鋁合金拐臂盒件鑄造工藝優(yōu)化
2020-01-18 04:03:56李勝君王家文孫曉莉趙娜娜程俊明
中國鑄造裝備與技術(shù) 2020年1期
李勝君,姜 麗,劉 寧,王家文,于 程,孫曉莉,趙娜娜,程俊明
(新程(營口)精密設(shè)備有限公司,遼寧營口 115009)
1 拐臂盒鑄件的結(jié)構(gòu)分析與要求
某鋁合金拐臂盒類鑄件見圖1,該鑄件是我公司為國內(nèi)某高壓電氣制造商配套生產(chǎn)的低壓252KV 產(chǎn)品上的重要零件,其外輪廓尺寸為?508 mm×509mm,均勻壁厚15mm,最大厚度60mm,機(jī)加后凈重39kg。該拐臂盒零件對(duì)軸孔處表面精度要求較高,要求表面無肉眼可見針孔、縮松等缺陷。
該零件最重要的部位是軸孔區(qū)域,不允許有針孔、縮松、夾雜等鑄造缺陷。該鑄件的工藝難點(diǎn)是軸孔區(qū)域較厚大,內(nèi)孔直徑較小,鑄件凝固過程中釋放出大量潛熱得不到有效的散失,以至鑄件凝固所需過冷度較小,易產(chǎn)生縮松及縮孔缺陷。
通過對(duì)鑄件結(jié)構(gòu)的深入分析結(jié)合實(shí)際經(jīng)驗(yàn)及鑄件凝固理論,先后采用不同熱導(dǎo)率的金屬材料的冷鐵對(duì)軸孔處進(jìn)行激冷,同時(shí)結(jié)合鑄件自身結(jié)構(gòu)通過增加工藝補(bǔ)貼的方式對(duì)軸孔處加強(qiáng)補(bǔ)縮,以及通過減少鑄件軸孔處加工余量等工藝方式,不斷深入優(yōu)化鑄造工藝,以獲得組織致密、機(jī)械性能優(yōu)良的無缺陷鑄件。
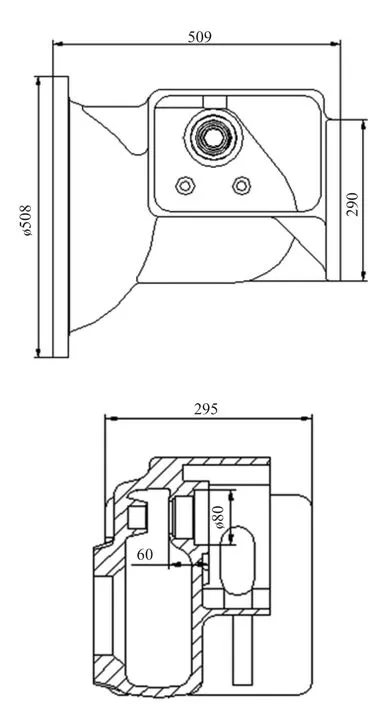
圖1 零件簡圖
2 工藝方案
2.1 方案一
該工藝方案是軸孔處采用材質(zhì)為碳鋼的隨形冷鐵,以加強(qiáng)鋁液在凝固過程中的熱量傳導(dǎo),增加該厚大區(qū)域凝固過程中的過冷度,同時(shí)在靠近軸孔厚大區(qū)域處開設(shè)內(nèi)澆道,以便對(duì)該厚大區(qū)域在凝固過程中進(jìn)行補(bǔ)縮,軸孔內(nèi)加工余量為4~5mm,采取砂型低壓鑄造進(jìn)行澆注(圖2 為工藝方案簡圖)。
采用鑄造凝固過程計(jì)算機(jī)數(shù)值模擬技術(shù)[1]對(duì)該工藝方案進(jìn)行模擬(如圖3 所示)。
