提高280柴油機支座加工成品合格率的加工工藝
2020-03-23 05:59:17繆瑋許新為
科技視界 2020年2期
關鍵詞:措施
繆瑋 許新為
摘 要 對280柴油機支座在加工過程中經常出現的質量問題進行分析并提出了解決問題的方法及措施,提高了支座成品合格率。
關鍵詞 柴油機;支座;原因;措施
中圖分類號: TK423文獻標識碼: A
DOI:10.19694/j.cnki.issn2095-2457.2020.02.029
1 問題的提出
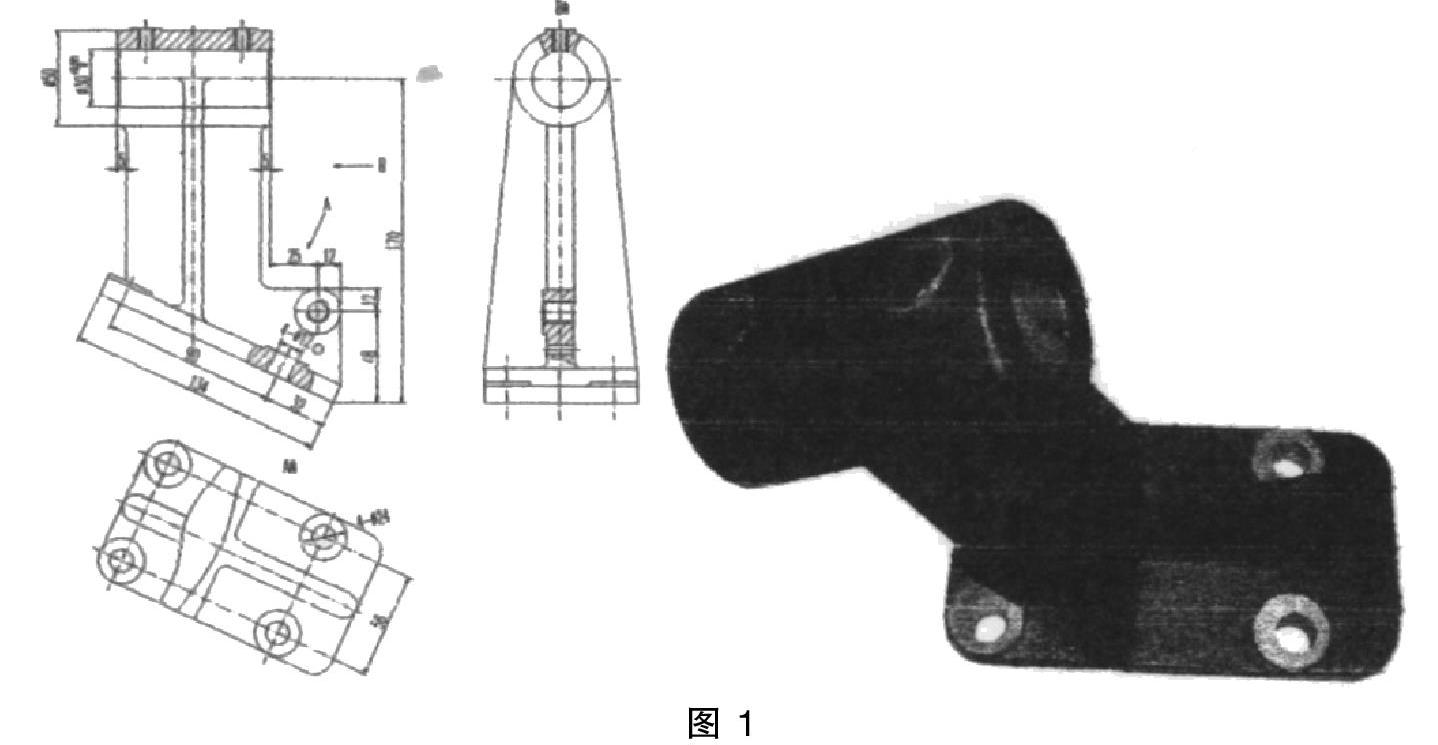
支座是280柴油機上的一個重要零件,其加工質量直接影響柴油機的整機的運行性能和使用壽命。支座的零件圖(見圖1),其毛坯為精密澆注件,材料為ZG230-450.其原來的加工工藝流程主要分以下4步:
(1)鉗工首先劃線。利用三只千斤頂進行調整,劃出Φ50圓前后中心高和底面80mm寬中心線,然后將工件倒立在一塊角度為25°墊鐵上,以中心線作為垂直線,劃出φ50十字線和中心高170mm在底座的定位線,進而劃出底座四邊的加工線,并打洋沖。
(2)上插床加工底面及后側面。插床加工底面時以中心線為基準,將工件調整水平,壓緊工件,加工出底面然后旋轉90°再加工后側面,底面和后側面的交點作為圖紙上170mm中心高的基準點。
(3)鉆鉸4×φ12底座孔。鉗工利用鉆模鉆鉸4×φ12底座孔,其中一對角線上的二只孔為后道車削夾具上的定位孔需鉆孔后鉸孔加工。鉆模是以工件底面、后側面及工件的中心線作為定位基準,壓緊工件后進行鉆孔和鉸孔。
(4)上車床加工φ30孔。車床是應用專用車床夾具來加工φ30孔的,車夾具是以對角二只經鉸孔加工后的φ12孔作為定位孔和底面作為定位面的,壓緊后進行車削加工。
上述的加工工藝在實際的加工過程中經常會出現這樣的問題:工件上φ26澆注孔的中心線與工件上車夾具在車床的回轉中心線存在較大的同軸度誤差(0.5~3mm),導致在加工φ30孔時不能完全加工出來從而導致產品的報廢。據不完全統計:2018年我公司共生產支座380余只,共產生廢品45只,合格率只有[(380-45)÷380]×100%=88.2%。一開始我們與鑄鐵車間聯系能否加大φ30孔的加工余量,將澆注孔縮為φ24或更小一點。鑄鐵車間答復:若再縮小澆注孔尺寸極易產生鑄造缺陷,得不償失。因此,我們重新審視了原來的加工工藝,爭取從加工工藝入手,來提高280柴油機支座加工的成品合格率。
