兩種鋁/鋼組合(1060/Q235 和1060/SUS304)的攪拌摩擦釬焊組織與性能對比研究
2020-02-06 12:52:00楊小輝張貴鋒張建勛
精密成形工程 2020年1期
楊小輝,張貴鋒,張建勛
(西安交通大學 材料科學與工程學院 金屬材料強度國家重點實驗室,西安 710049)
攪拌摩擦焊(Friction Stir Welding,簡稱FSW)是英國焊接研究所(TWI)在1991年發(fā)明的一項新型焊接技術[1—2],突出之處在于能實現(xiàn)板材的摩擦焊。異種金屬的FSW 可分為攪拌摩擦對接焊和攪拌摩擦搭接焊,對于異種板材的對接焊,如下兩項工藝原則已被廣泛接受:①母材“前硬后軟”的放置原則,即要求較硬的母材放置于前進側,較軟的母材放置于后退側;② 攪拌針應設置偏移量(off set),即要求偏向較軟母材一側,以防工具磨損、攪拌區(qū)溫度過高、IMC 過厚[3—7]。相對于攪拌摩擦對接焊來說,攪拌摩擦搭接焊更困難,主要在于:①不充分的氧化膜分散轉移以及不充分的上下母材的垂直混合;② 有效接合區(qū)域小,即搭接接頭的有效接合區(qū)域主要是針下區(qū)域,該區(qū)域面積遠小于攪拌頭肩的面積;③底板更高的金屬流動應力,即底板通常具有更高的屈服強度,相較于較軟的上板金屬,其產(chǎn)生金屬流動需要的臨界溫度更高;④ 一些焊接缺陷,如空洞(Void)、隧道(Channel 或者Tunnel)、金屬間化合物(IMCs)以及鉤(Hook)。為解決以上問題以及避免針的磨損、斷裂等突出現(xiàn)象,西安交通大學張貴鋒等[8]開發(fā)了一種新型的攪拌摩擦焊技術——攪拌摩擦釬焊(Friction Stir Brazing,簡稱FSB)。
如圖1 所示為攪拌摩擦釬焊原理示意圖,此項技術使用的是無針攪拌頭,并在搭接的異種金屬之間預置一層Zn 釬料。無針工具的使用有效避免了焊后匙孔(Keyhole)、斷針及針的磨損、鉤狀缺陷,也獲得了比傳統(tǒng)FSW 更大的焊接面積;旋轉的軸肩既作為施力裝置又作為熱源,旋轉軸肩熱力的聯(lián)合作用下使得釬料溶解、流動與填充;在力的作用下氧化膜隨液相被擠出并擴大結合面積,利用“冶金反應(溶解-擠出-擴散)”代替“塑性流動”來實現(xiàn)焊接,從而可降低了搭接接頭對界面處塑性變形及通過塑性流動實現(xiàn)上下界面混合的苛求[9—12]。
