軋后冷卻速率對22 mm厚X80M熱軋帶鋼組織和力學性能的影響
2020-03-04 03:52:30棟2王建鋼3
機械工程材料 2020年2期
劉 妍,王 棟2,王建鋼3, 王 皓
(內蒙古包鋼鋼聯股份有限公司1.技術中心,2.稀土鋼板材廠,3.銷售分公司,包頭 014010)
0 引 言
“西氣東輸”三線、四線,中俄東線等是近些年我國天然氣輸送的重點戰略性工程,該工程主管線主要采用22 mm厚X80M管線鋼,輸送壓力達到12 MPa。目前,我國能批量生產X80級管線鋼熱軋卷板的鋼鐵企業并不多,多數處在實驗室試制階段[1-4];如何提高低溫抗落錘撕裂性能是采用熱連軋工藝開發厚規格高鋼級管線鋼的技術難點[5-6]。螺旋縫埋弧焊接是采用管線鋼熱軋卷板制管的主要工藝;該焊接工藝對管線鋼碳當量的要求很高,這限制了鋼中合金元素的添加量,導致通過增加合金元素含量以提高強韌性的技術受到限制。目前,國內外針對工業生產X80級管線鋼低溫抗落錘撕裂性能的研究鮮有報道。
采用不同軋制工藝生產管線鋼的最終顯微組織有所不同,因此其性能存在較大差異。為獲得抗落錘撕裂性能優良的組織,生產過程中的控軋控冷工藝尤為重要。在制定控軋控冷工藝之前,要獲得其連續冷卻轉變(CCT)曲線。為此,作者以22 mm厚X80M管線鋼為研究對象,采用熱模擬試驗,結合顯微組織繪制出該鋼的動態CCT曲線,確定了有利于提高低溫抗落錘撕裂性能的冷卻速率范圍;利用2 250 mm熱連軋機組進行工業試制,研究了軋后冷卻速率對X80M帶鋼組織、拉伸性能以及低溫抗落錘撕裂性能的影響,確定了最佳的冷卻速率,并采用最佳冷卻速率進行了批量化生產。
1 試樣制備與試驗方法
試驗材料為某鋼廠冶煉的X80M管線鋼鑄坯,化學成分見表1,鋼中氫元素質量分數不大于2.0×10-6,氧元素質量分數不大于3.0×10-5。

表1 X80M管線鋼的化學成分(質量分數)Table 1 Chemical composition of X80M pipeline steel (mass) %