2 工件產生報廢的原因分析與解決對策
2.1 原因分析
因φ30孔在車床上因不能完全加工出來而產生報廢的質量問題,我們一方面對澆注件毛坯進行了全面檢查,對毛坯外形進行以下三方面的檢測:對澆注件上φ50外圓和φ26內孔同軸度進行檢測,經測量,φ50外圓和φ26內孔的同軸度較好,無太大的誤差;對毛坯外形65°角度進行測量,為了尋找毛坯外形65°是否有偏差,特地設計制造出了一個比較合理和便捷的劃線夾具(見圖2),對φ50外圓側母線在劃線夾具中進行定位后,測量得出65°角度基本一致;對φ50側母線和底面80mm寬側面平行度進行檢測,為了尋找φ50側母線和寬側面平行度是否一致,根據計算公式(80÷2)-(50÷2)=15mm,做出二塊15mm高的平行墊鐵,在平板上對φ50側母線墊平,發現底面80mm寬側面和φ50側母線存在不平行度誤差,不平行度從0.1~3mm不等,誤差較大。因此我們可以斷定:φ50側母線和底面80mm寬側面平行度對最后在車床上加工φ30孔的加工質量存在較大影響。
另一方面我們再對鉆鉸工序進行分析時發現在鉆鉸4×φ12底座孔時,是以底面和后側面作為定位基準夾緊后加工的,在鉆鉸工序前插削加工時,工件底面與后側面是經過加工的,而且后側面的加工余量會因毛坯澆注件的制造誤差的大小而發生明顯的變化,工序尺寸要求后側面光出即可。在實際生產中,后側面加工量為0.1mm~0.6mm不等。而鉆模設計制造是以零件成品尺寸進行的,在工件澆注尺寸精度較好時,以底面和后側面的交線作為φ30孔中心高基準的170mm尺寸影響并不是太大,但當后側面的加工余量較多時,則對170mm尺寸影響較大。以后側面加工量0.1~0.6mm兩個極限尺寸計算,0.1mm的加工量對170mm尺寸的影響僅為0.1÷sin25°=0.23mm,而0.6mm的加工量對170mm尺寸的影響達0.6÷sin25°=1.42mm。由此可見,在鉆模上進行鉆鉸4×φ12底座孔時若不對插床的加工量進行適當的補償,也將會對最后φ30孔的加工產生極大影響。因此,上述兩點原因是導致工件在車床上加工φ30孔時不能完全加工出來、進而導致成品產生報廢的主要因素。
2.2 解決對策
圍繞上述分析的兩點主要原因,我們采取了以下幾個方法解決。
(1)鉗工劃中心線時,利用兩塊15mm等高墊鐵來保證φ50外圓前后等高,并劃出工件頭部及底面的中心線,再用65°∨型劃線夾具,以φ50外圓兩側母線作定位,并且用∨型夾具下部擋鐵擋住φ50外圓頭部端面,以中心線作為垂線,劃出170mm中心高在工件底部定位線,并以定位線作基準劃出底部四周插床加工線,并打洋沖。
