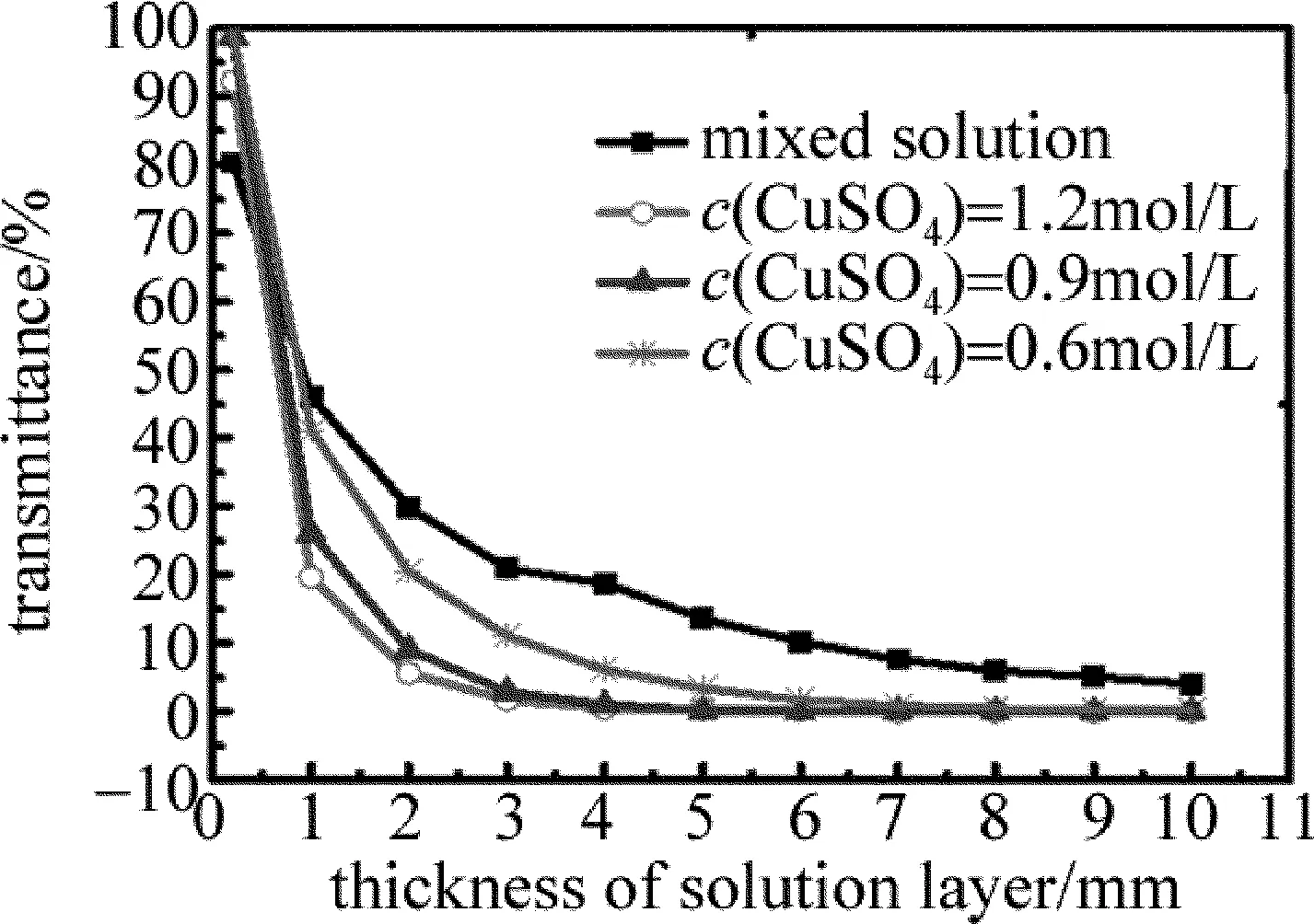
Fig.14 Relationship between the transmittance of working solutions with different thicknesses of the solution layer
在相同條件下,采用硫酸銅水溶液和混合溶液對藍寶石進行切割,如圖15所示。藍寶石在混合溶液中的切割深度高于硫酸銅溶液的5倍左右,因此,在混合溶液的作用下,大大提高了切割效率,并能實現對藍寶石的成形切割。圖16中展示了加工好的異形藍寶石零件。
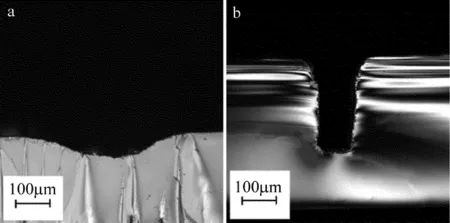
Fig.15 Effects of different solution on the cutting depth of sapphire
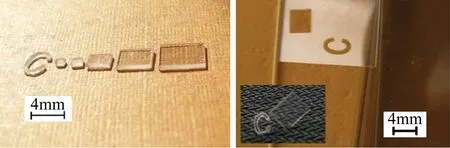
Fig.16 Processed sapphire parts with special shapes
4 結 論
基于激光誘導背向濕式刻蝕藍寶石技術,理論研究了工作液體的配置方案,并結合實驗對工作液體的成分進行選擇,分析了各種成分的質量濃度對切割質量的影響,研制出了一種加工效果好、性能穩定、配制方法簡單的全新工作液體。這種工作液體的配方和水的質量濃度如下:主鹽硫酸銅的質量濃度為28g/L,還原劑次磷酸鈉的質量濃度為40g/L,絡合劑氨水的質量濃度為45g/L,工作液體的pH值為12。此外,通過實驗證明,藍寶石在混合溶液中的切割深度高于硫酸銅溶液的5倍左右,并且能夠加工出高質量的異形藍寶石零件。
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
