35CrMo鋼表面鐵基激光熔覆層的組織和耐磨性能
2020-03-04 03:52:30,2
機械工程材料 2020年2期
,2
(中南大學1.機電工程學院,2.高性能復雜制造國家重點實驗室,長沙410083)
0 引 言
在海洋高性能船舶動力定位設備中,5 000 kW全回轉推進器的回轉軸采用35CrMo鋼制成,作用是使72 t推進器主體部件在海洋環境中進行360°全回轉運動。回轉軸在交變載荷和摩擦條件下長期工作時易發生腐蝕和磨損。通過改進回轉軸的鑄造和鍛造方法可提高其整體性能[1-2],但僅靠傳統的熱處理工藝無法滿足回轉軸表面的高性能要求,而回轉軸表面的硬度和耐磨性是影響回轉軸工作壽命的關鍵因素。激光熔覆技術是用激光束快速加熱和熔化熔覆層材料和基體材料,然后依靠金屬材料的導熱性質迅速冷卻并固化,從而形成低稀釋率的冶金結合表面的一種改性技術。該技術具有冷卻速率快、稀釋率低、可形成冶金結合等優點,可在基體表面形成具有優異性能的熔覆層。CHEN等[3]和YAO等[4]研究發現,激光熔覆后材料表面形成了均勻一致的細晶組織。研究表明,激光熔覆后材料表面的硬度和耐磨性都得到了提高[5-7]。然而,有關激光熔覆后35CrMo鋼表面組織和耐磨性能研究的報道較少。LC3530鐵基粉末作為熔覆材料能夠很好地與35CrMo鋼結合。作者研究了35CrMo鋼基體表面激光熔覆LC3530鐵基粉后的顯微組織、硬度和耐磨性能,并與基體的進行了對比分析。
1 試樣制備與試驗方法
基體材料為用于制造大型回轉軸的35CrMo鋼,熱處理狀態為調質,激光熔覆材料為LC3530鐵基粉,其化學成分分別如表1和表2所示。在激光熔覆前,將35CrMo鋼表面用砂紙打磨、拋光以去除表面的氧化皮,然后用丙酮清洗以獲得光滑和清潔的表面。采用TFL-H600型CO2激光熔覆裝置將LC3530鐵基粉熔覆在基體表面,熔覆期間通入氬氣作為保護氣,激光功率1 350 W,掃描速度10 mm·s-1,光斑直徑5 mm,重疊率50%。

表1 35CrMo鋼的化學成分(質量分數)Table 1 Chemical composition of 35CrMo steel (mass) %

表 2 LC3530鐵基粉的化學成分(質量分數)Table 2 Chemical composition of LC3530 iron-based powder (mass) %
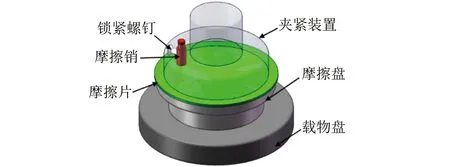
圖1 銷盤式摩擦磨損試驗機示意Fig.1 Schematic of pin-on-disk friction and wear test machine