將X80M管線鋼鑄坯加工成尺寸為φ10 mm×80 mm的圓柱體熱壓縮試樣,在Gleeble-1500D型熱模擬試驗機上進行熱壓縮試驗。試樣先以10 ℃·s-1的速率升溫到1 180 ℃,保溫5 min完成奧氏體化,然后以5 ℃·s-1的速率冷卻至820 ℃,進行壓下率為30%的壓縮變形,應變速率為1 s-1,壓縮變形后再分別以0.5,1,2,5,10,15,20,30,40 ℃·s-1的速率冷卻至室溫。在熱壓縮試驗過程中采集溫度、時間、膨脹量等試驗數據。在熱壓縮變形前后的試樣上取樣,經磨拋,用體積分數為3%的硝酸酒精溶液腐蝕后,在Axiovert.A1型光學顯微鏡(OM)上觀察室溫顯微組織。根據試驗結果繪制動態CCT曲線,確定工業試制時的冷卻速率范圍。
利用2 250 mm熱連軋機組進行X80M帶鋼的工業試制試驗,鑄坯厚度為230 mm,開軋溫度不低于1 050 ℃,粗軋末道次開軋溫度為(980±5) ℃,粗軋末道次壓下率為26%,中間坯厚度為68 mm,精軋開軋溫度為(950±5) ℃,精軋終軋溫度為(800±5) ℃,精軋累積壓下率為67.6%,卷取溫度為(400±5) ℃,帶鋼厚度為22 mm。根據顯微組織及力學性能檢測結果確定最佳冷卻速率。
采用由工業試制試驗確定的最佳冷卻速率,使用2 250 mm熱連軋機組進行22 mm厚X80M帶鋼的批量生產,精軋終軋溫度、卷取溫度、開軋溫度、粗軋末道次開軋溫度、粗軋末道次壓下率、中間坯厚度、精軋開軋溫度、精軋累積壓下率等其他參數同前。
在帶鋼上取樣,經研磨、拋光,用體積分數為3%的硝酸酒精溶液腐蝕后,采用Axiovert.A1型光學顯微鏡和LEOEVO50HV型場發射掃描電鏡(SEM)觀察顯微組織,按照ASTM E112、ASTM E45、ASTM E3進行晶粒度檢驗。按照GB/T 2975-2018,在帶鋼距端部1 m外、帶寬1/4處取矩形試樣,取樣方向與軋制方向成30°角。按照ASTM A370-2017,在矩形試樣上截取直徑為12.7 mm的圓棒狀拉伸試樣,標距為50 mm,采用Z150型電子萬能材料試驗機進行拉伸試驗,第一階段(彈性變形階段)拉伸速度為1 mm·min-1,第二階段(塑性變形階段)為20 mm·min-1。