圓柱端面上正弦曲線在數(shù)控銑削中的編程探究
2020-03-13 08:13:04年得君余正存
甘肅科技縱橫 2020年1期
關鍵詞:效率
年得君 余正存

摘要:通過分析了正弦曲線在數(shù)控銑床上的加工難點,經過多次試驗,試驗表明,優(yōu)先選用宏程序編制圓環(huán)上正選曲線的編程方法,不僅程序準確性高、占有機床內存小,而且便于修改,從而對提高加工效率與加工精度有極大的幫助。其方法是用圓參數(shù)方程中的變量和正弦曲線中的變量關系,將復雜的曲線用很多小直線來代替,逐步逼近曲線的輪廓,從而編制出加工圓臺上正弦曲線的宏程序完成加工。此方法對非圓曲線的零件輪廓程序編制提供了一定的依據(jù),通用性好,具有推廣意義。
關鍵字:正弦曲線;宏程序;數(shù)控銑床
中圖分類號: TG547???? 文獻標志碼:A
0引言
對于數(shù)控加工而言,影響零件的加工效率與加工質量因素,除了刀具選擇、工藝安排等之外,數(shù)控編程是數(shù)控加工的主要環(huán)節(jié)。數(shù)控編程有兩種方法,手工編程與軟件編程,軟件編程就是利用計算機CAD/CAM軟件來編程加工,但是計算機編程產生的空刀運行比較多,程序也比較長,機床占有內存大,如遇問題不易檢查修改等缺點,反而加工時間較長工作效率不高。手工編程是軟件編程的基礎,編制簡潔,程序量較小等優(yōu)點,本文以圖1為例,采用FANUC0i數(shù)控系統(tǒng),從加工工藝設計、刀具選擇、編程方法等研究了該零件的加工。
加工工藝安排及刀具選擇
零件圖如圖1所示,要求未注線性尺寸公差應符合GB/T1804-2000,零件加工表面上,不應有劃痕、擦傷等損傷零件表面的缺陷,去除毛刺飛邊,曲線光滑過渡,曲面表面粗糙度為Ra1.6,其余Ra3.2,高50mm。件材料為45#鋼,45#鋼是機器中經常遇到的典型零件之一,主要用來支承傳動零部件,傳遞扭矩和承受載荷。毛坯φ105×55mm,通過對零件圖的進行分析,該零件最大的加工難度就是正弦曲線表面。在加工工藝上,先將外圓柱面、內孔粗精車至圖紙尺寸要求,然后采用三爪自定心卡盤進行裝夾,加持φ100圓柱面,以φ100的外圓表面作為定位基準,完成粗精銑削加工。在切削參數(shù)上,切削參數(shù)的合理選擇直接影響著零件的加工質量、生產效率、刀具使用壽命。本例主軸轉速為1200—2000r/min,背吃刀量0.025-0.06mm/刃,這樣的切削參數(shù)保證其加工質量,提高了生產效率。