對基體試樣和熔覆層試樣進行研磨、拋光、清洗和吹干處理。基體試樣用體積分數4%硝酸酒精溶液腐蝕30 s后,采用DSX500型光學顯微鏡觀察顯微組織;在Phonom ProX型掃描電子顯微鏡(SEM)下觀察拋光后熔覆層試樣的顯微組織。采用HV-1000A型顯微硬度計測基體試樣和熔覆層試樣表面的維氏硬度,載荷為4.9 N,加載時間為15 s,在試樣表面每隔1 mm測一個點,共測20個點,計算平均硬度和方差。滑動摩擦條件下,采用如圖1所示的銷盤式摩擦磨損試驗機進行磨損試驗,試樣尺寸為φ8 mm×16 mm,試驗溫度為室溫,平均滑動速度為0.283 m·s-1,載荷為10 N,總滑動距離為339.6 m,采用精度為0.000 1 g的分析天平稱取磨損前后試樣的質量,計算磨損前后的質量差,即為磨損量。材料的耐磨性通過磨損系數K來表征,其表達式[8]為
K=ΔmH/(ρpvt)
(1)
式中:Δm為試樣的磨損量,mg;H為試樣的洛氏硬度,HRC,通過硬度換算表和插值法將維氏硬度換算得到;ρ為試樣的密度,mg·mm-3;p為接觸面壓力,N;v為滑動速度,mm·s-1;t為磨損時間,s。
磨損試驗后,采用NT9100型非接觸式光學表面輪廓儀觀察磨痕的三維形貌,以試樣表面中心處高度為基準點,得到試樣表面相對基準的輪廓位移分布。在Phonom ProX型掃描電子顯微鏡下觀察試樣的磨痕,并用其附帶的能譜儀(EDS)表征磨損表面的微區成分。
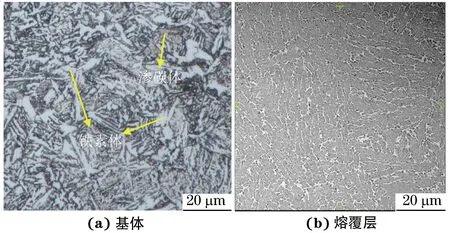
圖2 基體和熔覆層的顯微組織Fig.2 Microstructures of substrate (a) and cladding layer (b)
2 試驗結果與討論
2.1 顯微組織和硬度
由圖2可以看出:基體顯微組織為滲碳體和鐵素體組成的回火索氏體,其中粒狀滲碳體清晰可見,而熔覆層組織為均勻細小的等軸晶,這與他人研究結果一致[9-11];基體的晶粒尺寸在20 μm左右,而熔覆層的晶粒尺寸大多在8 μm,熔覆層晶粒得到明顯細化。由霍爾-佩奇關系[12]可知,晶粒細化一個等級,材料的強度可提高一倍,同時還可保持良好的塑性和韌性配合,最終可使其使用壽命增加一倍。
硬度是衡量材料耐磨性的重要指標,一般硬度越高,材料的耐磨性能越好[13-16]。由試驗結果可知:基體的平均硬度為254.1 HV,方差為3.586;熔覆層的平均硬度為640.5 HV,方差為2.436。這表明激光熔覆能顯著提高試驗鋼的表面硬度,增幅為150%,且硬度分布更加均勻。造成這種硬度差異的原因為:基體組織為由鐵素體和碳化物組成的回火索氏體,鐵素體硬度低,碳化物硬度高,導致表面硬度低且分布不均勻;熔覆層組織為細小均勻的等軸晶組織,晶粒的細化不僅提高了熔覆層的硬度,也使得硬度分布更加均勻。
2.2 耐磨性能
