鞍鋼1580 mm熱軋線寬度精度研究
2020-02-19 08:40:50賀亮李秋鶴王存何士國王杰王剛
鞍鋼技術(shù) 2020年1期
賀亮,李秋鶴,王存,何士國,王杰,王剛
(1.鞍鋼股份有限公司鲅魚圈鋼鐵分公司,遼寧 營口115007;2.營口理工學(xué)院機(jī)械與動力工程系,遼寧 營口115014)
近年來熱軋產(chǎn)品日趨完善,產(chǎn)品規(guī)格和品種不斷擴(kuò)展,產(chǎn)品競爭愈演愈烈,對寬度精度的要求也越來越高[1]。熱軋產(chǎn)品寬度精度對產(chǎn)線成材率和下游用戶的原料利用率都有較大影響,也是影響產(chǎn)線成本和客戶滿意度的重要指標(biāo)。國內(nèi)大部分熱軋產(chǎn)線沒有原料板坯寬度檢測設(shè)備,當(dāng)連鑄機(jī)調(diào)寬或拉速發(fā)生變化時(shí),無法保證板坯寬度在公差范圍內(nèi),造成板坯出現(xiàn)超寬、窄尺、楔形坯等問題,影響產(chǎn)品寬度精度。為消除板坯寬度尺寸異常的影響,需要對板坯寬度進(jìn)行實(shí)際測量,增加測寬設(shè)備。鞍鋼股份有限公司鲅魚圈1580熱連軋生產(chǎn)線于2008年9 月投產(chǎn),配有定寬壓力機(jī) SP(Sizing Press)、立輥軋機(jī) E1(Edger Mill 1)、立輥軋機(jī) E2(Edger Mill 2)以及精軋機(jī)前立輥軋機(jī)F1E(Front Edger Mill of F1 Finishing Mill)4套控寬設(shè)備。在十年的生產(chǎn)過程中,雖然工藝技術(shù)水平不斷提高,但時(shí)常出現(xiàn)寬度精度異常現(xiàn)象,導(dǎo)致產(chǎn)線工序成本增加。因此,針對鞍鋼1580熱連軋生產(chǎn)線出現(xiàn)的寬度精度問題,進(jìn)行分析研究,并提出相應(yīng)的解決辦法。
1 寬度精度異常的原因分析
1.1 整卷寬度異常
