不規則零件上的孔加工
2020-02-25 06:30:12貴州凱星液力傳動機械有限公司貴州遵義563003陳俊鋒
金屬加工(冷加工) 2020年2期
關鍵詞:設計
■ 貴州凱星液力傳動機械有限公司 (貴州遵義 563003) 陳俊鋒 穆 君 劉 芳
在生產過程中,經常會遇到一些不規則零件的加工,尤其是待加工處的尺寸無法用常規量具直接測量時,給零件加工過程的、定位、加工和測量帶來一系列難題。
1. 零件結構及工藝性分析
圖1所示的某不規則零件轉向節,所用材料為ZG40Mn2,要求熱處理調質至30~36HRC,其兩處φ14+0.1+0mm孔的位置尺寸,由于受空間限制無法直接與基準尺寸φ186+0.04+0mm孔的中心定位和測量,給零件的定位裝夾、加工測量都帶來不便。
零件中間有一個直徑為186+0.04+0mm的內孔,有一個與內孔垂直的平面,平面上有1 6個φ18.5mm呈圓周均布的螺栓孔,兩個待加工φ14+0.1+0mm孔的中心線與直徑為186+0.04+0mm的內孔平行,且和φ186+0.04+0mm內孔一樣與P端面垂直;零件上有兩處2-φ34+0.05+0mm的半圓弧面與直徑為186+0.04+0mm的內孔平行,且與2-φ14+0.1+0mm的中心連線相互平行;另有φ(12±0.025)mm的銷孔與2-φ34+0.05+0mm的半圓弧面垂直、與2-φ14+0.1+0mm的中心連線相互平行。因此,要加工兩個φ14+0.1+0mm孔,必須解決好以下兩個方面的問題。
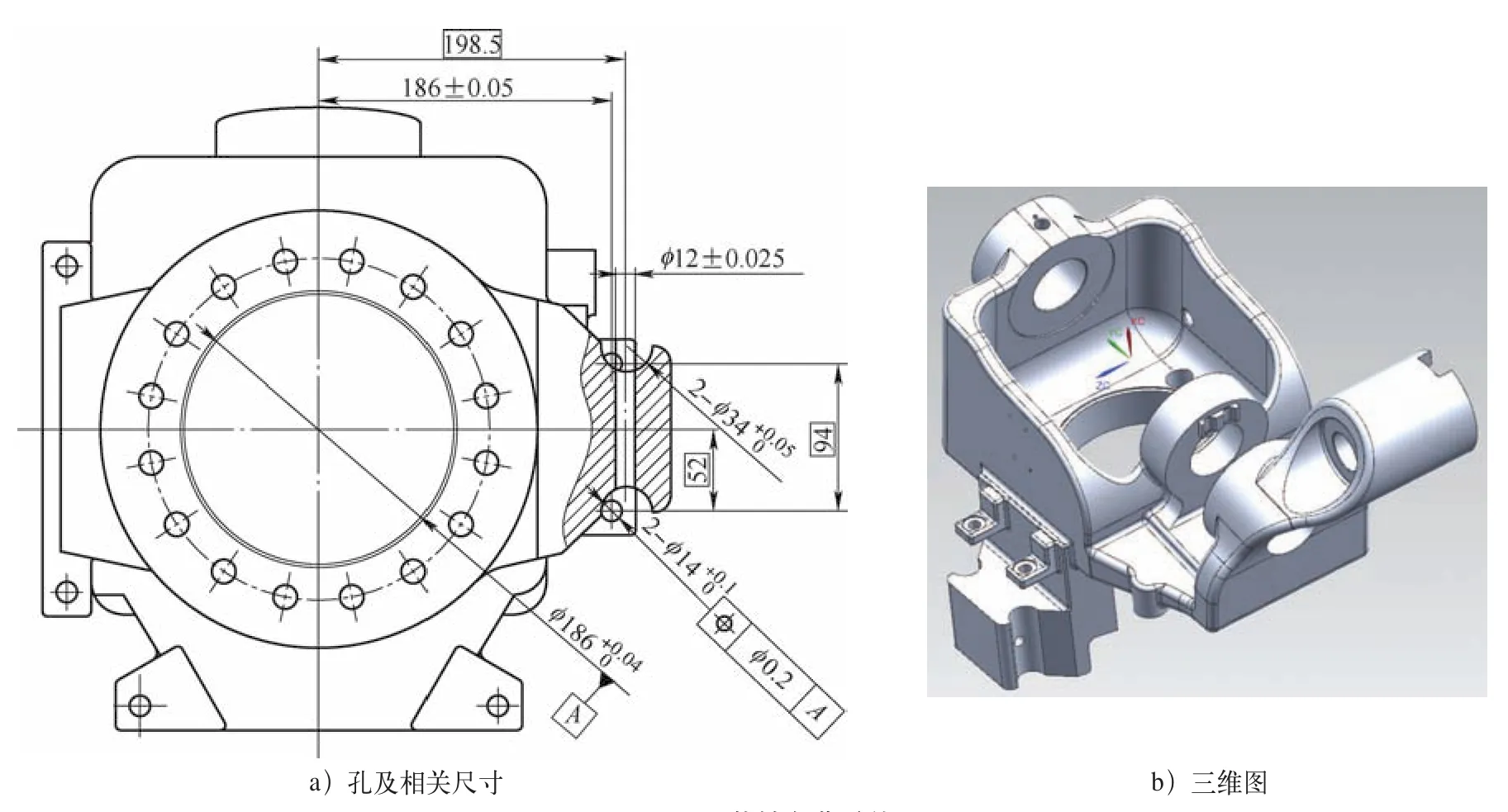
圖1 某轉向節零件
1)零件的裝夾與定位、孔加工定位工裝設計。結合零件設計要求,零件的裝夾可以通過φ1 8 6+0.04+0m m內孔、1 6個φ18.5mm均布的螺栓孔中的一個孔和孔的端面來實現“兩孔一面”的裝夾定位,并通過壓板夾緊固定,確保待加工孔的中心與機床主軸保持平行。