基體和熔覆層試樣的磨損量分別為0.008 7,0.001 3 g,計算得到其磨損系數分別為2.75×10-6,0.60×10-6mm2·N-1。可知在相同試驗條件下,熔覆層試樣的磨損量僅為試樣的1/7,磨損系數是基體試樣的1/5,這表明經過LC3530鐵基粉激光熔覆后35CrMo鋼表面的耐磨性能得到顯著提高,這是由于具有高硬度的激光熔覆層阻礙了摩擦磨損過程而導致的。
磨損試驗后磨痕輪廓也能反映材料的耐磨性能。由圖3可以看出:磨損試驗前,基體試樣的表面位移分布在-0.4~0.4 μm,熔覆層試樣的分布在-0.07~0.08 μm,兩個試樣的表面形貌都較平整。
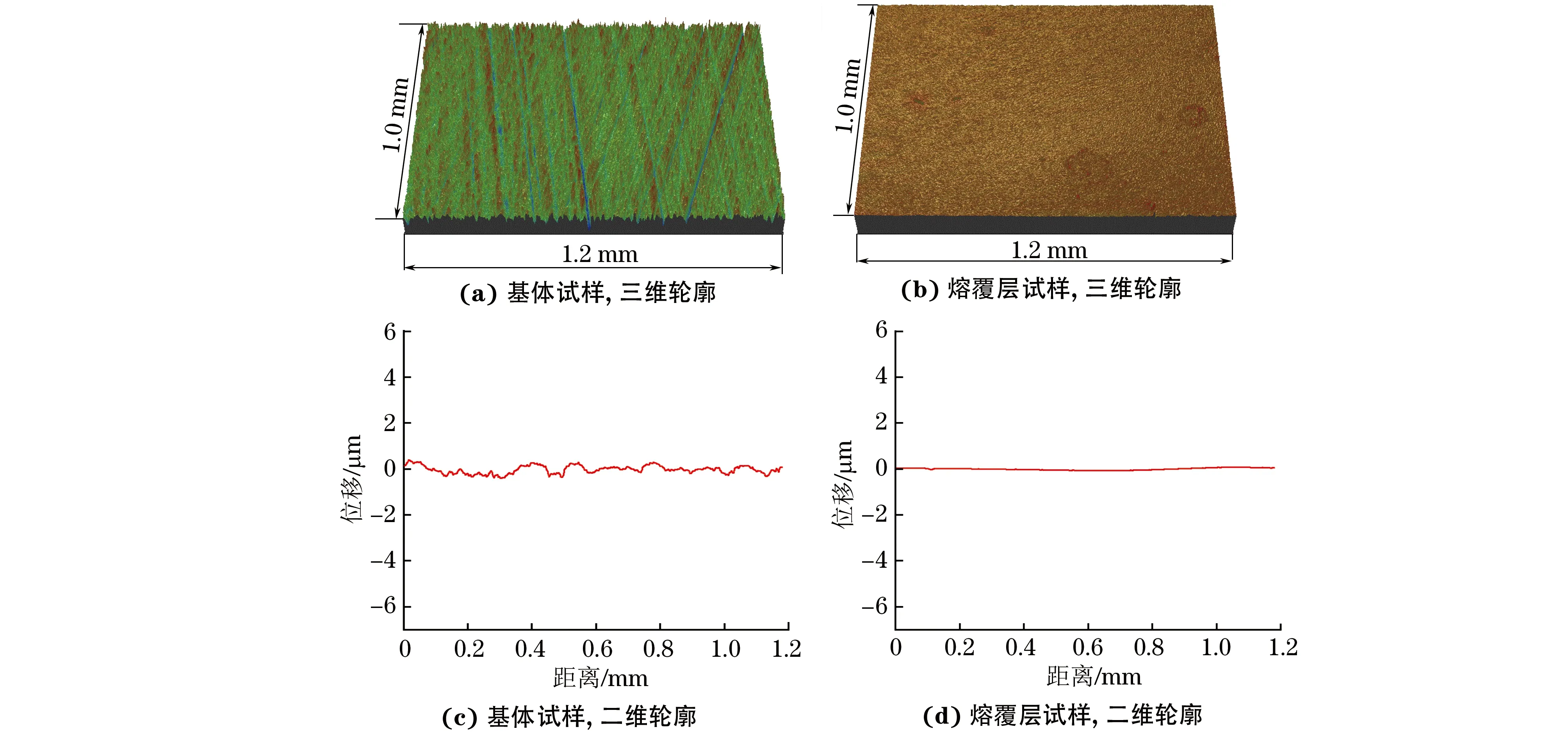
圖3 磨損前基體試樣和熔覆層試樣表面的三維輪廓和二維輪廓Fig.3 Three-dimensional profile (a-b) and two-dimensional profile (c-d) of substrate sample (a, c) and cladding layer sample (b, d) before wear
由圖4可以看出:磨損后,基體試樣的表面溝槽沿滑動方向均勻分布,且溝槽較深,犁溝的峰谷位移在-6~6 μm,基體試樣發生典型的犁削式磨損;熔覆層試樣表面存在沿滑動方向均勻分布的細小磨紋,犁溝很淺,犁溝的峰谷位移在-0.6~0.3 μm,這表明熔覆層試樣表面只發生了輕微的磨損。
表3中表面粗糙度參數Ra,Rq和Rt分別表示測試平面內三維輪廓算術平均值、均方根平均值及輪廓最大高度。由表3可以看出:磨損后基體試樣的表面粗糙度參數Ra、Rq和Rt分別增加了1 000%,830%和480%,而熔覆層試樣的Ra和Rq與磨損前的相比均大幅下降,Rt小幅下降。這表明磨損后熔覆層試樣的表面粗糙度明顯降低。磨損后熔覆層試樣表面光滑如初,而光滑表面有利于降低摩擦因數,減少磨損量,延長零件的使用壽命。
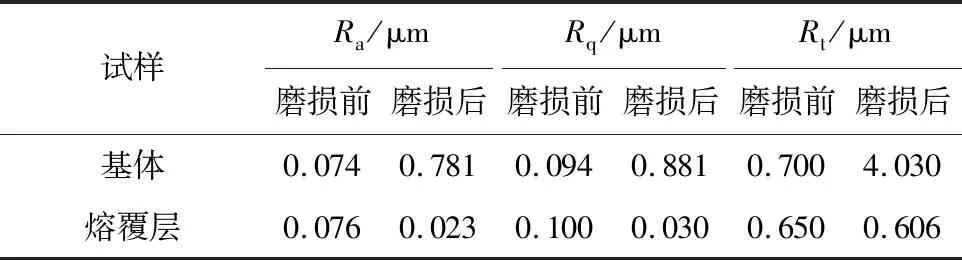
表3 磨損前后基體試樣和熔覆層試樣的表面粗糙度Table 3 Surface roughness of substrate sample and cladding layer sample before and after wear
2.3 磨損表面SEM形貌和微區成分
由圖5可以看出:基體試樣磨損表面有多條較深的犁溝和大量微裂紋,磨損機制為犁削磨損,表面微裂紋的存在會加速35CrMo鋼回轉軸在海洋環境下的腐蝕與磨損,導致裂紋從表面延伸到回轉軸內部,最終引起回轉軸的斷裂;熔覆層試樣表面僅有較少的相互平行的輕微劃痕,磨損機制為微觀切削。
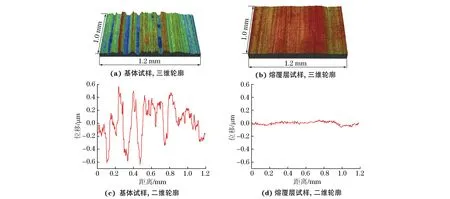