整卷寬度異常通常為成品鋼卷縱向超寬或窄尺,該現(xiàn)象在寬度異常中占47%,主要發(fā)生在SP定寬壓力機(jī)不投入使用的情況下。產(chǎn)生的原因主要有:
(1)來料板坯尺寸超標(biāo)。來料的外形尺寸直接影響產(chǎn)品的寬度精度[2],當(dāng)成品寬度與原料寬度相差小于50 mm時(shí),立輥軋機(jī)的工作能力可以滿足減寬量的要求;當(dāng)成品寬度與原料寬度相差大于50 mm時(shí),SP定寬壓力機(jī)不投入使用,起不到對來料重新定尺的作用,生產(chǎn)時(shí)因上道工序規(guī)格調(diào)寬、性能改判、精度超差等原因出現(xiàn)楔形坯、改判坯、調(diào)寬坯等問題,導(dǎo)致來料板坯尺寸超標(biāo),直接影響成品寬度。通過立輥軋機(jī)的負(fù)荷和電流可以觀察來料板坯狀態(tài),從而對成品進(jìn)行反向追溯。
(2)設(shè)備精度不足。在某一特定時(shí)期內(nèi)設(shè)備精度會保持相對穩(wěn)定,此時(shí),應(yīng)給予相應(yīng)的給定補(bǔ)償或間隙補(bǔ)償,從而保證設(shè)備精度的可控性。但相比于水平軋機(jī)的自動偏差校核,1580線立輥軋機(jī)標(biāo)定采取的是測量延伸條中心點(diǎn)到軋輥輥面距離的方法,需要人工作業(yè),人為誤差較大,精度不足。
1.2 頭部寬度異常
頭部寬度異常主要體現(xiàn)在頭部窄尺,在寬度異常中占26%,該現(xiàn)象多發(fā)于薄材和難軋材。軋制薄材或難軋材時(shí)精軋機(jī)需要有一定的張力以保證能夠穩(wěn)定穿帶[3],因板型控制、側(cè)彎控制及趨勢控制不合理等原因時(shí)而造成穿帶不穩(wěn)定,此時(shí)通過干預(yù)活套的方式進(jìn)行控制,秒流量相等原則被破壞,從而造成頭部窄尺。
1.3 尾部寬度異常
