富銦高鐵閃鋅礦加壓浸出銦的動力學研究
2020-02-24 06:21:58羅文波范小林張后華
濕法冶金 2020年1期
關鍵詞:質量
羅文波,羅 勛,范小林,楊 彬,張后華,楊 勇
(貴州理工學院 材料與冶金工程學院,貴州 貴陽 550003)
銦屬于稀散金屬元素,量少且分散,沒有獨立可供開采的礦床,多以雜質形式存在于鉛鋅等金屬礦物中[1]。鉛鋅冶煉過程中,銦主要富集于各種冶煉渣、煙灰、煙塵中[2-5]。閃鋅礦濕法煉鋅過程中,銦主要富集于浸出渣中。采用傳統工藝從浸出渣中提取銦的流程較長,銦較為分散,回收率較低[6];采用加壓酸浸工藝則有利于閃鋅礦及浸出渣中的銦和鋅同時回收,并縮短工藝流程,提高金屬回收率[7-9]。
有關銦浸出動力學研究主要涉及常壓硫酸浸出[10-12],對于加壓浸出過程中銦浸出動力學研究則不多。試驗針對富銦高鐵閃鋅礦研究了銦浸出動力學,確定了影響銦浸出動力學的主要因素及反應控制步驟,并建立了動力學方程。
1 試驗部分
1.1 試驗原料
試驗原料為云南某地經過浮選的富銦高鐵閃鋅礦精礦,化學成分見表1。XRD分析結果如圖1所示。富銦高鐵閃鋅礦的主要物相為閃鋅礦(ZnS)、硫鐵礦(FeS2)、磁黃鐵礦(Fe1-xS)、碳酸鈣(CaCO3)、方鉛礦(PbS)、二氧化硅(SiO2)。其中銦多以類質同象形式存在于硫化鐵和閃鋅礦晶格中。

表1 礦樣的化學成分 %

圖1 富銦高鐵閃鋅礦的XRD圖譜
1.2 試驗原理與方法
富銦高鐵閃鋅礦加壓酸浸過程是液固反應過程,閃鋅礦、黃鐵礦溶解的同時銦轉入溶液。由浸出主要反應式(1)~(3)可知,浸出過程符合未反應核收縮模型。

(1)
(2)
(3)
核收縮模型的反應步驟包括:1)液態反應物或產物通過液體邊界層的外擴散;2)液態反應物或產物通過固態產物層的內擴散;3)界面化學反應。浸出過程速率一般由反應步驟中速率最小者決定[13-14]。
反應受外擴散控制時的動力學方程為
(4)
式中:α—浸出率;D1—浸出劑在擴散邊界層擴散系數;ρ0—浸出劑初始質量濃度,g/L;ρ—浸出液密度,g/cm3;δ—擴散邊界層厚度,mm;r0—礦樣粒度,mm;b—浸出劑化學計量系數;kc—外擴散控制速率常數;t—反應時間,min。a、b—反應物的化學計量系數。
反應受內擴散控制時的動力學方程為
(5)
式中:D2—浸出劑在固膜中的擴散系數;kd—內擴散控制速率常數。
反應受化學反應控制時的動力學方程為
(6)
式中,kr—界面化學反應速率常數。
為保證試驗過程中硫酸濃度基本不變,適當增大液固體積質量比至50/1。每次試驗礦樣質量10 g,加少量木質素與500 mL硫酸溶液于2 L加壓釜鈦膽中,然后加壓釜加蓋密封,通入氧氣至設定壓力,同時開始升溫,開啟攪拌。至溫度達到設定溫度時開始計時,持續攪拌并保持釜內壓力和溫度為設定值至規定時間。反應結束后通入冷卻水使釜內溫度降至90 ℃,卸壓同時停止攪拌,開啟釜蓋取出礦漿并進行過濾,取濾液和濾渣送分析。
2 試驗結果與討論
2.1 攪拌速度對銦浸出率的影響
礦樣粒度53~58 μm,溫度130 ℃,液固體積質量比50 mL/g,硫酸質量濃度50 g/L,壓力1.2 MPa,反應時間1 h,加入少量表面活性劑木質素,攪拌速度對銦浸出率的影響試驗結果如圖2所示。

