U型罩復(fù)合模具的設(shè)計(jì)與裝配工藝
2020-03-23 05:59:17季平
科技視界 2020年2期
關(guān)鍵詞:設(shè)計(jì)
季平

摘 要 隨著科學(xué)技術(shù)和現(xiàn)代工業(yè)的飛速發(fā)展,模具工業(yè)在機(jī)械制造行業(yè)中的運(yùn)用越來(lái)越廣泛,它在鑄造、塑料、橡膠、沖壓、各種型材、粉末冶金、陶瓷制品等的生產(chǎn)領(lǐng)域中顯示出較大的優(yōu)越性。模具是一種高生產(chǎn)率的工藝裝備,它不僅效率高,而且節(jié)約原材料,降低成本,保證產(chǎn)品質(zhì)量。為使模具工業(yè)適應(yīng)機(jī)械工業(yè)飛速發(fā)展的需要,目前在模具生產(chǎn)中采用了許多新工藝、新裝備,它不僅提高了模具的制作水平,同時(shí)也使模具行業(yè)向機(jī)械化、自動(dòng)化的方向發(fā)展。當(dāng)前模具工業(yè)廣泛采用了計(jì)算機(jī)設(shè)計(jì),數(shù)控加工等一些先進(jìn)的機(jī)床進(jìn)行加工,使模具的制造精度越來(lái)越高,模具制造業(yè)將有非常光明的未來(lái)。
關(guān)鍵詞 U型罩;設(shè)計(jì);裝配
中圖分類號(hào): TG385.2文獻(xiàn)標(biāo)識(shí)碼: A
DOI:10.19694/j.cnki.issn2095-2457.2020.02.031
U型罩落料、拉深、沖孔模是一種在同一工位上完成三道加工工序的復(fù)合模,它與普通模具(即一次沖壓過(guò)程只能完成一道加工工序)相比具有生產(chǎn)效率高,制造成本低,同時(shí)又適應(yīng)于大批量生產(chǎn)的特點(diǎn),但模具的零件較多,加工精度高,結(jié)構(gòu)復(fù)雜,對(duì)最后裝配的要求也高。
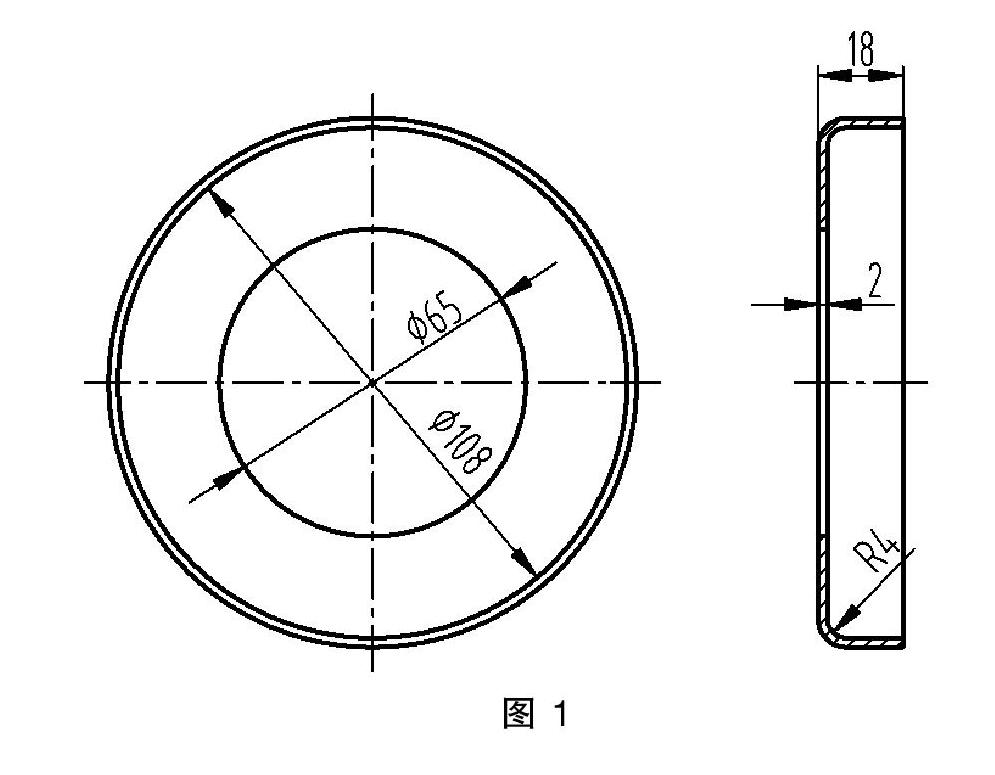
1 零件圖
2 模具總裝圖(見(jiàn)圖2)、明細(xì)表(見(jiàn)圖3)
這付模具我們想從模具設(shè)計(jì)結(jié)構(gòu)、工作性能和模具的裝配調(diào)整兩個(gè)方面進(jìn)行論述。
2.1 模具的結(jié)構(gòu)和工作性能
1)模具主要有模柄、模架、墊板、凸凹模固定板、凹凸模固定板、凸模、凹模、彈頂裝置、卸料板、頂出桿、打料裝置、彈性橡膠和螺釘、圓錐銷等組成。
下面我把模具各主要零部件的工作性能介紹一下:
(1)模柄28的主要作用是保證模具與壓力機(jī)中心的正確定位,與壓力機(jī)的滑塊相連接。
(2)模架2的主要作用是固定模具各主要零部件和輔助裝置。
(3)導(dǎo)柱22、導(dǎo)套25是模具工作時(shí)的定位、導(dǎo)向零件。
(4)上模卸料板9的主要作用是在模具工作時(shí)一方面壓緊制件板料,使板料不能移動(dòng),另一方面在完成一次沖壓過(guò)程后頂出制件或廢料。