尾部寬度異常主要體現(xiàn)在尾部超寬,在寬度異常中占18%,該現(xiàn)象多發(fā)于寬度小于1 m的窄規(guī)格品種。由于受板坯坯型限制,窄規(guī)格品種多使用1 060 mm或960 mm的板坯,在軋制時(shí),SP定寬機(jī)給定側(cè)壓量較大,板坯滲透性不好,易使變形不均勻;而立輥軋機(jī)軋制時(shí)出現(xiàn)尾部單側(cè)上翹,造成尾部側(cè)壓失效,經(jīng)水平軋機(jī)軋制后變成有效寬展。
1.4 其他
其他寬度異常問題占9%,分析后為測寬儀故障、控制系統(tǒng)故障、人為操作失誤等偶發(fā)性問題,這里不做討論。
2 寬度精度控制的優(yōu)化措施
2.1 增加SP定寬機(jī)導(dǎo)位寬度校驗(yàn)程序
SP定寬機(jī)導(dǎo)位位于爐后除鱗箱后,一般在板坯變形前對來料原有尺寸進(jìn)行校驗(yàn),且SP定寬機(jī)導(dǎo)位結(jié)構(gòu)簡單、維護(hù)方便。原設(shè)計(jì)SP定寬機(jī)導(dǎo)位只起到板坯對中作用,將板坯夾持到對中位置后,打開至設(shè)定位置,但并不能起測寬作用。因此,為了使SP定寬機(jī)具有測寬功能,建立了邏輯判斷程序,反饋SP定寬機(jī)的導(dǎo)位開口度B1,與二級計(jì)算機(jī)給定的設(shè)定板坯寬度B2進(jìn)行差值計(jì)算,若差值ΔB在20~25 mm,可認(rèn)定為板坯熱狀態(tài)和冷狀態(tài)尺寸差;若差值超過此范圍,判斷為板坯尺寸異常。SP定寬機(jī)導(dǎo)位寬度測量流程如圖1所示。
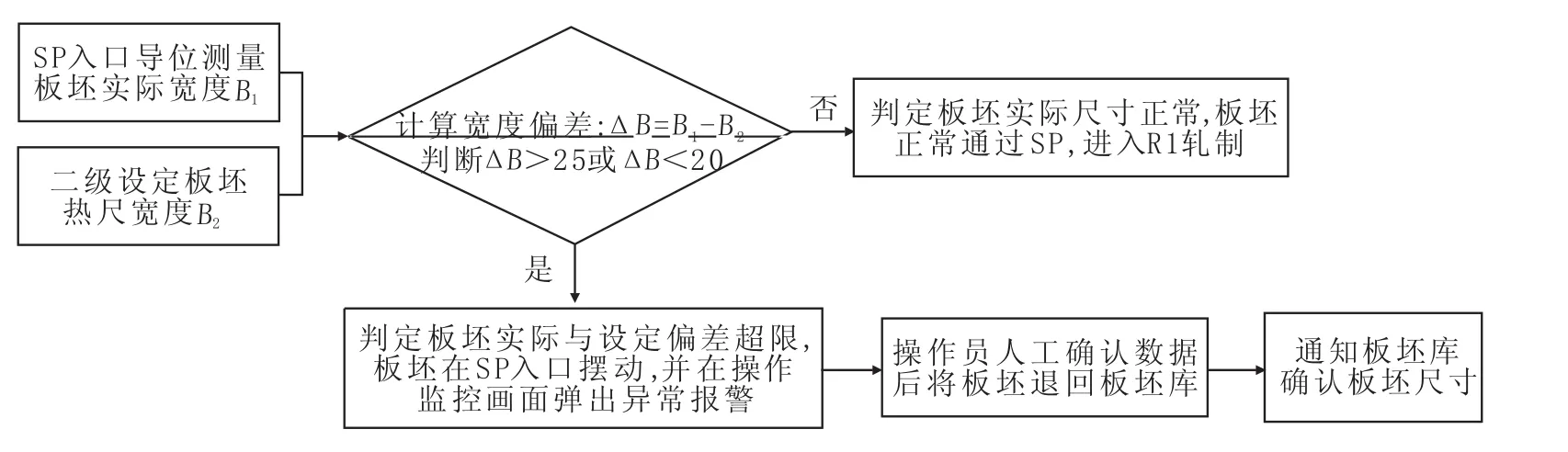
圖1 SP定寬機(jī)導(dǎo)位寬度測量流程Fig.1 Measurement Flow for Guide Width of SP
SP定寬機(jī)導(dǎo)位寬度測量操作臺畫面如圖2所示。在操作臺畫面中增加超差原料的紅色報(bào)警(!BAR WIDE ANNORMALL),報(bào)警時(shí)閃爍顯示,并作為SP定寬機(jī)的進(jìn)鋼條件。當(dāng)判斷為“是”時(shí),超差原料在SP定寬機(jī)前循環(huán)擺動,限制SP定寬機(jī)進(jìn)鋼,現(xiàn)場作業(yè)人員對照軋制數(shù)據(jù),確認(rèn)板坯寬度異常后停止軋制,將板坯送回至板坯庫,可有效避免異常寬度原料的生產(chǎn)軋制及因?qū)挾犬惓.a(chǎn)生的成品寬度封鎖。