(2)為了保證插床的裝夾定位和鉗工一致,給插床做了同樣二塊15mm等高墊鐵,墊入φ50前后側母線下,調整中心線水平,用塞尺皮來糾正底部側面和φ50側母線的平行度,然后壓緊。以鉗工劃出的底面線插出底面,旋轉90°后插出后側面(光出即可)。
(3)在插床加工底座后側面時,測量并記錄后側面加工余量的實際數據,因為這個數據直接關系到工件的φ30孔最終加工完畢時的精度要求。根據對底座后側面加工數據的測量,并在隨后的鉗工鉆模的后側面定位面上適當增加相應數值的塞尺來彌補,從而對鉆鉸φ12的定位孔位置進行位置補償。再以φ12底孔定位安裝上車夾具旋轉后,工件上φ26澆注孔的中心線與工件上車夾具后在車床的回轉中心線同軸度誤差大為減少,一般情況下同軸度誤差不超過0.5mm。
(4)在毛坯件正式加工之前,先將毛坯用兩塊15mm等高墊鐵上逐個測量檢驗,對底部側面和φ50側母線平行度超過2mm的毛坯件,就不再加工,直接毛坯報廢。因為φ12孔的單邊加工余量只有2mm,若平行度超過2mm,那么即使在隨后的加工工序中一點加工誤差也沒有,也無法保證在車床上將φ30孔全部加工出。減輕工人的勞動強度,保證了生產節點的按時完成。
3 效果檢驗
采取上述四點改進措施后,支座加工成品合格率提高到97%。表明改進后的加工工藝取得比較明顯的效果,徹底解決了因毛坯澆注件復雜的變形,導致加工基準的不一致,進而達到圖紙的所設計精度要求,并對及時完成工廠新造機車的生產任務具有非常重要的意義。
參考文獻
[1]工具鉗工技師培訓教材[M].機械工業出版社.
猜你喜歡
今日畜牧獸醫(2022年10期)2022-12-23 06:23:28
今日畜牧獸醫(2022年10期)2022-12-23 06:19:54
今日農業(2021年9期)2021-11-26 07:41:24
建材發展導向(2021年15期)2021-11-05 08:22:20
今日農業(2020年13期)2020-12-15 09:08:51
湖北農機化(2020年4期)2020-07-24 09:07:10
甘肅教育(2020年8期)2020-06-11 06:09:48
中學生數理化(高中版.高考理化)(2020年3期)2020-05-30 12:26:24
中國外匯(2019年21期)2019-05-21 03:04:06
豬業科學(2018年4期)2018-05-19 02:04:38