圖2 攪拌速度對銦浸出率的影響
由圖2看出:攪拌速度大于600 r/min后對銦浸出率基本沒有影響,即此時外擴散并不控制銦的浸出反應。所以,確定適宜攪拌速度為600 r/min。
2.2 溫度對銦浸出率的影響
礦樣粒度53~58 μm,液固體積質量比50 mL/g,硫酸質量濃度50 g/L,壓力1.2 MPa,攪拌速度600 r/min,加入少量木質素,溫度對銦浸出率的影響試驗結果如圖3所示。

圖3 溫度對銦浸出率的影響
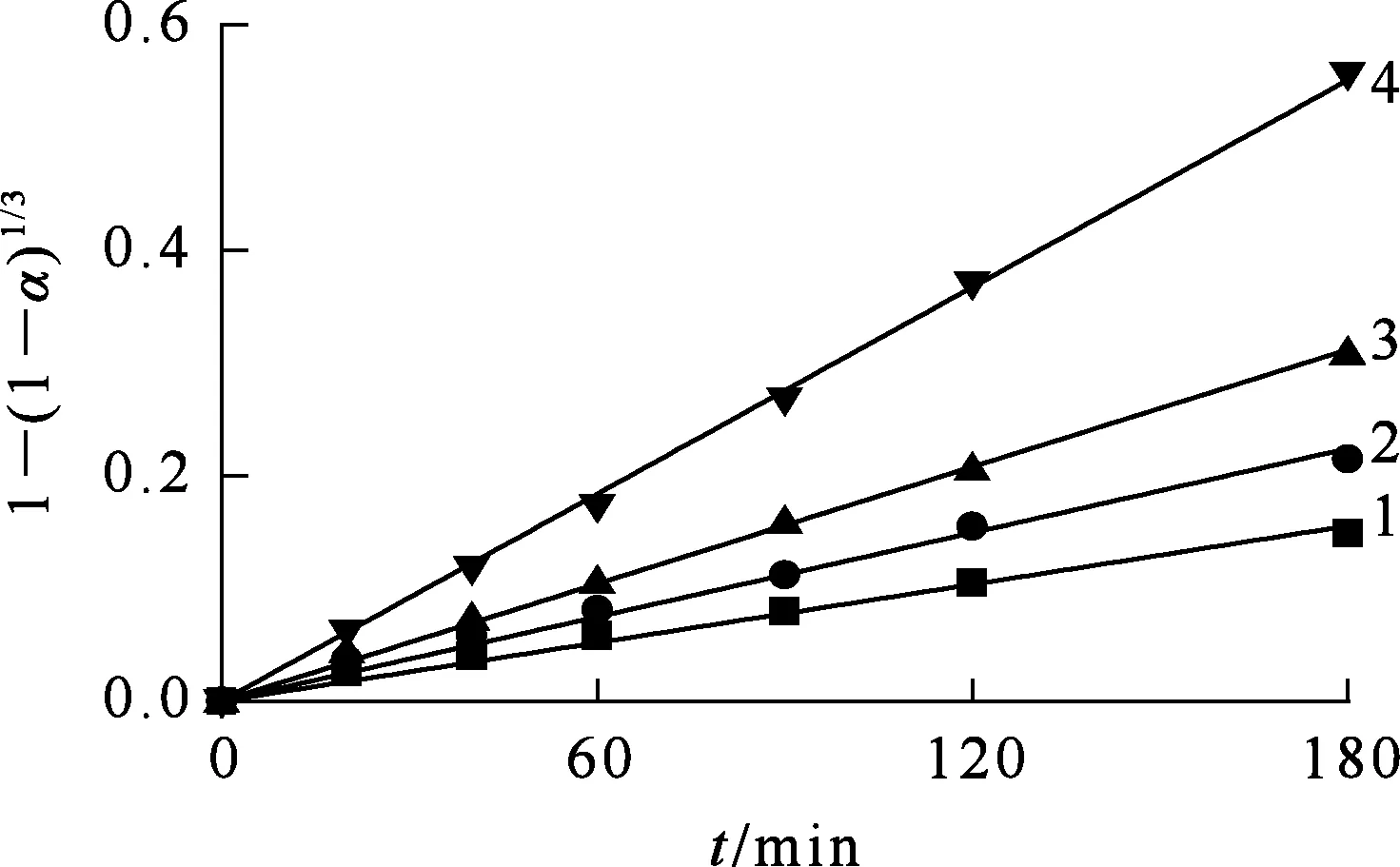
根據圖3求出不同溫度條件下,1-(1-α)1/3-t及1-2α/3-(1-α)2/3-t的關系,結果如圖4、5所示。