2)利用兩個待加工φ14+0.1+0m m孔的中心線和兩處2-φ34+0.05+0mm半圓弧面都與直徑為186+0.04+0mm的內孔平行,且與2-φ14+0.1+0mm的中心連線相互平行的位置關系來設計兩個φ14+0.1+0mm孔加工的鉆模板,通過已加工好的兩處2-φ34+0.05+0mm半圓弧面定位,并通過φ(12±0.025)mm孔穿螺栓夾緊工裝。通過設計鉆模板,使加工后的兩個φ14+0.1+0mm孔靠工裝來滿足尺寸(186±0.05)mm的設計要求。
2. 機床的選擇
根據對零件結構和加工工藝性的分析認為,可以選擇的加工設備有搖臂鉆床和中型立式銑床。為使加工過程方便、靈活,選用Z35搖臂鉆床來完成該工件兩個φ14+0.1+0mm孔的加工。
3. 工裝的設計與制造
由于工件屬于不規則零件,裝夾方法不當將會造成待加工孔與基準孔的端面不能相互垂直。同時,由于加工后兩個φ14+0.1+0mm孔的中心與基準孔的中心距(186±0.05)mm無法通過常規測量方法直接測量,必須靠工裝來保證,因此,鉆模必須具有準確的定位功能,否則孔加工后的(186±0.05)mm尺寸就無法保證。
為制造加工方便,裝夾工裝采用分體設計(分為定位板、立柱和底板)、焊接組合的方式進行制造,鉆具采用分體設計(分為鉆模板、左支撐、右支撐、螺栓和銷)、銷定位及螺栓聯接組合的方式進行制造。由于該轉向節為結構完全一樣的左右對稱的兩種結構形式,因此所設計的工裝(鉆模)為多用途工裝,能滿足兩種轉向節零件的加工。工裝所用材料除螺栓、銷選用標準件外,其余均用機械制造廠常用的45鋼,并進行調質處理至28~32HRC。最后設計出如圖2、圖3所示的裝夾工裝和鉆具。為保證工裝的長期使用和維護方便,對工裝進行了表面發藍處理。
除螺栓、銷選用標準件外,其余自制件均嚴格按照圖樣加工后,根據圖2、圖3將各零件進行裝焊或通過螺栓聯接裝配在一起,待用。
4. 工裝的使用
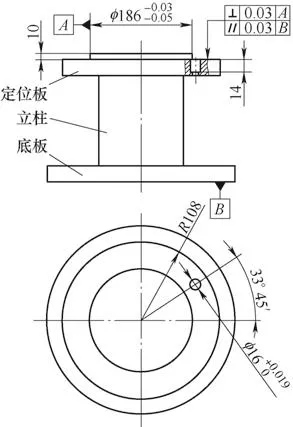
圖2 裝夾工裝
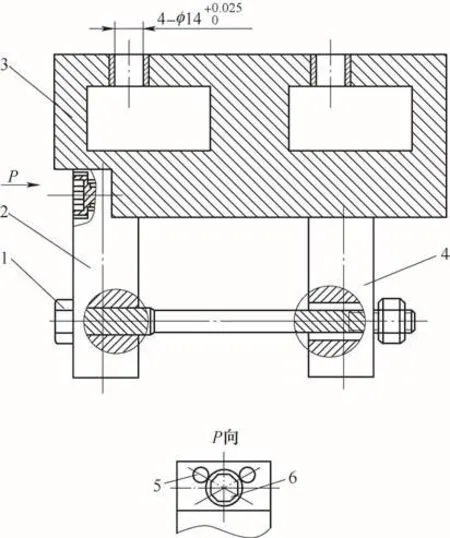
圖3 鉆具