通過提高SP定寬機(jī)導(dǎo)位對中夾持力,保證板坯被平行夾持,導(dǎo)位夾持在最小位置保持1 s,達(dá)到夾持力反饋值后,將導(dǎo)位磁尺檢測的導(dǎo)位開口度作為板坯熱尺的實(shí)際寬度值。SP定寬機(jī)導(dǎo)位寬度測量的行程曲線如圖3所示。
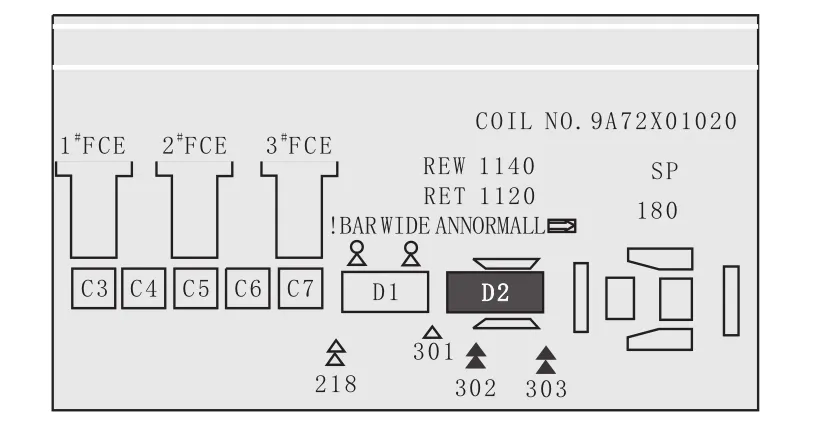
圖2 SP定寬機(jī)導(dǎo)位寬度測量操作臺畫面Fig.2 Console Screen for Width Measurements on SP
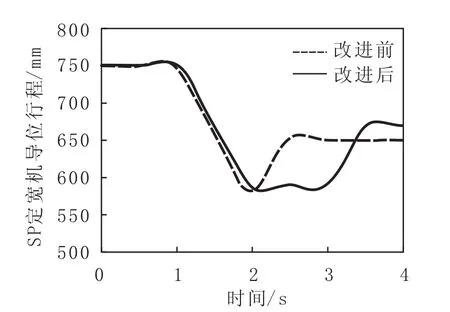
圖3 改進(jìn)前后SP定寬機(jī)導(dǎo)位寬度測量的行程曲線Fig.3 Stroke Curves of Guide Width Measurements of SP before and after Improvement
2.2 優(yōu)化立輥軋機(jī)標(biāo)定方法
粗軋立輥軋機(jī)的初始輥縫和校驗(yàn)輥縫對成品寬度有決定性影響。
立輥軋機(jī)標(biāo)定方式示意圖見圖4。
原立輥軋機(jī)標(biāo)定方法,立輥標(biāo)定輥縫測量值SD為:

式中,SD為立輥標(biāo)定輥縫測量值;d1為延伸條測量值;d2為延伸條與立輥輥面的最小值;D為立輥輥徑。
原立輥軋機(jī)標(biāo)定方式將輥面至延伸條的測量值作為標(biāo)定值,立輥軋機(jī)孔型槽底的磨損最為嚴(yán)重,如果軋輥材質(zhì)中組織不均勻,那么磨損的程度也會出現(xiàn)較大的差別[4],從而存在明顯缺陷,導(dǎo)致尋找延伸條與輥面的最小值的人為誤差大,同時(shí)設(shè)備磨損也會造成初始輥縫偏差較大。