在刀具選擇上,本例選擇了φ10球頭刀進行粗精加工,球頭刀主要是刀刃類似球頭,用于銑削各種曲面、圓弧溝槽的加工,也叫R刀如圖2,一般情況下,刀具半徑的大小就是球頭刀圓弧半徑的大小。由于其幾何結構,在銑削過程中接觸面積大、主切削力大,因此在銑削過程中切削深度較小,生產效率低。為提高生產效率,通常情況下,采用少吃快走的加工策略,以便提高加工效率。雖然其加工效率較低,但加工余量均勻,尤其是對曲面加工效果更明顯,表面質量更高。如果選擇立銑刀,雖然加工效率較高,但由于零件輪廓形狀的結構,在銑削過程中,會產生加工余量不均勻,存在著過切或欠切現(xiàn)象,影響表面加工質量。
編程方法與分析
通過對圖1零件結構分析,零件曲面由正弦曲線構成,本例采用手工編程。就目前而言,數(shù)控系統(tǒng)還沒有開發(fā)出一條指令用于曲線、曲面加工,針對系統(tǒng)中存在的缺陷,編程程人員都是借助數(shù)控系統(tǒng)已有的功能直線插補或圓弧插補,采用該功能擬合曲線的方法,編制其加工程序,這種編程就是數(shù)控宏程序編程,是用變量的方式進行數(shù)控編程的方法。首先將曲面轉化為曲線,推導出曲線方程或參數(shù)方程,數(shù)控銑床一般采用參數(shù)方程,然后定義變量,通過變量的變化,引起曲線變換,完成曲面程序編制,編程過程如下:
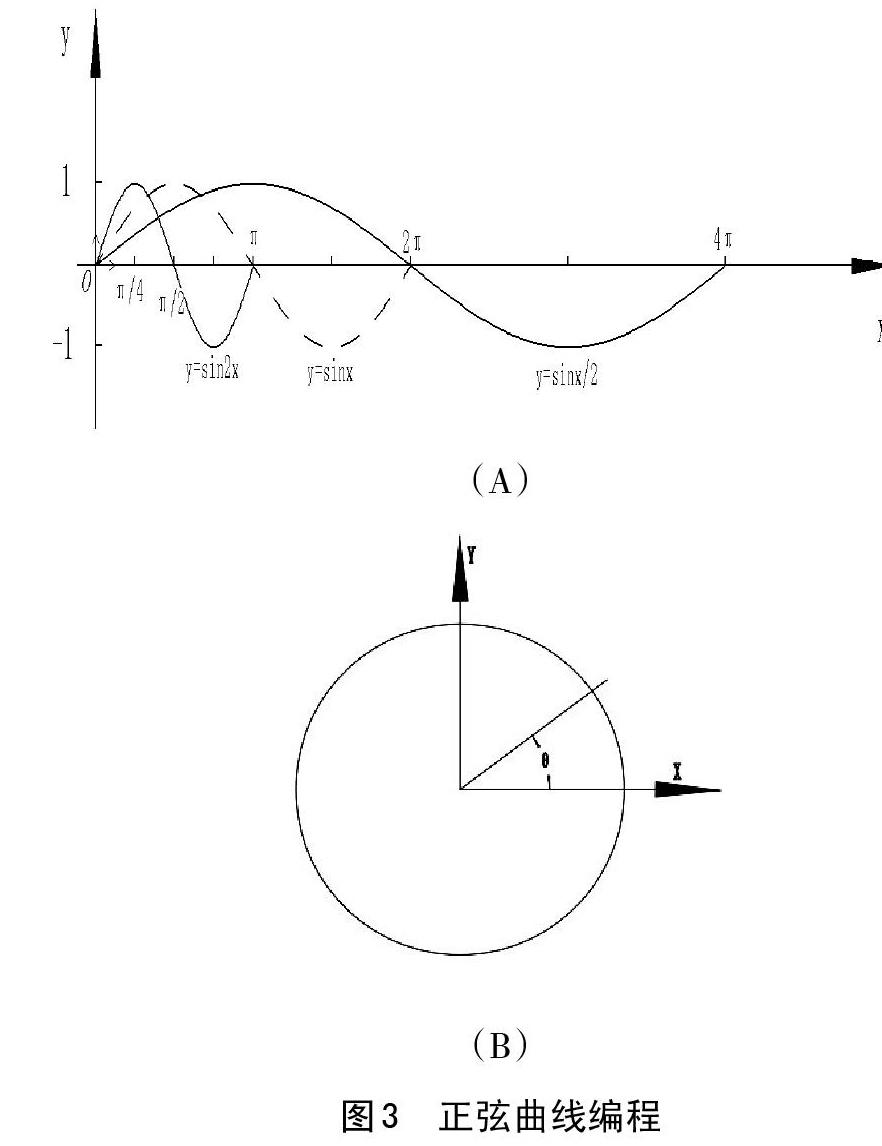
圓的參數(shù)方程:X=R*COSθ,Y=R*SINθ;R為圓的半徑,θ為變量圓心角角度,XY為圓上的點坐標如圖3B。正弦曲線:y=A*sin(ωx+θ);A為波幅(縱軸),ω為角頻率,x為時間變量 (橫軸角度),θ為相偏移(橫軸左右)如圖3A。刀具在XOY平面中的兩個圓之間做往復運動,Z軸做正弦曲線運動從而得出所要加工的曲面。設圓的圓心角θ為變量#1使得圓變成若干個點直線相連逼近圓的曲線。得出圓上點的坐標為:Φ100的圓上點坐標X=50*COS#1,Y=50*SIN#1,Φ80的圓上點坐標X=40*COS#1,Y=40*SIN#1
圖3所示,可以利用函數(shù)的周期性,可以把y=sinx圖形向左、向右縮放或拉升,得出y=sin2x,y=sin1/2x。可以看做是y=sin2x的圖像是把y=sinx的圖像上所有點的橫坐標縮短到原來的1/2倍而得來的(縱坐標不變)。同理,y=sin1/2x的圖像是把y=sinx的圖像上所有點的橫坐標伸長到原來的2倍而得來的(縱坐標不變)。