圖1 攪拌摩擦釬焊技術示意圖[12]Fig.1 Schematic diagram of friction stir brazing technology
目前FSB 已經(jīng)被應用于鋁/鋼[13]、鋁/銅[13—14]、鋁/鈦[15]等異種金屬焊接。FSB 的要點在于:①采用無針工具以消除匙孔、硬質(zhì)母材對針的磨損與鉤缺陷;② 焊前預置能與鋁母材發(fā)生共晶反應的釬料(如Zn),利用釬料/母材共晶反應所得液相的易流動性與易擠出性,使氧化膜隨共晶液相被擠出,既改善去膜效果,又大幅拓展焊接面積。本研究致力于大直徑攪拌摩擦釬焊(FSB)的去膜機制以及釬料對鋁/鋼層狀復合材料組織與性能的影響。
為進一步探尋采用無針工具工況下的界面氧化膜的有效破除思路,文中使用大直徑(40 mm)的無針攪拌頭,針對1060/Q235 和1060/SUS304 兩種組合,對比了加入釬料與未加入釬料情況下的接頭組織與性能。
1 材料與方法
選用較軟的1060 作為上板,進行1060/Q235 和1060/SUS304 兩種組合的FSB 實驗與不放釬料的無針FSW 對比。其中1060,Q235,SUS304 母材厚度都為3 mm,長100 mm,寬60 mm。釬料選用純0.03 mm厚Zn 箔片。采用H13(4Cr5MoV1Si)熱作模具鋼材質(zhì),Φ40 mm 大直徑無針攪拌頭在大氣環(huán)境下施焊。焊接試驗前,首先用砂紙打磨待焊板材的表面以去除氧化膜,再用酒精清潔使其露出清潔的金屬表面,然后進行1060/Q235 和1060/SUS304 的搭接工藝試驗,其中焊接參數(shù)為1500 r/min-190 mm/min-2°-0.7 mm(壓入深度)。焊接接頭的剪切性能依據(jù)GB/T 6396—2008 進行試驗。
2 結果與討論
2.1 宏觀外觀