優(yōu)化后的立輥軋機(jī)標(biāo)定方法,立輥標(biāo)定輥縫測量值SD為:

式中,d3為延伸條中心線與立輥中心的測量值。
通過對設(shè)備的考量評估,在軸承上找到立輥中心線,通過輔助工具即可完成對數(shù)值的測量,且測量方便,數(shù)值準(zhǔn)確,安全系數(shù)高。
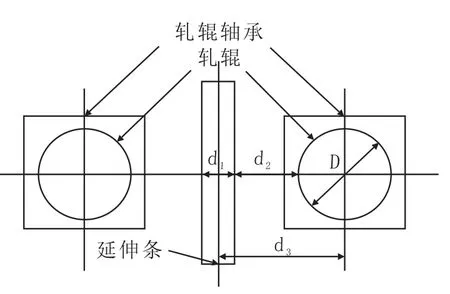
圖4 立輥軋機(jī)標(biāo)定方式示意圖Fig.4 Schematic Diagram of Calibration Method for Vertical Rolling Mill
2.3 優(yōu)化二級程序控制
(1)統(tǒng)一帶鋼寬度控制標(biāo)準(zhǔn)。立輥使用過程中由于磨損,其表面狀態(tài)、輥徑和輥槽寬度不斷變化[5],可通過手動修正寬度余量解決。原有標(biāo)準(zhǔn)根據(jù)鋼種要求設(shè)置了不同的寬度余量,控制中需要人為不斷地改變控制余量。通過區(qū)分鋼種規(guī)格,修改系統(tǒng)余量,固定操作人員的控制余量,避免發(fā)生人為錯(cuò)誤,二級系統(tǒng)寬度控制優(yōu)化表如表1所示。
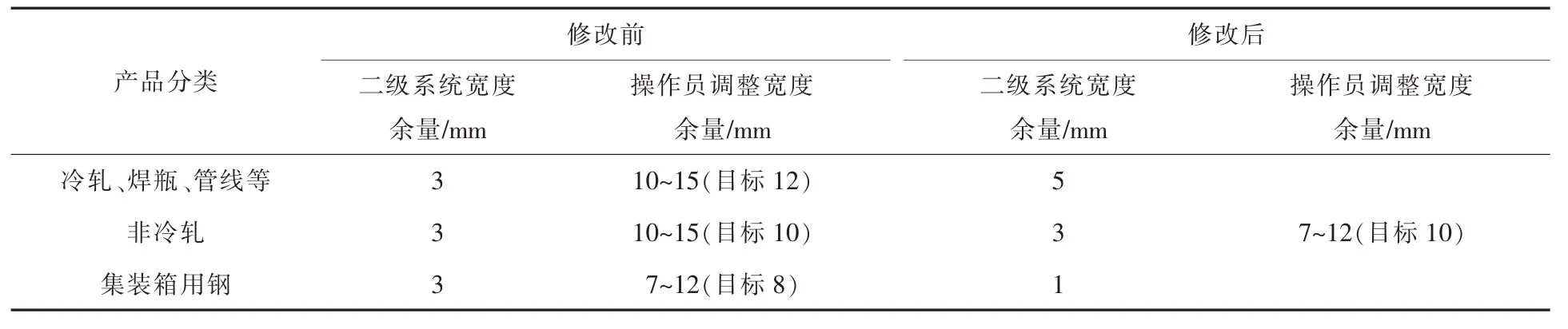
表1 二級系統(tǒng)寬度控制優(yōu)化表Table 1 Optimization Table for Width Control by Level 2 System
(2)優(yōu)化粗軋二級寬度數(shù)學(xué)模型。考慮到精 軋機(jī)在軋制薄材、難軋材時(shí)的張力控制情況,優(yōu)化粗軋立輥E1/E2階躍響應(yīng)速度、頭尾短行程量。測量現(xiàn)場實(shí)際帶鋼窄尺位置、長度后,按照體積不變定律L1*B1*H1=L2*B2*H2,計(jì)算板坯粗軋立輥軋制時(shí)各道次咬入前的頭部窄尺位置,根據(jù)PDA曲線分析立輥頭尾短行程階躍響應(yīng)的速度及短行程的動作量,依據(jù)計(jì)算出的頭部窄尺位置優(yōu)化立輥階躍響應(yīng)速度、頭部短行程量,保證精軋頭部軋制時(shí)有足夠的寬度余量,降低因頭部拉鋼造成的寬度拉窄量。