得出結論函數(shù)y=sinωx的圖像是吧y=sinx的圖像上點的橫坐標縮短或者伸長到原來的1/ω倍而得來的(縱坐標不變)。最終得出,正弦曲線上x為橫軸(圓的角度)在整圓上(2π=360度)有3次重復,縮短了原來的1/3倍,得:y=sin3x= sin(3*#1),圖一所示正弦曲線波幅A為10 得出圖一的正弦曲線為y=10*sin(3*(#1)),正弦曲線第一個周期是從圓的零點開始的Z值應該是-10,所以Z軸的坐標值為10*sin(3*(#1))-10。使用Φ10的球頭刀加工,模擬軌跡如圖4,參考程序如下:
結束語
本文針對宏程序在數(shù)控銑削中應用進行了研究,具有參考價值,也能滿足工件的精度要求,在實際加工中可以調整變量的增量,就可以使加工曲線逼近曲線的誤差,提高加工精度。解決了圓環(huán)上正弦曲線的相關問題及編程加工思路,對數(shù)控銑床加工相似類型零件提供了參考。
參考資料:
[1]徐衡.FANUC數(shù)控系統(tǒng)手工編程[M].北京:化學工業(yè)出版社2017.06
[2]劉蔡保.數(shù)控編程[M]. 北京:化學工業(yè)出版社.2018.9
[3]杜軍.FANUC宏程序編程技巧[M].北京:化學工業(yè)出版社.2016.6
[4]辜文娟.淺談宏程序在數(shù)控銑床編程的應用[J].機械研究與用,2016,29(04)
[5]馬國偉.數(shù)控銑加工工藝的應用與優(yōu)化[J].科技經濟導刊.2019,27(26):82
[6]張辰.宏程序在數(shù)控編程中的應用研究[J].河南科技,2019(22):86-88.
猜你喜歡
瘋狂英語·初中天地(2021年5期)2021-07-21 02:24:28
甘肅教育(2020年14期)2020-09-11 07:57:42
中學生數(shù)理化(高中版.高考數(shù)學)(2020年5期)2020-06-02 09:19:08
商周刊(2017年9期)2017-08-22 02:57:49
遼寧經濟(2017年6期)2017-07-12 09:27:16
中國衛(wèi)生(2016年9期)2016-11-12 13:27:54
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國洗滌用品工業(yè)(2015年7期)2015-02-28 19:02:38
電子設計工程(2015年12期)2015-02-27 12:06:10
中國衛(wèi)生(2014年11期)2014-11-12 13:11:32
