超聲波探傷在鋼結構檢測中的應用分析
2020-03-03 13:10:38韓軍
設備管理與維修 2020年4期
韓 軍
(大慶石化公司檢測信息技術中心,黑龍江大慶 163000)
0 引言
超聲波探傷是指探傷檢測人員通過使用儀器發射聲波經構件檢測表面耦合劑在其中傳播,設備探頭會接收聲波遇到諸如構件底面、缺陷等反射波,并將其波幅高度、位置等顯示在熒光屏(示波屏)上,超聲波探傷原理如圖1 所示。探傷用超聲波是一種頻率高達幾百千赫到幾兆赫的高頻率脈沖彈性波。探傷檢測專業人員根據相關計算方法對熒光屏(示波屏)上反射波信息將構件缺陷的大小、位置等計算出來,使得企業管理人員能夠準確掌握鋼結構焊接質量,有利于企業能夠及時發現焊接質量問題并采取相應措施。超聲波探傷所用的超聲波對人體基本無害,不存在類似射線探傷檢測的安全隱患,操作安全可靠。
1 鋼結構焊縫類型與焊縫內部缺陷探究
鋼結構焊縫中常見的缺陷主要有未焊透、裂紋、夾渣、氣孔、和未熔合等缺陷類型。檢測專業人員通過結合工藝情況,根據顯示器上接收到的缺陷波的位置、大小、探頭運動時波幅變化的特點等,可以對鋼結構焊接缺陷的性質進行大致的判斷,以采取相應的解決措施。
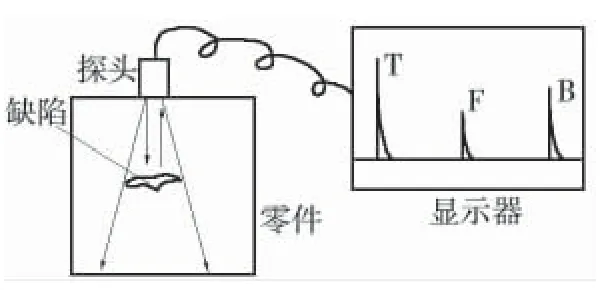
圖1 超聲波探傷原理
1.1 焊縫與坡口類型
一般情況下,建筑鋼結構體系分為網架空間與門式鋼架兩大類,二者中最為常見要數后者,并且其焊縫分為T 形與對接等兩類焊縫。其中T 形焊縫是2 塊鋼材按T 字形焊接所成,而對接焊縫則是將2 塊處于同一空間狀態鋼材按邊緣對齊焊接而來。
實踐中要想最大程度地確保2 塊鋼材焊縫區域熔合效果,需要建筑企業根據相關要求于接頭部位進行開坡口處理。根據焊接方式以及材料不同,較為常用坡口方式有單V 形、X 形等。
1.2 焊接常見內部缺陷
實踐中鋼結構往往由于施工技術、溫度變化等多方面原因,致使其焊接出現內部缺陷。其中,較為常見有裂紋、氣孔、未熔合、未焊透、夾渣等。從性質來看,一般缺陷主要是指對整體焊縫強度影響不大的缺陷,包括點狀夾渣、單個氣孔;嚴重缺陷主要指對整體焊縫強度造成嚴重影響的缺陷,包括裂紋、群狀氣孔、未熔合、未焊透、不規則狀夾渣等。
2 超聲波探傷應用要求
相比于其他檢測技術,該技術具有檢測質量高以及操作簡單等特點,同時更有設備簡便與作業范圍廣的優點,這些優勢使其具有極大的使用范圍。但要想在實際工程應用中取得良好的超聲波探傷質量,探傷檢測人員還必須做到以下幾點要求。
2.1 探傷檢測人員應具有較高的專業技術能力
由于超聲波探傷主要是利用聲波反射原理實現對鋼結構進行檢測,檢測結果波形等信息反映在熒光屏(示波屏)上,要求探傷檢測人員據此判斷出鋼結構內部缺陷情況,檢測結果準確性高低與探傷檢測人員專業能力有著極為密切聯系。因而要求探傷檢測人員應具有較高專業能力,包括持有相應等級資格證書以及具備豐富從業經驗等。此外需要注意的是,由于超聲波探傷等級資格證書一般分為3 級,探傷檢測人員必須嚴格按照自己所取得等級資格證書開展相應鋼結構檢測工作,嚴禁越級作業。
2.2 做好焊前準備工作
在對焊縫進行探傷檢測前,檢測專業技術人員可以先了解結構圖紙,明確知道被檢測鋼結構構件的材質、厚度、曲率、坡口形式、焊縫等級、焊接方法等實際具體情況,以根據鋼結構焊接的現場實際情況選擇出對應的檢測探頭。
提前對被檢鋼結構焊縫兩側母材表面進行打磨清理,將混凝土、焊渣、油污、飛濺等雜質打磨清除掉,使鋼材表面漏出金屬光澤的面層,以符合檢測要求,打磨寬度按專業要求一般是2.5倍的K 值與母材厚度的乘積,打磨完成后由專業人員進行檢查,檢查合格后進行超聲波檢測作業。
2.3 科學選擇探測面與探頭
探頭是一種可逆的聲電轉換元件,在探傷過程中起到發射和接收高頻脈沖彈性波的作用。探頭組成包括壓電晶片、阻尼塊、外殼、電極、保護膜(斜鍥)、調諧線圈。探頭種類包括:直探頭(聚焦直探頭、單晶片、雙晶片)、斜探頭(含有表面波探頭、橫波探頭)、可變角探頭、其他探頭(渦流超聲探頭、充水探頭、薄膜探頭)。