從圖2 可觀察到FSB 焊后接頭宏觀外觀,焊后未發(fā)生鋁母材與攪拌頭軸肩的粘連、扭裂等表面成形缺陷。焊后的宏觀照片可見,相對于后退側來說在末端前進側的前推變形很明顯,這是因為攪拌頭是在高速旋轉的同時前移,因此攪拌頭和工件產(chǎn)生相對運動,因此攪拌頭對工件產(chǎn)生力學作用,在前進側軸肩旋轉的切線方向和焊接方向一致會帶動母材往前移動,在焊道末端沒有阻擋作用,因此變形比后退側明顯,因為前推能產(chǎn)生塑性變形,因此也能起到破除鋁表面氧化膜、改善界面潤濕性的作用。
2.2 1060/Q235 界面組織
圖3 和圖4 分別為1060/Q235 加釬料和未加釬料組合的FSB 接頭界面組織背散射圖像,焊接參數(shù)為1500 r/min-190 mm/min-2°-0.7 mm(壓入深度)。從圖3b 和3c 可以觀察到,在界面處已看不到Zn 的存在,從圖3a 在邊緣處能看到Zn 箔已熔化并以Zn-Al 共晶的形式被擠出。在界面處生成一層連續(xù)的、厚度大約為13 μm 左右IMC 層,靠近Al 側為FeAl3靠近鋼側為Fe2Al5,在鋁的一側能看到有嵌入的IMC 顆粒,在邊緣的前進側與后退側分別出現(xiàn)了長達12 mm 與9 mm 的平行于界面的裂紋。在圖4 中未觀察到連續(xù)的金屬間化合物,且界面不致密,在鋁的一側有氧化物的存在。

圖2 FSB 接頭宏觀外觀Fig.2 Macro appearance after friction stir brazing
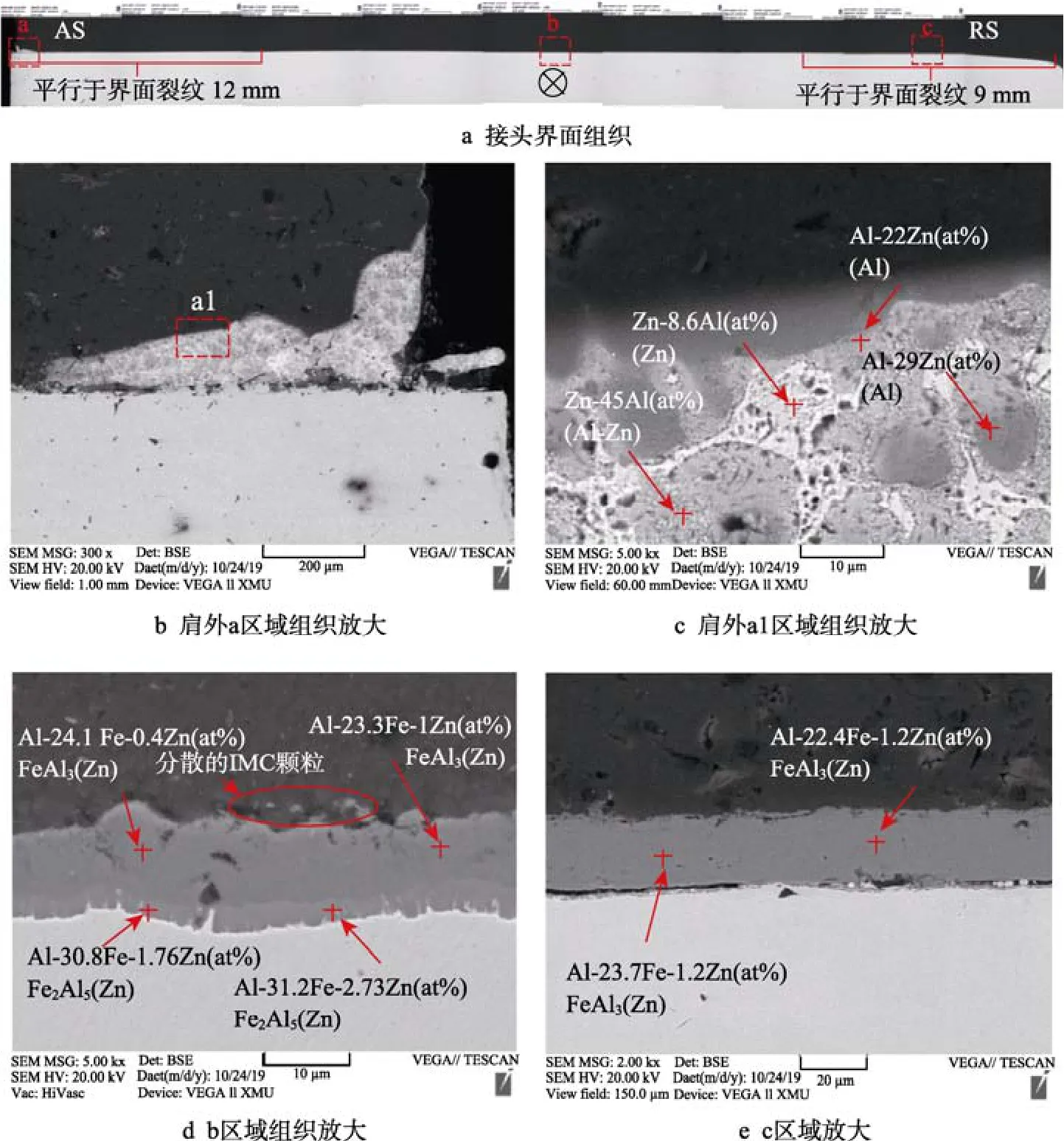
圖3 1060/Zn/Q235 組合的FSB 接頭界面組織(1500 r/min)Fig.3 Interface structure of friction stir brazed joint with 1060/Zn/Q235 (1500 r/min)
在圖3 可以觀察到有連續(xù)的IMC 層生成,這說明鋁和鋼之間的氧化膜已被清除,潔凈的鋁鋼表面已經(jīng)互相接觸,而且在上側的鋁中能觀察到嵌入的IMC顆粒,說明在無針攪拌頭的機械扭轉作用下,鋼表面的氧化膜已破碎,由此在攪拌頭的帶動下IMC 顆粒嵌入到了鋁中。