按照ASTM A370-2017,采用JBS-750型全自動送樣擺錘沖擊試驗機進行夏比沖擊試驗,沖擊試樣尺寸為10 mm×10 mm×55 mm,開V型缺口,取樣方向與軋制方向成30°角,試驗溫度為-20 ℃。根據SY/T 6476-2017,采用DWTT-50000型落錘撕裂試驗機進行抗落錘撕裂試驗(DWTT),DWTT試樣尺寸為305 mm×76.2 mm×22 mm。在工業試制帶鋼上取樣時的方向與軋制方向成30°角,測試溫度為-15 ℃;在批量生產帶鋼上取樣時的方向分別為平行于軋制方向(縱向)、垂直于軋制方向(橫向)以及與軋制方向成30°角,測試溫度為-60~20 ℃。利用斷口分析儀測試并計算得到DWTT剪切面積分數,繪制得到剪切面積分數-溫度曲線,確定韌脆轉變溫度。采用LEOEVO50HV型場發射掃描電鏡觀察取樣方向與軋制方向成30°角試樣的DWTT斷口形貌。
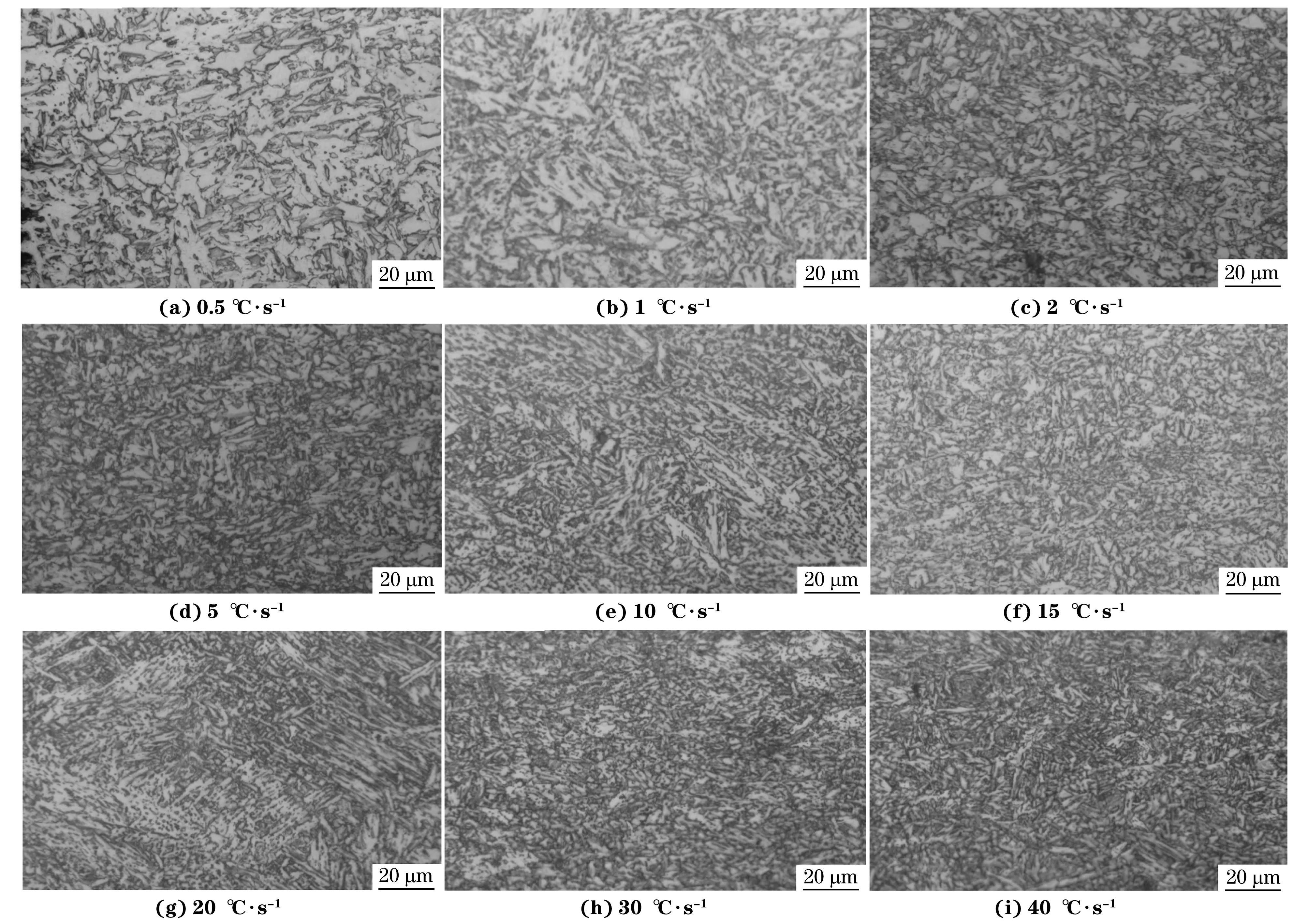
圖2 不同冷卻速率下試驗鋼的室溫顯微組織Fig.2 Microstructures at room temperature of test steel at different cooling rates
2 試驗結果與討論
2.1 動態CCT曲線及冷卻速率的確定
由圖1可以看出:試驗鋼的相變溫度為450~780 ℃;隨著冷卻速率的增大,相變開始溫度降低。
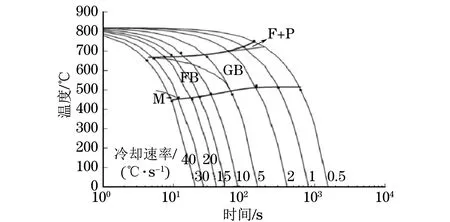
圖1 試驗鋼的動態CCT曲線Fig.1 Dynamic CCT curves of test steel
由圖1和圖2分析可知:當冷卻速率為0.5 ℃·s-1時,奧氏體的相變產物主要是鐵素體(F)和少量珠光體(P),其中鐵素體主要為多邊形鐵素體(PF),同時存在極少量的針狀鐵素體(AF);當冷卻速率為1 ℃·s-1時,試驗鋼組織以針狀鐵素體為主,珠光體減少,但仍可見一定比例的多邊形鐵素體;當冷卻速率提高到2 ℃·s-1時,試驗鋼組織全部轉變為粒狀貝氏體(GB),同時存在較粗大的馬氏體/奧氏體(M/A)島,M/A島大多呈粒狀和短桿狀;當冷卻速率達到5 ℃·s-1時,試驗鋼組織仍主要為粒狀貝氏體和M/A島,且粒狀貝氏體和M/A島相較于冷卻速率為2 ℃·s-1下的發生細化,同時組織中還出現少量的鐵素體貝氏體(FB);當冷卻速率達到10 ℃·s-1時,試驗鋼組織中針狀鐵素體特征明顯,晶界較模糊,晶粒間分布著細小的M/A島;當冷卻速率為20 ℃·s-1時,試驗鋼組織主要為針狀鐵素體和粒狀貝氏體,針狀鐵素體含量最高,多邊形鐵素體幾乎全部消失,M/A島含量增加,并呈現拉長狀;當冷卻速率為30 ℃·s-1時,試驗鋼組織以鐵素體貝氏體為主,相比于冷卻速率為20 ℃·s-1下的,針狀鐵素體變得細小、含量減少,貝氏體和M/A島含量增加,且M/A島較細小,呈彌散分布;當冷卻速率增至40 ℃·s-1時,針狀鐵素體消失,試驗鋼組織主要為板條狀馬氏體。
多邊形鐵素體在高溫轉變區形成,且在冷速較低條件下在奧氏體的三叉晶界和晶界拐彎處優先形核,并擴散長大;多邊形鐵素體能越過原奧氏體晶界生長,從而覆蓋原奧氏體晶界,導致組織連續性及材料韌性的降低[7-8]。針狀鐵素體組織中存在大量位錯,在受到沖擊時位錯相互纏繞,并與碳化物相互釘扎;由于裂紋擴展是靠位錯運動實現的,因此針狀鐵素體表現出良好的抗動態撕裂能力[9-10]。低碳粒狀貝氏體可以發生相變強化,能同時提高鋼的強度和韌塑性[11-12]。M/A島可以降低應力集中以避免在承載時成為裂紋源和裂紋擴展的低能通道;同時M/A島在基體中呈彌散分布,島與島之間存在韌性良好的針狀鐵素體,這種組織結構能避免裂紋連續擴展通道的形成[13-15],從而阻礙裂紋的擴展。因此,針狀鐵素體+粒狀貝氏體+少量M/A島的組織結構是試驗鋼獲得較高強度和良好韌性的前提,有利于提高試驗鋼的抗落錘撕裂性能[16-17]。
綜上可知,當冷卻速率為20~30 ℃·s-1時,X80M管線鋼可以獲得針狀鐵素體+粒狀貝氏體+少量M/A島的理想組織。
2.2 冷卻速率對工業試制帶鋼組織和性能的影響
由于工業生產時冷卻速率無法實現實驗室的精確控制,因此基于上述試驗結果,選擇了軋后冷卻速率為5,15,25 ℃·s-1進行工業試制試驗。由圖3可以看出:隨著冷卻速率的增大,工業試制帶鋼的顯微組織發生明顯變化,其M/A島變得更加細小,分布更加彌散。在較高的冷卻速率下,針狀鐵素體轉變開始溫度較低,相變驅動力變大;同時碳原子擴散不充分導致鐵素體/奧氏體相界碳富集不充分,低溫時不能轉變為M/A島,因此針狀鐵素體內的M/A島變得細小,分布也更彌散[18-20]。