由于鋼結構缺陷存在多樣性與不確定性,因此應當根據實際缺陷情況與類型來選擇探測面與探頭。如,在選擇探頭時,應當依據鋼結構焊接工藝、形狀特點、有可能發生缺陷部位來準確選擇探頭;在選擇探測面時,應依據焊縫要求以及缺陷可能延伸方向來科學選擇探測面。
2.4 科學選擇探頭角度與頻率
對超聲波探傷而言,要想實現良好地建筑鋼結構檢測應用效果,科學選擇探頭角度與頻率必不可少。首先在探頭角度選擇中,探傷檢測人員必須在充分結合建筑鋼結構諸如焊縫坡口類型、預測缺陷類型與鋼材厚度等實際情況科學選擇探頭角度,例如由于大多數建筑鋼結構所使用鋼材厚度比較小,因而探頭角度不應過大。超聲波探傷探頭角度一般選擇K2.0 與K2.5,而在鋼網架桿件檢測中則選擇K3 即可。在探頭頻率選擇中,既要保證超聲波探傷檢測分辨率符合要求,又要確保其具有足夠穿透能力。這是因為探傷檢測人員如果選用頻率較低探頭作業時,則會導致探傷檢測分辨率不足,而一旦頻率較高時便致使超聲波穿透力因衰減增大而降低,造成檢測因此而難以保障。對此,探傷檢測人員應當在充分結合鋼結構工程諸如材料厚度等情況基礎上科學選擇探頭頻率,通常在鋼結構檢測中選擇2.5 MHz 探頭即可。
2.5 科學選用耦合劑
在檢測建筑鋼結構缺陷時,應保證所采用耦合劑具備良好流動性與透聲性,并且需對人體與材料無害。市面上存在多種耦合劑,在選擇時,在保證質量前提下,盡可能選擇價格實惠的耦合劑,也可使用洗潔精來充當耦合劑。
3 超聲波探傷在建筑鋼結構檢測中的應用
3.1 箱形柱和梁連接焊縫超聲波探傷
通過對多層建筑鋼結構構件受力分析可知箱形柱所受力最大,然而箱形柱受到諸如焊接技術偏低、監理不力等因素影響,導致部分鋼結構箱形柱極易在兩個方向上因此存在缺陷而使其在收縮應力作用下出現層狀撕裂。如果建筑企業還要在此位置開展梁、柱等焊縫焊接作業時,將會導致層狀撕裂因焊縫重疊而擴大,進而嚴重威脅鋼結構安全。對此,這就要求建筑企業借助于超聲波探傷檢測避免該問題。然而受到箱形柱厚度過大等因素影響,探傷檢測人員無論是正面或是反面都難以將層狀撕裂深度測量出,因而這就需要建筑企業必須改進箱形柱和梁焊接焊縫技術,例如在蓋板和隔板間采取單面暗焊縫、蓋板與柱、梁焊縫必須統一等,不但有利于超聲波探傷作業開展,同時更能夠提升鋼結構質量。
3.2 對接焊縫超聲波探傷方法
對接焊縫的超聲波探傷檢測一般采用斜探法。對其他接頭形式的焊縫超聲波探傷檢測,可以參照對接焊縫檢測方法進行。所采用的掃查方式,應滿足超聲波的發射聲束覆蓋焊縫的整個橫斷面。
焊縫掃查法主要分平行、鋸齒以及斜平行。在掃查過程中,應實時關注波屏所顯示信號,如若波屏上回波信號波幅過大,超出評定線,則應將其定義為可疑回波,并及時在相應焊縫位置進行標識,為后續工作打好基礎。①初探。首先,應采用鋸齒型掃查法來掃查檢測處,判斷其有無發生縱向或是斜縱向裂縫缺陷。其次,采用平行以及斜平行掃查法來掃查熱影響區、熔合區與焊縫區有無發生橫向或是斜橫向裂縫缺陷;②精探。與初探相比,精探在速度上則低于初探。首先,應認真探測初探標記部位,確定缺陷最高回波,記錄好諸如定長、定位數據。其次,可采用環繞、轉角、前后等基本探測法來確定缺陷大小、類型以及位置;③復探。對初探與精探所得結果進行校驗與核查,該步驟速度相對較快,所采用方法與初探和精探方法大致相同。
3.3 有墊板超聲波探傷技術
在采用該技術時,需發射探傷聲波以此做為基準波,不但可以檢測材料耦合情況,還能遮蓋墊板缺陷所帶來的消極作用。如若熒光屏(示波屏)上呈現由墊板反射聲波出現波寬高狀時,則往往表示在鋼材根部出現缺陷,應及時進行處理。隨后探傷檢測人員進行后拉探頭二次作業,在此作業過程中必須特別注意,這是超聲波在遇到定位焊或別處墊板時均會產生反射聲波,因而要求探傷檢測人員應結合實際予以甄別。
猜你喜歡
建材發展導向(2022年14期)2022-08-19 02:10:10
建材發展導向(2022年14期)2022-08-19 02:08:18
山東冶金(2022年1期)2022-04-19 13:40:48
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12