例如,根據(jù)原理反推Q235B鋼種頭部窄尺情況如圖5所示,根據(jù)成品寬度實(shí)際測量值推算生產(chǎn)時(shí)寬度余量與時(shí)間的模型如圖5(a),大致分為-8 mm、-5 mm、-5 mm、-2 mm四個(gè)拉鋼階段,針對4個(gè)階段對AWC(自動寬度控制)進(jìn)行控制,1點(diǎn)余量為18 mm,2點(diǎn)余量為15 mm,3點(diǎn)余量15 mm,4點(diǎn)余量12 mm直至正常寬度余量10 mm,如圖 5(b)。
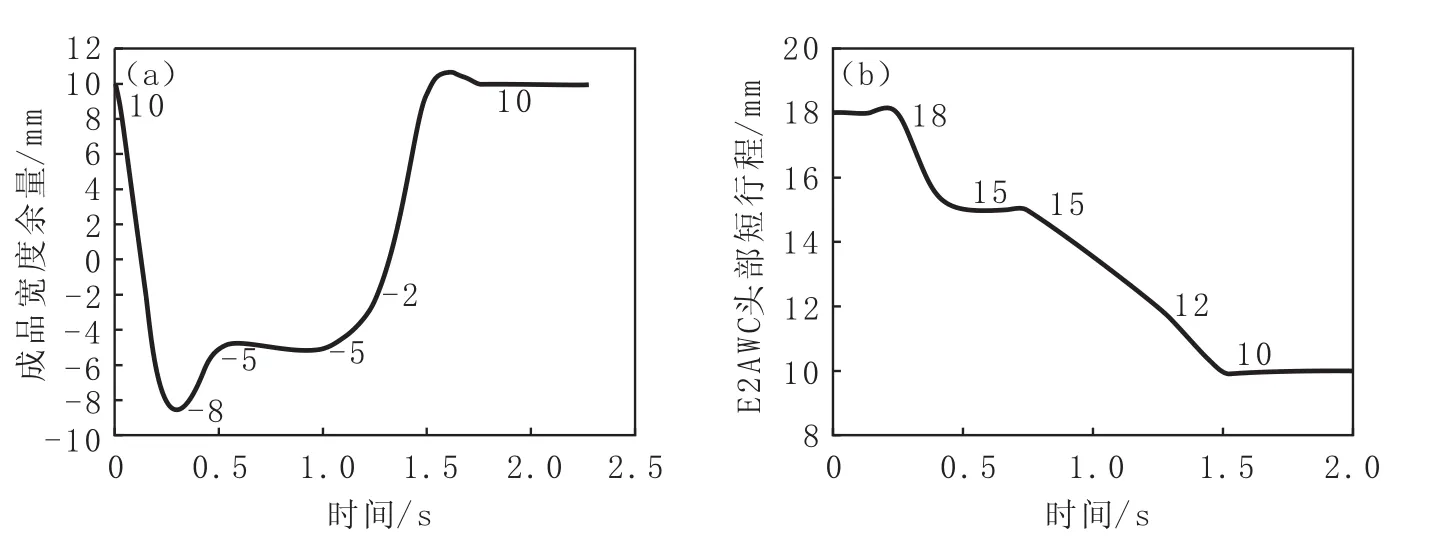
圖5 Q235B頭部窄尺余量控制情況Fig.5 Narrow-gauge Margin Control of Q235B Head
(3)優(yōu)化精軋前滑二級數(shù)學(xué)模型。根據(jù)一級、二級實(shí)時(shí)反饋數(shù)據(jù)分析各機(jī)架間穿帶時(shí)活套角度的變化,發(fā)現(xiàn)帶鋼頭部的相應(yīng)位置出現(xiàn)窄尺的原因是由于某機(jī)架間的張力過大,活套角度過低造成拉鋼。根據(jù)不同的支撐輥和工作輥周期的數(shù)據(jù),適當(dāng)調(diào)整前滑的二級模型學(xué)習(xí)值,在保證軋制穩(wěn)定的前提下,減小機(jī)架間張力,減少穿帶時(shí)因秒流量不匹配造成的拉窄風(fēng)險(xiǎn)[6]。例如軋制Q235B薄材時(shí)穿帶速度較快,易發(fā)生活套挑套的風(fēng)險(xiǎn),將前滑值降低約0.2%,可避免帶鋼頭部拉鋼造成的窄尺問題。