1—y=1.71×10-3x,120 ℃;2—y=2.68×10-3x,130 ℃;3—y=3.95×10-3x,140 ℃;4—y=5.07×10-3x,150 ℃。
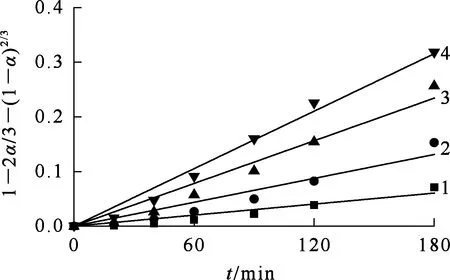
1—y=3.36×10-4x,120 ℃;2—y=7.28×10-4x,130 ℃;3—y=1.30×10-3x,140 ℃;4—y=1.75×10-3x,150 ℃。
由圖4、5可初步推斷浸出過程受化學反應控制。以圖4、5中直線斜率的對數對溫度的倒數繪制Arrhenius曲線,如圖6、7所示。

圖6 化學反應控制的Arrhenius曲線

圖7 內擴散控制的Arrhenius曲線
對Arrhenius公式
(7)
積分得
(8)
由此可求得表觀活化能。由圖6求得化學反應控制的表觀活化能為50.7 kJ/mol,由圖7求得內擴散控制的表觀活化能為76.6 kJ/mol。
根據縮核模型動力學理論[14],一般情況下:表觀活化能在8~20 kJ/mol范圍內,浸出過程受內擴散控制;表觀活化能大于40 kJ/mol,浸出過程受化學反應控制。可以判斷,銦浸出過程受化學反應控制。
根據式(8)可以建立溫度對銦浸出率影響的動力學方程為
(9)
2.3 壓力對銦浸出率的影響
礦樣粒度53~58 μm,液固體積質量比50 mL/g,硫酸質量濃度50 g/L,溫度130 ℃,攪拌速度600 r/min,加入少量木質素。壓力在0.8~1.4 MPa范圍內對銦浸出率的影響試驗結果如圖8所示。根據圖8可以求出不同壓力條件下,1-(1-α)1/3-t的關系,結果如圖9所示。
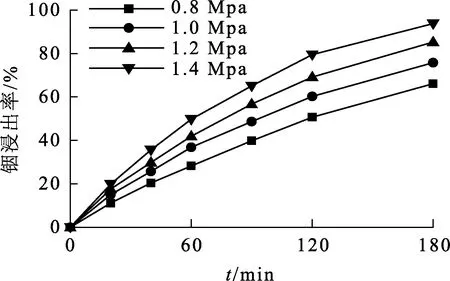
圖8 壓力對銦浸出率的影響
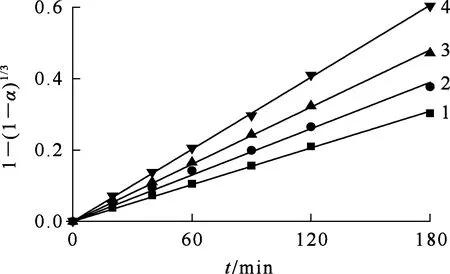
1—y=1.72×10-3x,0.8 MPa;2—y=2.16×10-3x,1.0 MPa;3—y=2.67×10-3x,1.2 MPa;4—y=3.36×10-3x,1.4 MPa。
根據圖9求出不同壓力條件下1-(1-α)1/3-t回歸直線的斜率K′,再以lnK′對lnP作圖,結果如圖10所示。
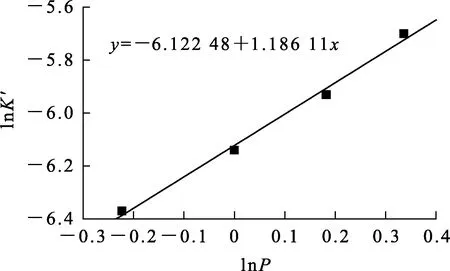
圖10 lnK′與lnP之間的關系
由圖10看出:lnK′與lnP之間呈直線關系,直線斜率(即壓力的表觀級數)為1.186 11。則壓力對銦浸出率影響的動力學方程為
lnK′=-6.122 48+1.186 11lnP。
(10)
2.4 硫酸質量濃度對銦浸出率的影響
礦樣粒度53~58 μm,液固體積質量比50 mL/g,壓力1.2 MPa,溫度130 ℃,攪拌速度600 r/min,加入少量木質素。硫酸質量濃度在50~120 g/L范圍內對銦浸出率的影響試驗結果如圖11所示。
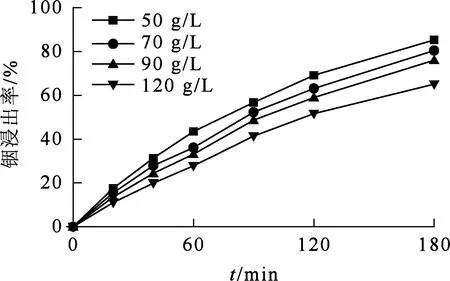
圖11 硫酸質量濃度對銦浸出率的影響
根據圖11求出不同硫酸質量濃度條件下,1-(1-α)1/3-t的關系,結果如圖12所示。