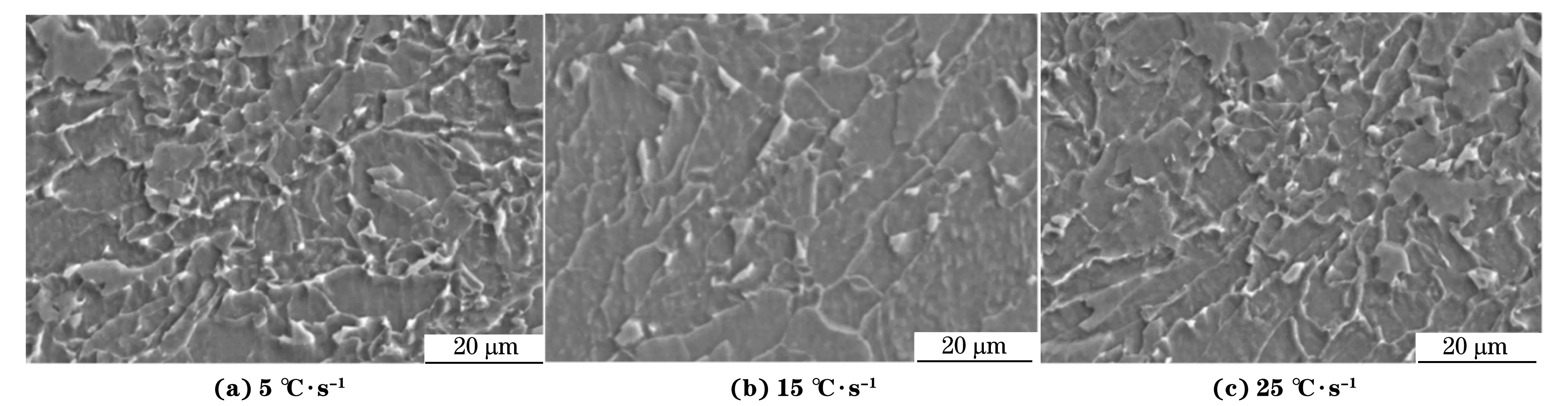
圖3 不同軋后冷卻速率下工業試制帶鋼心部的SEM形貌Fig.3 SEM morphology in core of strip steel by industrial trial manufacturing at different cooling rates after rolling
由表2可以看出,當冷卻速率從5 ℃·s-1增大到25 ℃·s-1時,工業試制帶鋼的屈服強度Rt0.5、抗拉強度Rm、斷后伸長率A50、剪切面積分數以及沖擊功Ak均增大。結合顯微組織分析可知,在冷卻速率為25 ℃·s-1條件下得到由極細鐵素體、粒狀貝氏體及彌散分布的細小M/A島組成的組織,使得試驗鋼具有最好的強韌性能[21-22]。
2.3 批量生產帶鋼的組織和性能
根據前期試制結論,確定較佳的冷卻速率為25 ℃·s-1,在此冷卻速率下進行批量生產。由圖4可以看出,在該冷卻速率下批量生產帶鋼不同位置處的晶粒細小,組織均勻,且組織主要由針狀鐵素體、粒狀貝氏體及少量M/A島組成。粒狀貝氏體和針狀鐵素體的晶粒度為10.5~11.5級。
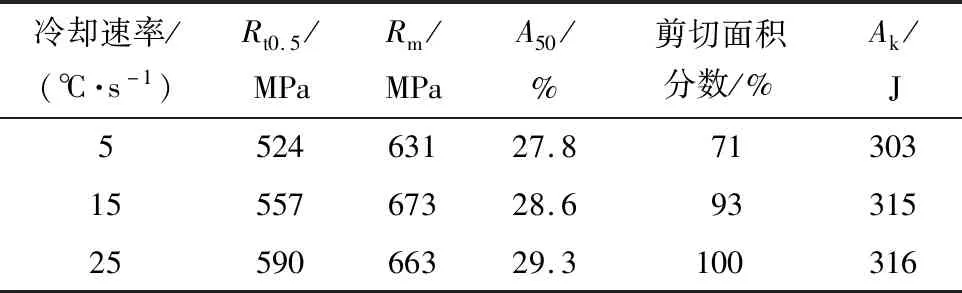
表2 不同冷卻速率下工業試制帶鋼的力學性能Table 2 Mechanical properties of strip steel by industrial trial manufacturing at different cooling rates
由圖5可以看出,最佳冷卻速率下批量生產帶鋼的屈服強度、抗拉強度分別為565~609 MPa、660~692 MPa,斷后伸長率為26.7%~32.2%,均滿足X80M級別管線鋼的拉伸性能要求。
由圖6可知,最佳冷卻速率下批量生產帶鋼在-20 ℃下的沖擊功在260~400 J,滿足設計標準要求。