根據(jù)圖3a 在試樣的邊緣處觀察到Zn-Al 共晶,說明鋁側的氧化膜已經(jīng)隨著Zn-Al 共晶液相在攪拌頭的鍛壓作用下擠出,攪拌頭的扭轉主要體現(xiàn)在以下兩個方面:①機械破碎鋼(微剪切)表面的氧化膜,為冶金反應提供擴散通道;② 對Zn-Al 共晶液相的流動起到推動作用(在鍛壓力的聯(lián)合作用下)。而在圖4 由于沒有釬料的加入,鋁側的氧化膜僅靠攪拌頭帶動鋁的塑性流動很難破除,但在中心位置也能觀察到較少的FeAl3IMC,這說明僅在攪拌頭的機械扭轉作用下鋁/鋼兩側的氧化膜能破除少部分,因此在氧化膜破除的部分生成了金屬間化合物,而大部分氧化膜未能有效清除,這恰恰反映了力學效應與冶金效應相互促進對破碎并分散Al 側氧化膜的必要,因此說明釬料的加入在FSB 過程中是很重要的一個環(huán)節(jié)。

圖4 無釬料1060/Q235 組合的FSB 接頭中心區(qū)界面組織(1500 r/min)Fig.4 Interface structure of central zone of friction stir brazed joint without solder 1060/Q235 (1500 r/min)
圖5 為1060/Q235 加釬料組合的FSB 接頭界面組織背散射圖像,焊接參數(shù)為950 r/min-190 mm/min-2°-0.7 mm(壓入深度)。可以看出在其他參數(shù)不變時,隨轉速從1500 r/min 降低為950 r/min,界面IMC 從13 μm 左右降低為8 μm 左右。在Al 側可以看到有分散的含IMC 顆粒,說明轉速為950 r/min 時,在攪拌頭的扭轉作用也足以破碎鋼表面的氧化膜,因此使得IMC 顆粒嵌入到Al 中。
2.3 1060/SUS304 界面組織
圖6 和圖7 分別為1060/SUS304 加釬料和未加釬料組合的FSB 接頭界面組織背散射圖像,焊接參數(shù)為1500 r/min-190 mm/min-2°-0.7 mm(壓入深度)。從圖6 可以觀察到在界面處已看不到Zn 的存在,在邊緣處能看到Zn 箔已熔化并以Zn-Al 共晶的形式被擠出,在界面處生成一層連續(xù)的厚度大約為5 μm 的Al3(Fe,Cr)IMC 層,但出現(xiàn)平行于界面裂紋(整個寬度范圍內(nèi))和垂直于界面的裂紋,說明此IMC 層相對1060/Q235 界面的IMC 來說更脆,其對熱應力更敏感。在圖3 中未觀察到明顯的金屬間化合物。