1—y=2.68×10-3x,50 g/L;2—y=2.36×10-3x,70 g/L;3—y=2.13×10-3x,90 g/L;4—y=1.71×10-3x,120 g/L。
根據圖12得出不同硫酸質量濃度條件下1-(1-α)1/3-t回歸直線的斜率K′,再以lnK′對lnρ0作圖,結果如圖13所示。
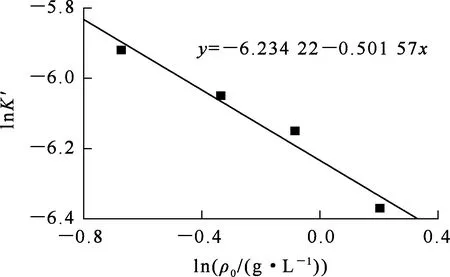
圖13 ln K′與lnρ0之間的關系曲線
由圖13看出,lnK′與lnρ0呈直線關系,直線斜率(即硫酸濃度的表觀級數)為-0.501 57。則硫酸質量濃度對銦浸出率影響的動力學方程為
lnK′=-6.234 22-0.501 57lnρ0。
(11)
2.5 礦樣粒度對銦浸出率的影響
試驗條件:壓力1.2 MPa,液固體積質量比50 mL/g,硫酸質量濃度50 g/L,溫度130 ℃,攪拌速度600 r/min,加入少量木質素。礦樣粒度對銦浸出率的影響試驗結果如圖14所示。
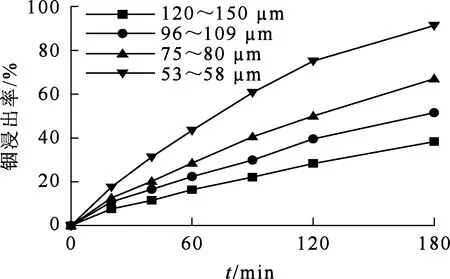
圖14 礦樣粒度對銦浸出率的影響
根據圖14可以求出不同礦樣粒度條件下1-(1-α)1/3-t的關系,結果如圖15所示。由圖15可以得到不同礦樣粒度條件1-(1-α)1/3-t回歸直線的斜率K′,以lnK′對lnr0作圖,如圖16所示。可以看出,lnK′與lnr0呈直線關系,直線斜率(即礦樣粒度的表觀級數)為-1.410 71。則礦樣粒度對銦浸出率影響的動力學方程為
lnK′=-9.906 34-1.410 71lnr0。
(12)
1—y=0.86×10-3x,120~150 μm;2—y=1.24×10-3x,96~109 μm;3—y=1.73×10-3x,75~80 μm;4—y=3.06×10-3x,53~58 μm。

圖16 lnK′與lnr0之間的關系
3 動力學方程的建立
根據上述試驗結果可知,方程(9)~(12)都為線性關系,采用SPSS統計軟件可以得到lnK′與各因素之間的關系:
0.479lnρ0-1.289lnr0。
(13)
因此,可以通過方程(6)(13)推導出富銦高鐵閃鋅礦加壓酸浸過程中銦浸出動力學方程:

