矩形坯輕壓下技術的開發與實踐
2020-02-29 10:39:57甄先鋒徐志成孫樹立
科技創新與應用 2020年7期
甄先鋒 徐志成 孫樹立
摘? 要:通過對矩形坯輕壓下技術的開發與推廣實踐,高碳鋼軋材偏析2.0級及以下綜合比例穩定在96%以上,鑄坯質量得到顯著提升,用戶的滿意度得到提升。同時也希望能夠為其他企業提供參考和借鑒。
關鍵詞:矩形坯;輕壓下;凝固
中圖分類號:TF777? ? ? ? ?文獻標志碼:A? ? ? ? ?文章編號:2095-2945(2020)07-0140-02
Abstract: Through the development and promotion practice of light reduction technology for rectangular billet, the comprehensive proportion of segregation grade 2.0 (and below) of high carbon steel is stable at more than 96%, the billet quality has been significantly improved, and the satisfaction of users has been improved. Meanwhile, this is also intended to provide reference for other enterprises.
Keywords: rectangular billet; light reduction; solidification
1 概述
連鑄輕壓下系指在鑄坯凝固末端一個合適的兩相區內利用當地的夾輥或其它專門設備,對鑄坯在線實施一個合適的壓下量,用以抵消鑄坯凝固末端的體積收縮,避免中心縮孔(疏松)[1]形成;抑制凝固收縮而引起的濃化鋼水流動與積聚,減輕中心的宏觀偏析程度。煉鋼結合鋼種特點和輕壓下布置位置及間距,利用輕壓下原理、進行工藝實踐探索,開創符合高碳鋼硬線系列鋼種的輕壓下使用模式。鑄坯偏析合格率可得到明顯提升,增強了鑄坯質量穩定性。
2 背景
為了鑄坯偏析能夠得到穩定控制,團隊成員絞盡腦汁,利用輕壓下原理,大膽創新提出壓下模式,并結合國內外小矩形坯輕壓下方式的現狀,迅速投入到確定輕壓下參數的實踐中。
3 實踐
3.1 拉坯速度的確定和編制凝固傳熱數學模型
拉坯速度是連續鑄鋼過程中連鑄坯拉矯的一個極為重要的工藝參數和技術指標。從理論上講,拉速愈高,鑄機的小時生產能力愈大,一般都希望實行高速鑄造,但在實際操作中最大拉速受到許多條件的限制,其中最重要的限制是安全坯殼厚度和冶金長度以及矯直點延伸變形率。參照連鑄機的原始設計拉速,同時兼顧產能需求和爐機合理匹配,初步確定拉速1.10m/min。
依據鑄機斷面、節點、連鑄機弧半徑、鋼種、澆注溫度、拉速、比水量、進出水溫差、水量、固相率系數、界面當量導熱系數、兩相區導熱系數等參數,編制凝固傳熱數學模型。
3.2 射釘試驗校正
通過射釘試驗對數學模型進行修正,確定準確的固相率(圖1)。
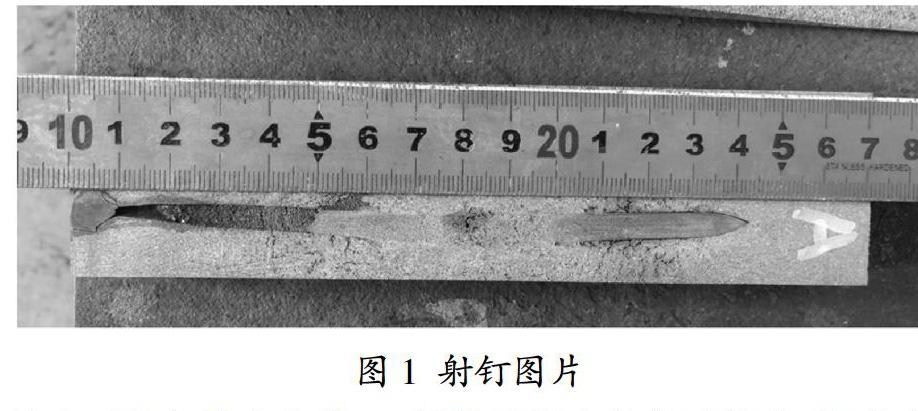
3.3 確定合理壓下區間和輕壓下參數