圖5 1060/Zn/Q235 組合的FSB 接頭中心區(qū)域界面組織(950 r/min)Fig.5 Interface structure of central zone of friction stir brazed joint with solder 1060/Zn/Q235 (950 r/min)
相對于1060/Q235 組合來說,1060/SUS304 在加入Zn 釬料的情況下,共同點在于有連續(xù)的IMC 層生成,只是厚度不同。這說明不銹鋼側的氧化膜相對于Q235 來說更難破除(在其他條件相同時)。在鋁側也有IMC 顆粒的嵌入,以及在試樣邊緣也有Zn-Al 共晶液相的擠出。
2.4 接頭力學性能
圖8 為抗剪強度數(shù)據(jù),根據(jù)以上分析,強度主要與界面氧化膜的去除效果和IMC 的厚度有關,在加入Zn 釬料的情況下界面氧化膜去除效果較好,因此平均強度高,轉速為1500 r/min 時1060/Q235 組合添加釬料和未添加釬料時平均抗剪強度分別為33.6 MPa和17.4 MPa,1060/SUS304 組合添加釬料和未添加釬料時平均抗剪強度分別為25.1 MPa 和9.7 MPa。
在其他條件相同時1060/Q235 組合比1060/SUS304 組合的平均強度更高,這是因為Q235 去膜難度比304 更低,而且1060/304 組合(添加釬料)出現(xiàn)平行于界面裂紋(整個寬度范圍內(nèi))和垂直于界面的裂紋,表明其對熱應力更敏感。當轉速為950 r/min時,1060/Q235 組合添加釬料平均抗剪強度為42.5 MPa。在其他參數(shù)不變時隨著轉速的降低,由于熱輸入降低,因此IMC 的厚度會降低,因此抗剪強度會升高。而在未加入釬料時由于SUS304 的氧化膜更難去除,因此1060/SUS304 組合比1060/Q235的強度低。
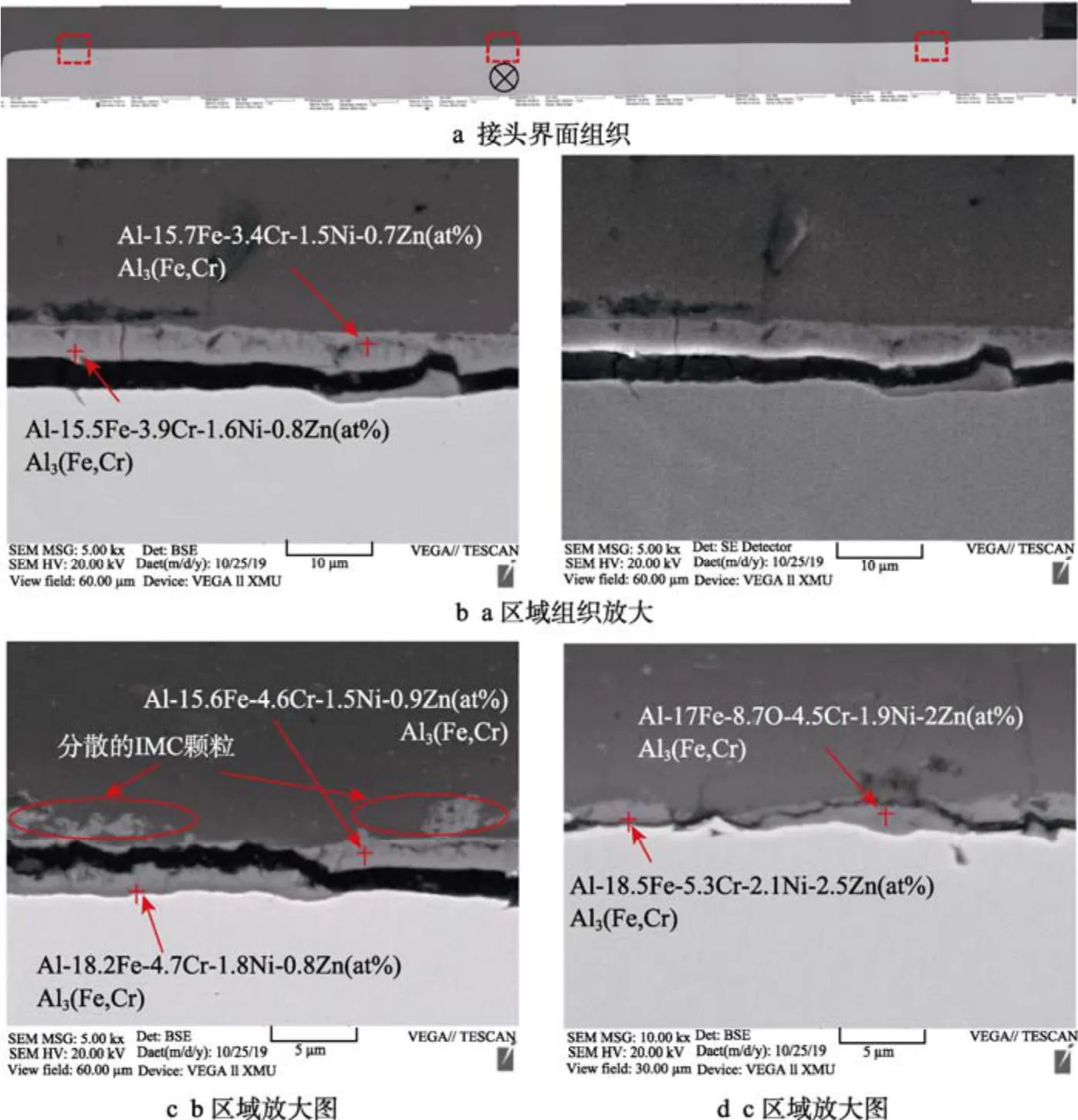