(1)裝夾工裝和鉆具的工作原理 裝夾工裝的工作原理是:利用工裝上下端面的平行度要求和定位凸臺的垂直度要求,保證零件裝夾在工裝上后,工件待加工孔與機床主軸平行以及與機床工作臺的垂直度要求。鉆具的工作原理是:通過鉆具在兩處φ34+0.05+0mm半圓弧面的定位,以及鉆具自身兩個φ14+0.1+0mm鉆模孔與兩處φ34+0.05+0mm半圓弧面嚴格的尺寸鏈,保證待加工的兩個φ14+0.1+0mm孔與工件設計圖樣中φ186+0.04+0mm內孔回轉中心距離(186±0.05)mm的尺寸要求。
(2)裝夾工裝的使用方法先將裝夾工裝、Z35搖臂鉆床工作臺上的雜物清除干凈,再將裝有定位銷的裝夾工裝放置在搖臂鉆床工作臺上并進行預壓緊,最后將清除雜物后的待加工工件大平面朝下放置在裝夾工裝上,并根據操作者的操作習慣轉動角度值操作方便的裝夾位置,固定裝夾工裝并用壓板夾緊工件。
(3)鉆具使用方法 先將右支撐拆下,并取下夾緊螺栓,將待加工位置的兩處搭子傳進鉆具的兩個方孔內,再從左邊將左支撐調整至左邊的φ34+0.05+0mm半圓弧中緊貼圓弧面,最后從右邊將右支撐裝在右邊的φ34+0.05+0mm半圓弧中緊貼圓弧面,并通過螺栓將右支撐夾緊,就可以進行兩個φ14+0.1+0mm孔的加工了。工裝的裝夾使用狀態如圖4所示。
5. 零件試加工
裝夾工裝、鉆模加工完成后,按照圖4所示的方式裝夾并進行零件試加工,為保證兩個φ14+0.1+0mm孔的加工質量,先粗加工兩孔,再鉸加工至設計要求。試加工后通過坐標鏜床進行檢測,檢測結果見表1。
在5件試件加工成功后,進行了一批零件(30件)的加工,以同樣的檢測方法進行檢驗,結果為全部合格。
試加工結束后,又進行了兩批次(共50件)零件的加工,經檢驗完全能滿足設計要求。工裝使用過程中裝夾方便,定位準確,操作過程安全可靠。
6. 結語
該加工方法既能保證加工質量,使零件合格率達到99%以上,又能提高勞動生產率和加工過程的安全性,可滿足批量生產需要,具有較廣泛的通用性,有一定的推廣價值。
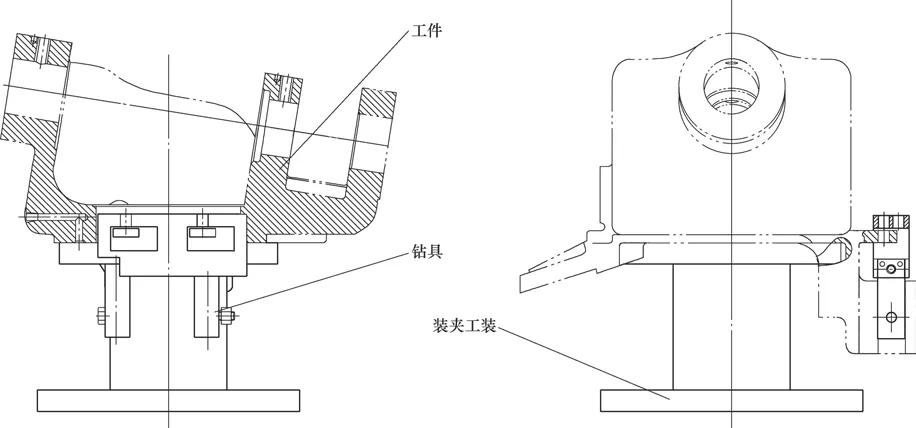
圖4 零件加工裝夾示意

表1 工裝使用試加工檢測結果統計 (單位:mm)
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