圖4 磨損后基體試樣和熔覆層試樣磨損表面磨痕的三維輪廓和中心磨痕的二維輪廓Fig.4 Three-dimensional profile for wear surface wear scar (a-b) and two-dimensional profile for center wear scar (c-d) of substrate sample (a, c) and cladding layer sample (b, d) after wear
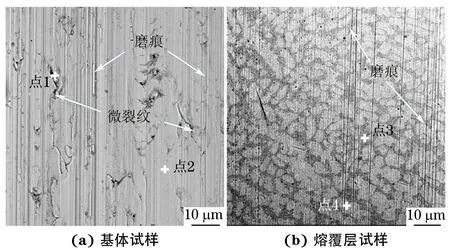
圖5 磨損后基體試樣和熔覆層試樣磨損表面的SEM形貌及EDS分析位置Fig.5 SEM morphology and EDS analysis positions of wear surface of substrate sample (a) and cladding clayer sample (b) after wear
由表4可以看出,基體試樣在微裂紋處(點1位置)的氧元素含量較高,鉻和鉬的元素含量較低,其他區域(點2位置)的鉻含量很低,但沒有檢測到鉬元素,表明基體試樣磨損表面沒有形成含有鉻與鉬的耐磨合金化合物或碳化物,這會導磨損過程中試樣表面產生大量的熱,使得鐵發生氧化形成鐵的氧化物,但鐵的氧化物并不耐磨,最終試樣表面形成了很深的犁溝和多條微裂紋。熔覆層試樣表面鉻元素含量很高,易在表面形成耐磨的鈍化膜,同時表面含有少量的鉬元素,可形成由鐵、鉻、鉬和碳組成的高硬度(650~700 HV)合金碳化物,這不僅提高了試樣表面的硬度,同時也增強了其耐磨性[17]。
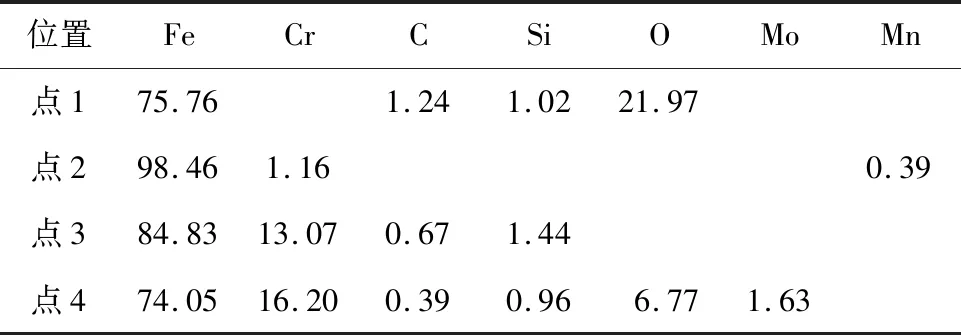
表4 圖5中不同位置的EDS分析結果(質量分數)Table 4 EDS analysis results of different positions shown in Fig.5 (mass) %
3 結 論
(1) 基體組織為由鐵素體和滲碳體組成的回火索氏體,晶粒尺寸在20 μm左右,而激光熔覆層組織為均勻細小的等軸晶粒,晶粒尺寸大多在8 μm;基體的平均硬度為254.1 HV,而激光熔覆層的平均硬度為640.5 HV,且表面硬度分布更加均勻。
(2) 在相同試驗條件下,激光熔覆層試樣的磨損量僅為基體試樣的1/7,磨損系數是基體試樣的1/5,且磨損后激光熔覆層試樣的表面粗糙度較磨損前的大幅降低,表明經過LC3530鐵基粉激光熔覆后35CrMo鋼表面的耐磨性能得到顯著提高。
(3) 基體試樣磨損表面有多條較深的犁溝和大量微裂紋,磨損機制為犁削磨損,而激光熔覆層試樣表面僅存在較少的相互平行的輕微劃痕,磨損機制為微觀切削;基體試樣表面氧含量高,合金元素含量低,鐵被氧化形成鐵的氧化物,耐磨性差,而激光熔覆后表面合金元素含量高,能形成含有鐵、鉻、鉬和碳等的高硬度合金碳化物,因此耐磨性顯著提高。