圖6 1060/Zn/SUS304 組合的FSB 接頭界面組織(1500 r/min)Fig.6 Interface structure of friction stir brazed joint with 1060/Zn/SUS304 (1500 r/min)
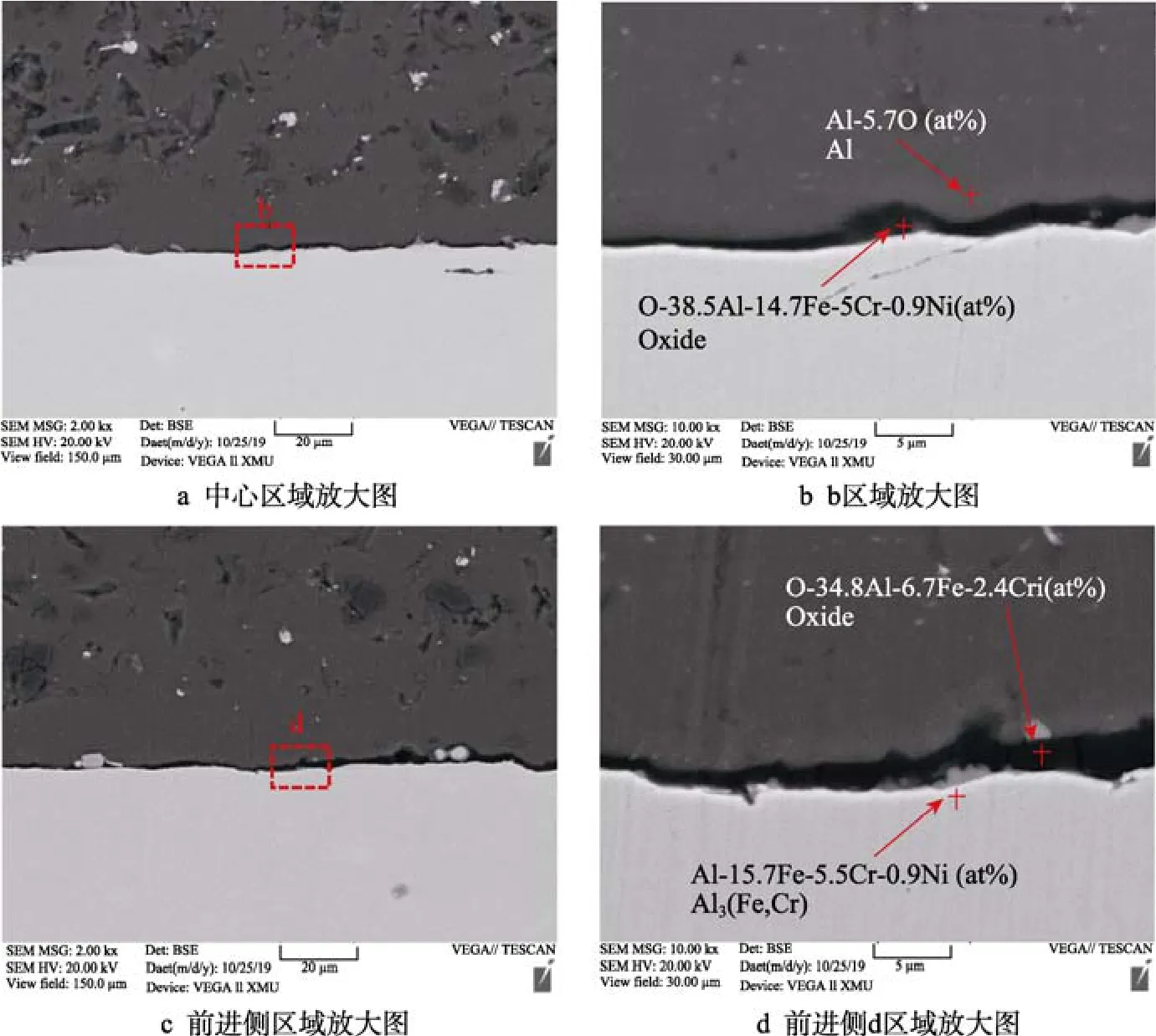
圖7 無釬料1060/SUS304 組合的FSB 接頭界面組織(1500 r/min)Fig.7 Interface structure of friction stir brazed joint without solder (1500 r/min)
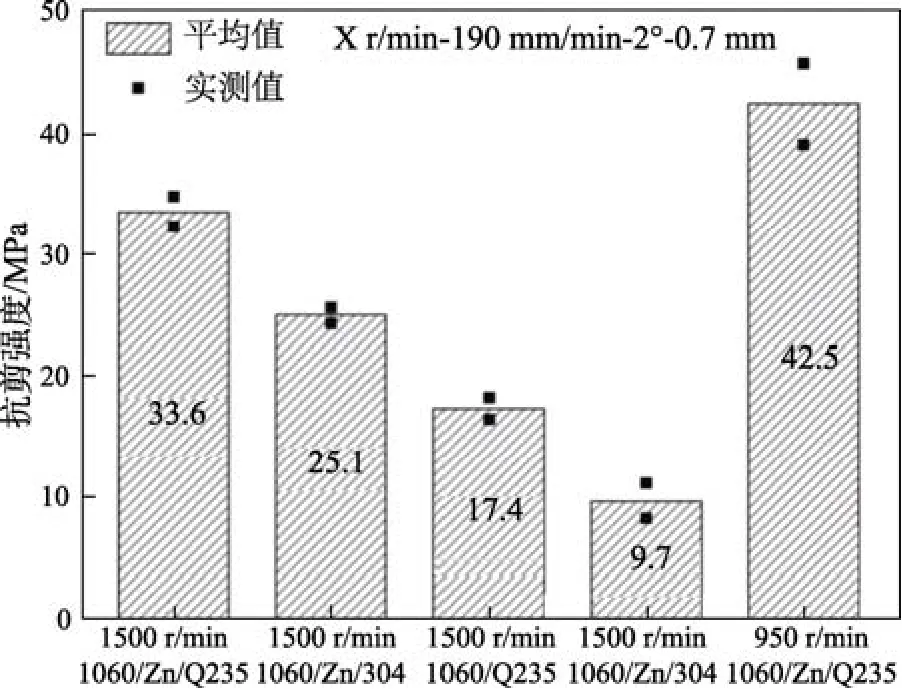
圖8 不同組合與有無釬料FSB 接頭強度對比Fig.8 Strength comparison of FSB joints with different couples and with or without solder
2.5 FSB 過程攪拌頭力學效應以及對組織的影響
根據(jù)以上實驗結果,組織和去除氧化膜主要有以下特點:①在大氣環(huán)境下也能有較好的潤濕性;②界面由金屬間化合物層以及IMC 顆粒與鋁復合材料層組成;③攪拌頭的扭轉作用破除鋼表面的氧化膜,為潔凈的母材提供接觸可能,以及提供擴散通道;④驅動液相釬料流動。
可以看出攪拌頭的力學作用對組織形態(tài)有著重要的影響,主要有:①鍛壓力,主要是傾斜的攪拌頭在焊接過程中的軸向分力和母材的彈性膨脹(傾斜的攪拌頭對于鍛壓力至關重要);② 扭轉,主要是高速旋轉的攪拌頭提供的扭轉作用,能破碎鋼側的氧化膜;③前推,攪拌頭前移和工件產(chǎn)生相對運動,因此攪拌頭對工件產(chǎn)生力學作用,也能起到破膜、改善界面潤濕性的作用。
3 結論
1)Al/Q235 和Al/SUS304 組合在加釬料進行FSB時都在界面生成了IMC 層,其厚度分布均勻,前者厚度為13 μm 左右,后者5 μm 左右(焊接參數(shù)為1500 r/min-190 mm/min-2°-0.7 mm)。該結果表明,一方面,F(xiàn)SB 能有效去除堅硬鋼基板表面的氧化膜,即使是氧化膜致密的不銹鋼基板,F(xiàn)SB 也能破除其表面的氧化膜;另一方面,Al/SUS304 組合界面IMC 的生長較Al/Q235 明顯緩慢。