由圖7可以看出,最佳冷卻速率下批量生產帶鋼在不同溫度下的DWTT斷口均為韌窩型斷口,說明均發生了韌性斷裂。
由圖8可見,最佳冷卻速率下批量生產帶鋼與軋向成30°、橫向及縱向試樣的韌脆轉變溫度(剪切面積分數在85%時)分別為-33,-13,-40 ℃,基本滿足中石油管線采購要求,即22 mm厚X80M管線鋼在-15 ℃下DWTT剪切面積分數大于85%。綜上可知,在冷卻速率25 ℃·s-1條件下批量生產X80M帶鋼的拉伸性能、沖擊韌性及DWTT性能等均滿足設計要求。
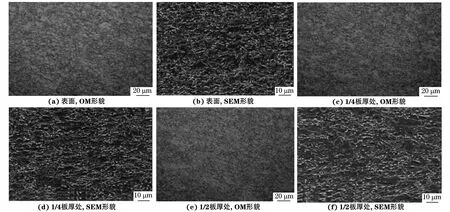
圖4 最佳冷卻速率下批量生產帶鋼不同位置處的顯微組織Fig.4 Microstructure at different positions of batch-produced strip steel at optimal cooling rate: (a) surface, OM morphology; (b) surface, SEM morphology; (c) 1/4 plate thickness, OM morphology; (d) 1/4 plate thickness, SEM morphology; (e) 1/2 plate thickness, OM morphology and (f) 1/2 plate thickness, SEM morphology
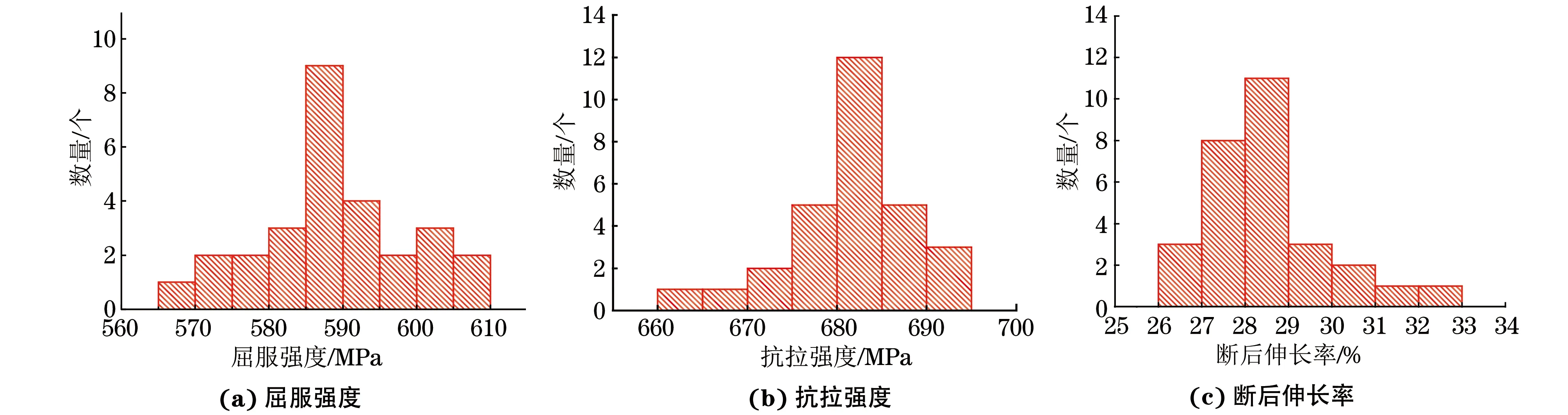
圖5 最佳冷卻速率下批量生產帶鋼的拉伸性能分布Fig.5 Mechanical property distribution of batch-produced strip steel at optimal cooling rate: (a) yield strength; (b) tensile strength and (c) percentage elongation after fracture
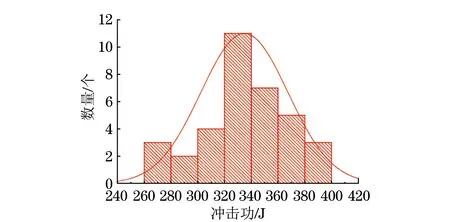