通過模擬結(jié)果可以看出鑄件在凝固過程中靠近軸孔內(nèi)壁處存在縮松缺陷。經(jīng)分析是由于軸孔處屬于厚大熱節(jié)部位,在凝固過程中屬于晚凝固區(qū)域,同時(shí)軸孔孔徑較小,軸孔內(nèi)側(cè)散熱面積有限,且材質(zhì)為碳鋼的隨形冷鐵,其熱導(dǎo)率較小,同時(shí)隨著溫度的增加其熱導(dǎo)率下降,鑄件凝固過程中釋放出大量潛熱未得到有效的散失,加之內(nèi)澆道與軸孔處的補(bǔ)縮通道較窄,該厚大熱節(jié)區(qū)域在凝固過程中未得到鋁液的有效補(bǔ)縮,以至于在凝固過程中產(chǎn)生縮松。縮松位置示意圖見圖4、加工后縮松位置示意圖見圖5。
2.2 方案二
該工藝方案是軸孔處采用熱導(dǎo)率更大的鋁制隨形冷鐵;厚大熱節(jié)部位與內(nèi)澆道之間增設(shè)工藝補(bǔ)貼(經(jīng)與用戶設(shè)計(jì)部門溝通并經(jīng)客戶同意工藝補(bǔ)貼不去除),以增強(qiáng)厚大熱節(jié)部位凝固過程中鋁液補(bǔ)縮效果(圖6 縮松位置示意圖);將軸孔處原4~5mm 加工余量減少至2~3mm,采取砂型低壓鑄造進(jìn)行澆注(圖7 工藝方案簡圖)。
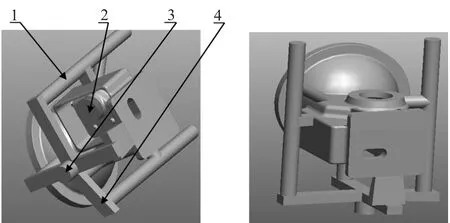
圖2 工藝方案簡圖
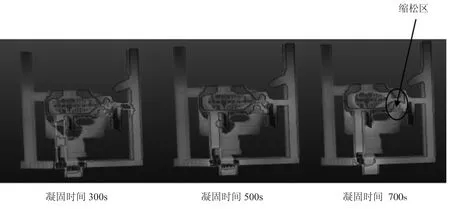
圖3 計(jì)算機(jī)數(shù)值模擬
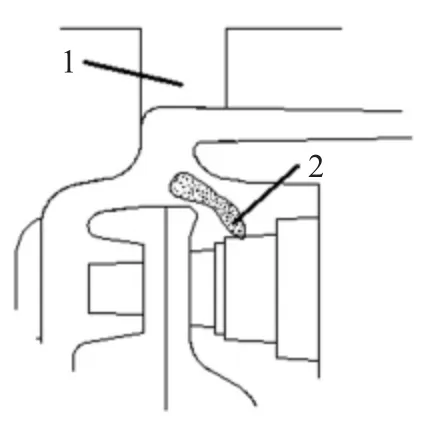
圖4 縮松位置示意圖

圖5 加工后縮松位置示意圖
采用鑄造凝固過程計(jì)算機(jī)數(shù)值模擬技術(shù)對(duì)該鑄造工藝方案進(jìn)行模擬(見圖8)。
經(jīng)過對(duì)該工藝方案模擬,軸孔處縮松問題已經(jīng)解決,達(dá)到了工藝預(yù)期。經(jīng)分析由于軸孔處屬于厚大熱節(jié)區(qū)域,在凝固過程中會(huì)釋放大量的潛熱,鑄件凝固冷卻過程實(shí)質(zhì)上是鑄件內(nèi)部潛熱不斷向外散失的過程[2]。而潛熱的釋放與材料的導(dǎo)熱率密切相關(guān),由于金屬材料鋁的熱導(dǎo)率要高于碳鋼,所以在鑄件凝固過程中潛熱能夠及時(shí)有效的散失傳導(dǎo)出去,使溫度場(chǎng)分布更合理,不易產(chǎn)生晚凝固;在熱節(jié)區(qū)域與內(nèi)交道之間增設(shè)工藝補(bǔ)貼,加強(qiáng)了凝固過程中鋁液的補(bǔ)縮效果;通過減少加工余量有效的增加加工表面的致密層厚度,降低重要加工面組織不致密的風(fēng)險(xiǎn)(圖9 鑄件加工后示意圖)。