(14)
根據方程(14)可求出不同試驗條件下浸出率計算值αcal,αcal與試驗觀測值αexp的比較結果如圖17所示。可以看出,浸出率計算值αcal與試驗觀測值αexp基本吻合。說明方程(14)可以很好地描述富銦高鐵閃鋅礦加壓酸浸過程中銦浸出動力學行為。
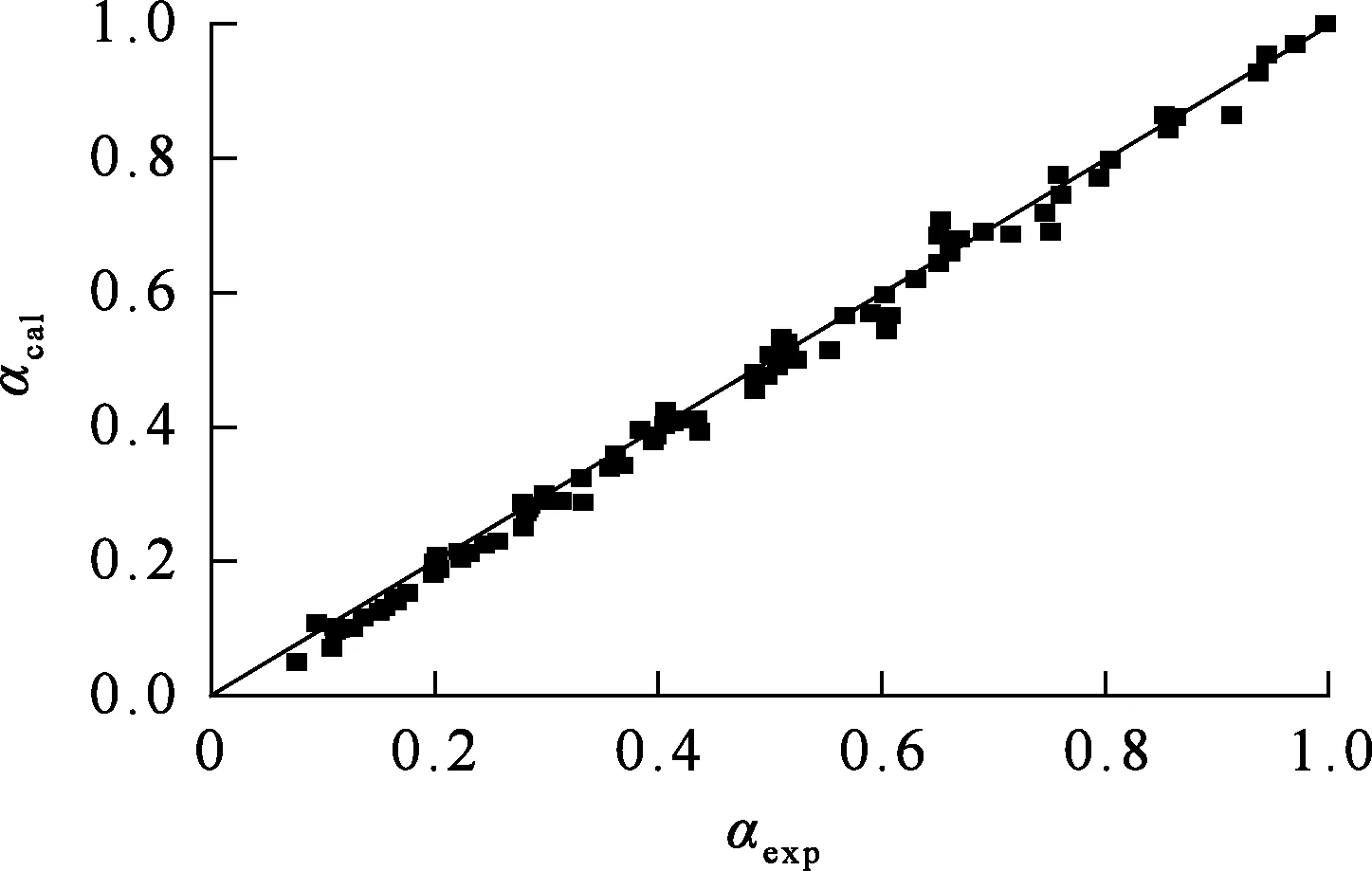
圖17 浸出率觀測值αexp與計算值αcal之間的關系
4 結論
富銦高鐵閃鋅礦加壓酸浸過程中,當攪拌速度大于600 r/min時,銦浸出反應不再受外擴散控制;銦浸出表觀活化能為50.7 kJ/mol,可以判斷,銦浸出反應符合受化學反應控制的未反應核收縮模型;根據溫度、硫酸初始質量濃度、壓力、礦樣粒度對銦浸出的影響動力學方程,最終得到銦浸出動力學方程為
1.175lnP-0.479lnρ0-1.289lnr0)]3。
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54