(4)優(yōu)化精軋各機(jī)架軋制力計(jì)算參數(shù)。機(jī)架間活套角度取決于軋機(jī)速度和本架軋機(jī)的出口厚度,二級數(shù)模設(shè)定的輥縫精度決定了各機(jī)架的出口厚度精度。二級數(shù)模軋制力的計(jì)算值直接影響軋機(jī)輥縫的設(shè)定,提高軋制力二級數(shù)模的計(jì)算精度,也就相應(yīng)的提高了軋機(jī)輥縫設(shè)定的精確度,保證機(jī)架間活套的角度,降低拉鋼風(fēng)險(xiǎn)。
(5)優(yōu)化粗軋區(qū)域立輥E1、E2寬度模型。將E1第一道次的壓下率減小5%,能夠防止立輥壓下量過大造成的尾部上翹問題,再將減小的壓下率分?jǐn)偟紼1第三道次3%、E2第一道次和第三道次各1%,以減少尾部超寬缺陷。
2.4 優(yōu)化生產(chǎn)組織模式和設(shè)備狀態(tài)
(1)優(yōu)化窄規(guī)格的生產(chǎn)計(jì)劃。當(dāng)成品寬度小于950 mm時(shí),SP定寬機(jī)測壓量不大于150 mm,以防止側(cè)壓后因板坯變形不滲透造成的板坯尾部變形不均勻,減少尾部超寬缺陷。鞍鋼1580熱軋線窄規(guī)格原料計(jì)劃匹配模型如表2所示。
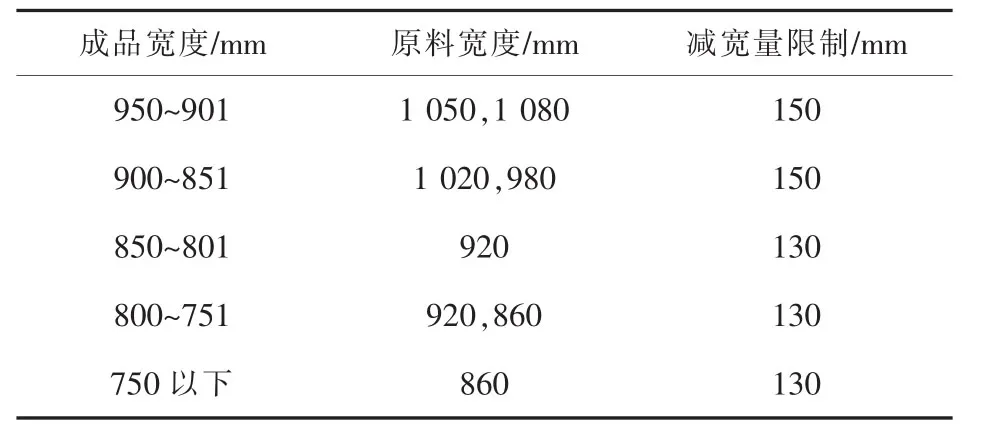
表2 鞍鋼1580 mm熱軋線窄規(guī)格計(jì)劃匹配模型Table 2 Narrow Gauge Plan Matching Model for Ansteel 1580 mm Hot-rolling Line
(2)優(yōu)化設(shè)備功能投入狀態(tài)。原設(shè)計(jì)的SP定寬機(jī)上導(dǎo)向輥在SP定寬壓力機(jī)側(cè)壓量小于150 mm時(shí)不投入使用。在軋制成品寬度小于950 mm時(shí),為了控制窄規(guī)格后半部上翹問題,并將這一限制解除,將導(dǎo)向輥的壓力值由原設(shè)計(jì)時(shí)10MPa增加到12MPa,并保持恒定,以防板坯尾部變形不均,造成上翹現(xiàn) 象,SP定寬機(jī)測壓量調(diào)整前后對比如圖6所示。