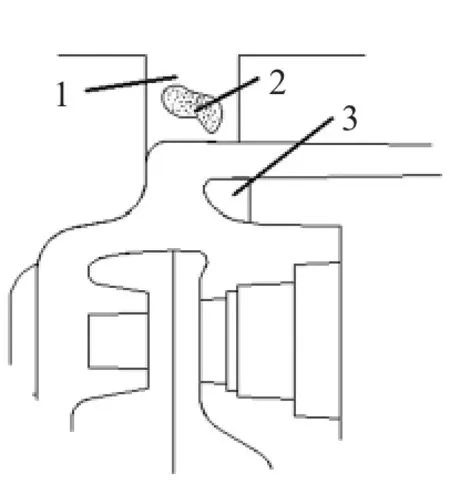
圖6 縮松位置示意圖
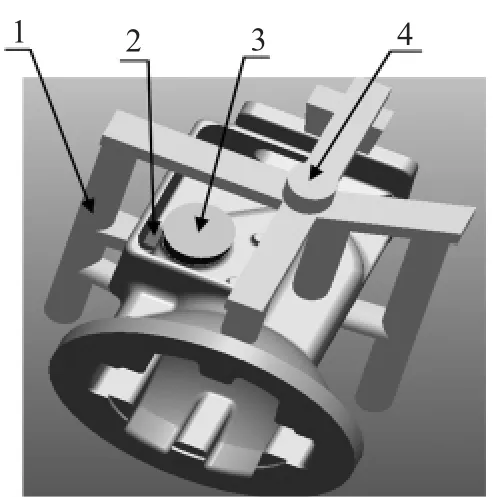
圖7 工藝方案簡圖
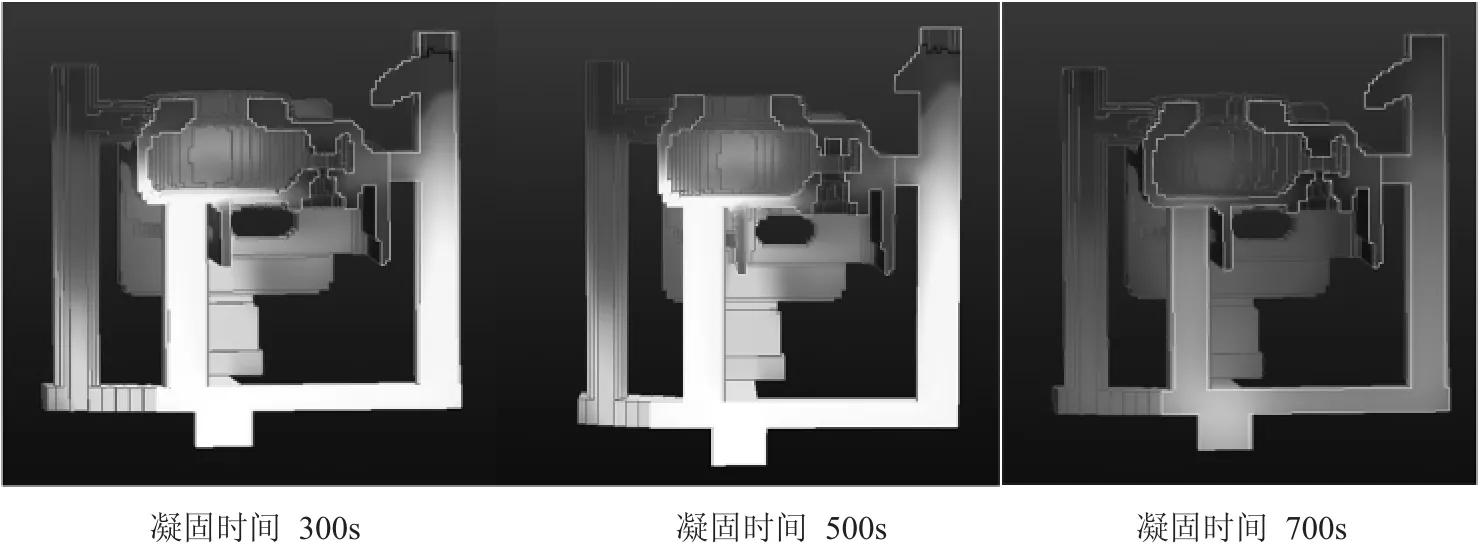
圖8 計(jì)算機(jī)數(shù)值模擬

圖9 鑄件加工后示意圖
此工藝生產(chǎn)出的鑄件經(jīng)過X 光實(shí)時(shí)成像檢測(cè)及機(jī)加工,鑄件軸孔處無任何鑄造缺陷,截止目前為止已經(jīng)生產(chǎn)500 余件,質(zhì)量穩(wěn)定(批量合格品見圖10)。
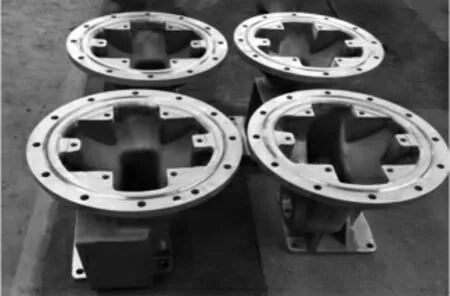
圖10 批量合格品
3 結(jié)論
(1)選用熱導(dǎo)率大的材質(zhì)冷鐵,在鑄件凝固冷卻過程中潛熱能夠順利的散失出去,能夠有效的建立起溫度梯度,利于鑄件實(shí)現(xiàn)順序凝固。
(2)根據(jù)鑄件結(jié)構(gòu)合理設(shè)置工藝補(bǔ)貼,能夠有效加強(qiáng)凝固過程中鋁液的補(bǔ)縮效果。
(3)通過減少加工余量,有效的增加加工表面的致密層厚度,降低重要加工面組織不致密的風(fēng)險(xiǎn)。
猜你喜歡
《學(xué)習(xí)方法報(bào)》歷史中考版(2023年21期)2023-11-09 07:40:38
數(shù)學(xué)小靈通(1-2年級(jí))(2020年9期)2020-10-27 03:24:18
山東冶金(2019年6期)2020-01-06 07:45:54
當(dāng)代貴州(2019年41期)2019-12-13 09:28:56
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
中國共青團(tuán)(2015年7期)2015-12-17 01:24:38
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2014年2期)2014-04-02 08:50:44
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