2)Al/Q235 和Al/SUS304 組合在未加釬料時,兩種組合都沒能生成連續(xù)的金屬間化合物層,而且在鋁側的氧化膜未能去除,但是前者組合生成了的部分IMC,后者幾乎不能觀察到IMC,這說明了304 不銹鋼的破膜難度高于Q235。兩種添加和未加釬料的組合的對比,也證明了釬料有助于破除Al 表面的氧化膜,并促進Al 的擴散與IMC 的連續(xù)化與增厚。
3)在 FSB 裂紋位置與所占比例方面,雖然Al/SUS304 組合界面IMC 厚度薄,但整個寬度范圍內(nèi)出現(xiàn)了平行于界面的裂紋;Al/Q235 組合僅在中心區(qū)域未出現(xiàn)裂紋,但在邊緣的前進側與后退側分別出現(xiàn)了長達12 mm 與9 mm 的平行于界面的裂紋。基于FSB 的優(yōu)異去膜能力,說明對于異種金屬焊接來說FSB 很具有應用價值,但焊接參數(shù)有待于進一步優(yōu)化。
4)攪拌頭對工件的力學作用可以分為鍛壓、扭轉、前推3 種。3 種力學與冶金的聯(lián)合作用使得界面的氧化膜能有效去除,而且在鋁側出現(xiàn)的分散IMC顆粒說明了Φ40 mm 的攪拌頭對于扭轉-微剪切作用的加強。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
當代陜西(2020年13期)2020-08-24 08:22:02
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術與機床(2017年5期)2018-01-19 02:49:17
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
金秋(2017年4期)2017-06-07 08:22:16
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