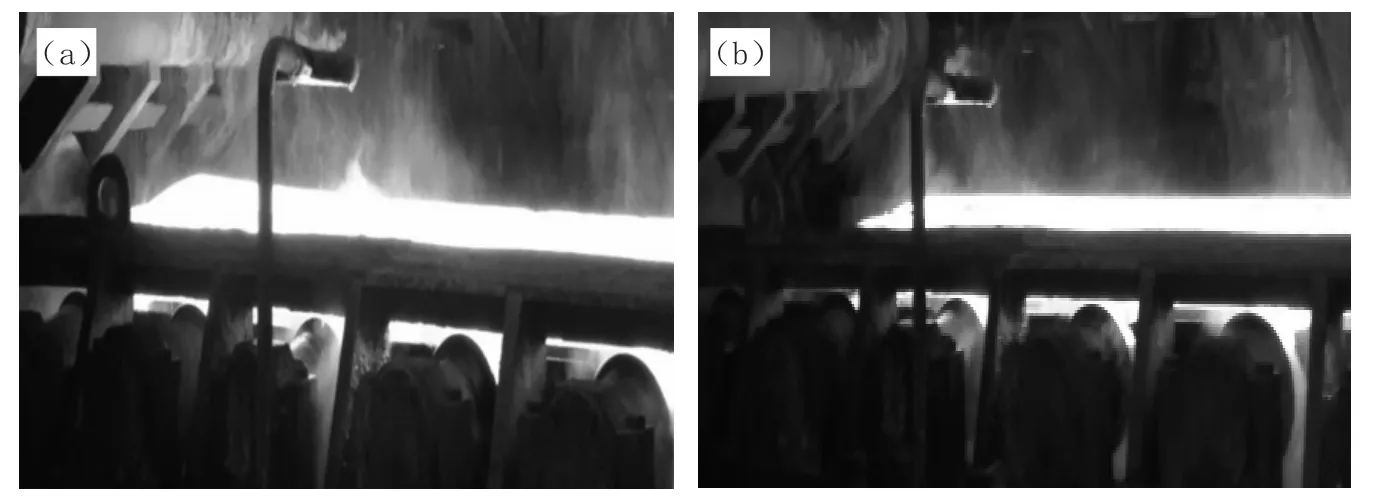
圖6 SP定寬機(jī)測壓量調(diào)整前后對比Fig.6 Comparison of Pressure Measurements of SP before and after Adjustment
3 優(yōu)化后取得的效果
優(yōu)化后的技術(shù)措施在鞍鋼1580熱連軋生產(chǎn)線上投入使用后,取得了良好的效果。寬度問題及采用措施的前后效果對比如表3所示,從表中可以看出,產(chǎn)品寬度精度總封鎖率由1.9%下降至0.505%。
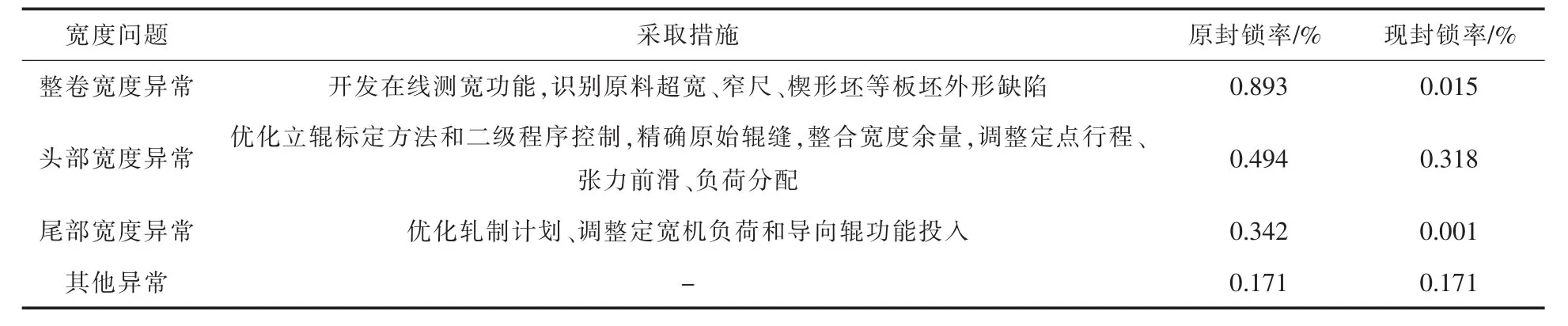
表3 寬度問題及采用措施的前后效果對比Table 3 Fault in Width and Effect Comparison before and after Adoption of Measures
4 結(jié)論
(1)影響鞍鋼1580熱軋生產(chǎn)線寬度精度的主要問題是:整卷超寬或超窄、頭部窄尺和尾部超寬。主要影響因素是:來料尺寸精度、設(shè)備標(biāo)定精度、二級數(shù)據(jù)模型和生產(chǎn)組織模式。
(2)通過研發(fā)SP定寬機(jī)導(dǎo)位寬度校驗(yàn)程序、優(yōu)化立輥軋機(jī)標(biāo)定方式、調(diào)整二級數(shù)學(xué)模型、優(yōu)化生產(chǎn)組織模式和設(shè)備狀態(tài),有效解決了鞍鋼1580熱軋生產(chǎn)線生產(chǎn)過程中出現(xiàn)的寬度精度異常問題。
(3)通過對寬度精度進(jìn)行優(yōu)化,產(chǎn)品寬度精度封鎖率由1.9%下降至0.505%,產(chǎn)線寬度精度得到了很大提升,降低了產(chǎn)線成本。
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
中學(xué)生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21