圖6 最佳冷卻速率下批量生產帶鋼在-20 ℃下的沖擊功分布Fig.6 Impact energy distribution at -20 ℃ of batch-produced strip steel at optimal cooling rate
3 結 論
(1) 當冷卻速率為20~30 ℃·s-1時,可得到有利于提高試驗鋼性能的由針狀鐵素體、粒狀貝氏體和彌散分布M/A島組成的顯微組織。
(2) 工業試制結果顯示,當冷卻速率由5 ℃·s-1提高到25 ℃·s-1時,帶鋼組織中的M/A島變得細小,分布更加彌散;在冷卻速率為25 ℃·s-1條件下可得到由極細鐵素體、粒狀貝氏體及彌散分布M/A島組成的組織,帶鋼的強韌性最佳。
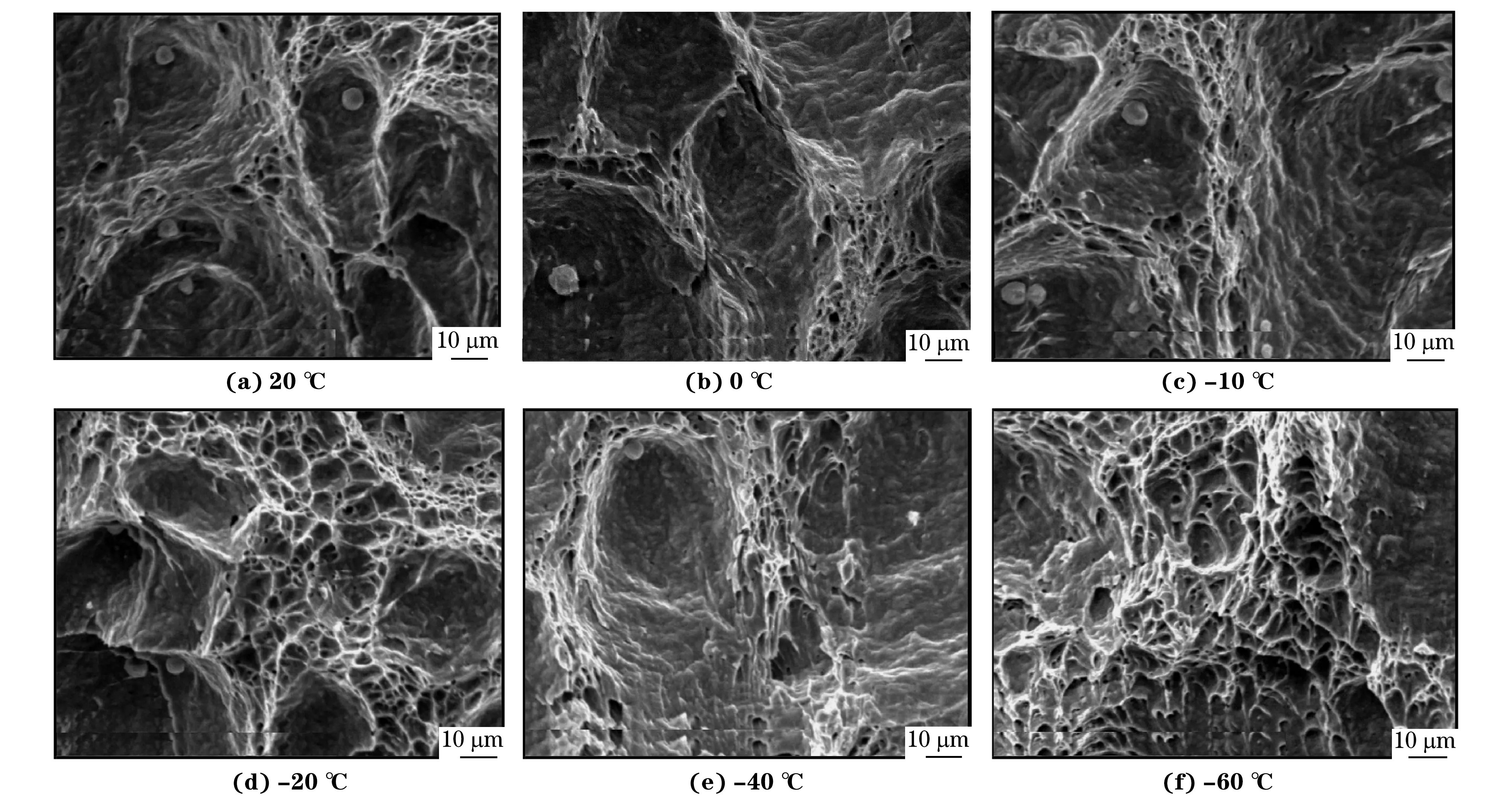
圖7 最佳冷卻速率下批量生產帶鋼在不同溫度下的DWTT斷口形貌Fig.7 DWTT fracture morphology at different temperatures of batch-produced strip steel at optimal cooling rate
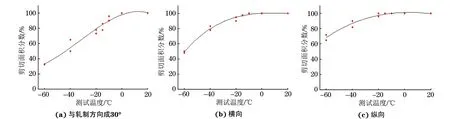
圖8 批量生產帶鋼不同方向試樣的DWTT剪切面積分數隨測試溫度的變化曲線Fig.8 DWTT percent shear area of the fracture surface vs testing temperature curves of samples sampled in different directions from batch-produced strip steel: (a) 30° to rolling direction; (b) transverse direction and (c) longitudinal direction
(3) 在冷卻速率25 ℃·s-1下批量生產22 mm厚X80M帶鋼的晶粒細小,組織均勻,且主要由針狀鐵素體、粒狀貝氏體及少量M/A島組成;在-15 ℃條件下的DWTT剪切面積分數基本大于85%,其DWTT性能、拉伸性能和沖擊韌性均滿足中石油管線采購要求。