鑄坯在進行輕壓下時,由于開始壓下位置的固相率[2]較低(fs約為0.3),液芯較厚,柱狀晶之間仍然有不少液相存在,然而,這些殘余液相中的溶質元素濃度較高,偏析嚴重,不少還會以夾雜物等形式存在于晶界上,使晶界的高溫強度和高溫塑性大大降低,從而引起晶間脆性,同時偏析還會降低枝晶間液膜的凝固點,加大脆性溫度區間,這樣凝固前沿開裂就變得相對容易,而壓下輥的壓下作用又致使凝固前沿承受較大的拉應力,很容易就會超過鋼種的臨界值,從而使鑄坯撕裂形成中間裂紋。
開始壓下位置,壓下量要小一些,一是為了防止中間裂紋的出現,二是為了促進下游的鋼液向上游流動;到中后期壓下量設的最大,這個階段本來凝固收縮量就大,需要的壓下量也就大一些,而此時鑄坯的中心仍有一定厚度的液芯,大的壓下量也不會超過輥子的額定載荷;壓下結束位置,也就是最后一個壓下輥,此時中心的凝固收縮量最大,但是為了保護設備,壓下量應該略小于壓下設備所能達到的最大壓下量(表1)。
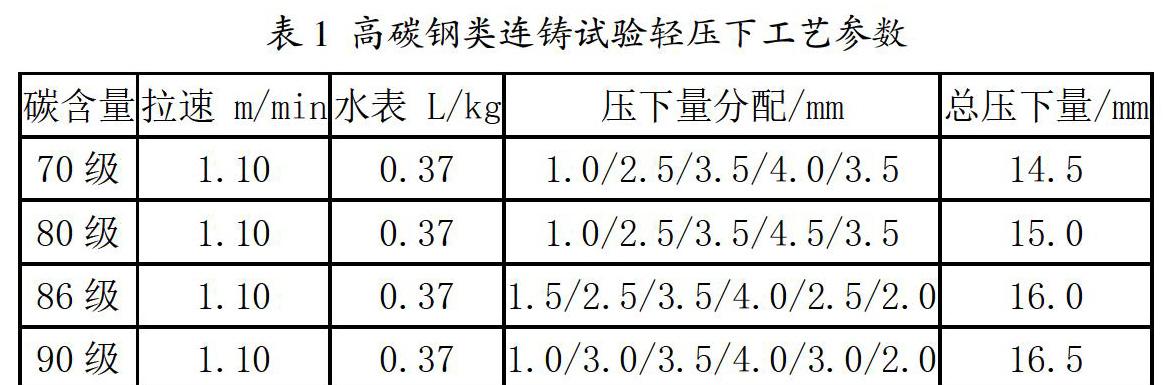
3.4 反復試驗優化輕壓下參數
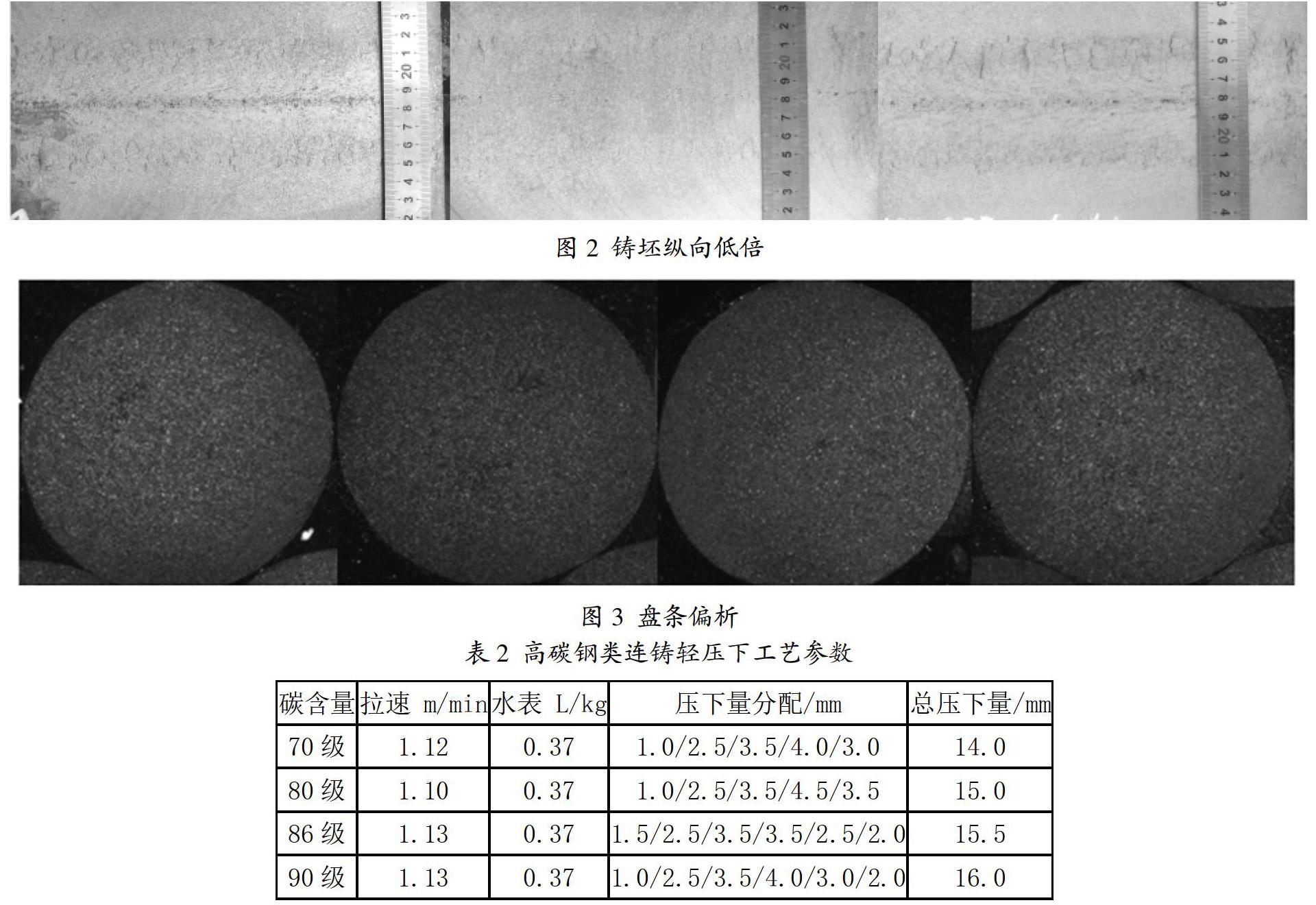
通過取大量的鑄坯低倍和盤條偏析檢驗,反復試驗優化輕壓下參數(圖2,圖3)。
3.5 確定最佳工藝參數
歷經三個月的時間,優化試驗參數組合70余次,最終確定合理的輕壓下工藝參數(表2)。
4 結束語
通過對矩形坯輕壓下技術的開發與推廣實踐,高碳鋼軋材偏析2.0級及以下綜合比例穩定在96%以上,偏析控制穩定性增強,鑄坯質量得到顯著提升,提高了用戶滿意度、認可度,形成品牌效應。
參考文獻:
[1]黃希鈷.鋼鐵冶金原理[M].北京:冶金工業出版社,1990.
[2]陳家祥.鋼鐵冶金學[M].北京:冶金工業出版社,1990.