(5)凸凹模固定板4、15是固定凸模和凹模位置的零件,它們和墊板一起與模架相連。
(6)下模卸料裝置10其主要作用是拉深時(shí)作壓邊圈使用,完成后又起頂出制件的作用。當(dāng)制件卡在上模時(shí),上模打料裝置5、23、24、27將制件打出。
(7)彈性裝置有橡膠、鐵板、螺柱和頂桿組成,其主要作用是模具經(jīng)過(guò)每次沖壓后恢復(fù)各彈頂零件的正確位置。
2)下面我介紹一下模具的工作過(guò)程
(1)將模具安裝在壓力機(jī)中,依靠模柄與壓力機(jī)滑塊相連并使模具調(diào)整到壓力機(jī)中心位置后用壓板緊固模架。壓力機(jī)調(diào)整工作行程確定模具開模和閉模時(shí)機(jī)床工作臺(tái)的工作高度,保證開模時(shí)工人取件方便,閉模時(shí)上模凸凹模進(jìn)入下模凹模型腔正確的深度23mm位置。
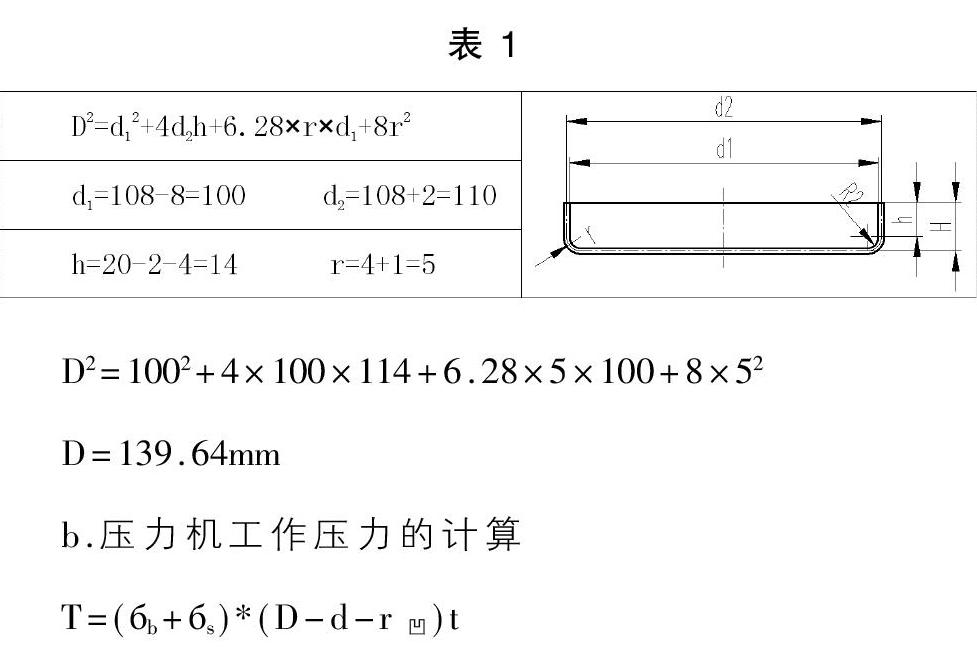
(2)壓力機(jī)工作壓力的計(jì)算和落料展開尺寸計(jì)算
a.制件落料尺寸計(jì)算
(3)模具位置調(diào)定緊固后,用潤(rùn)滑油潤(rùn)滑各導(dǎo)向零件和活動(dòng)零件,如模具的導(dǎo)柱、導(dǎo)套、頂桿等,模具的凸模和凹模刃口部位也要涂適量的潤(rùn)滑油。
(4)模具在先不放制件材料時(shí)試壓一下,仔細(xì)觀察模具各部件情況是否符合設(shè)計(jì)要求,查看各運(yùn)動(dòng)零件是否滑動(dòng)靈活,彈頂機(jī)構(gòu)經(jīng)壓縮、釋放后彈頂零件是否復(fù)位。
(5)試沖:將2mm的板料置于上、下模之間,壓力機(jī)滑塊下降帶動(dòng)上模下移,當(dāng)上下模與制件板料接觸之后,卸料板9首先壓住板料使之不能移動(dòng),上模的凸凹模6與下模的凹模13完成了一次落料,即沖出Φ139.64mm圓片,壓力機(jī)繼續(xù)運(yùn)行,上模的凸凹模6與下模的壓邊圈10和制件圓片接觸,依靠下壓時(shí)彈頂裝置壓緊,壓邊圈下移時(shí)依靠頂桿和鐵板壓縮橡膠,下模的凸凹模頂著板料進(jìn)入上模的凹模中拉深,當(dāng)拉深到18mm時(shí),上模的凸模沖頭7與制件接觸,沖頭與下模凸凹模對(duì)制件完成一次沖孔,上模進(jìn)入下模23mm后制件完全成形,開模時(shí),壓邊圈頂出包容在拉深凸模上的制件,同時(shí)下模頂料裝置12頂出沖孔后的廢料,模具各部位的彈頂裝置恢復(fù)到原來(lái)的形狀。
ⅰ.取出制件,測(cè)量各部件尺寸和形狀,是否有起皺、拉裂、變形、劃痕等缺陷,尺寸是否符合圖紙要求
ⅱ.試沖合格后,連續(xù)沖壓100件以上模具各部零件一切正常就可以批量生產(chǎn)了
2.2 模具的裝配和調(diào)整
根據(jù)圖一所示,制定裝配順序和工藝方法
在裝配之前,首先必須仔細(xì)研究圖樣,根據(jù)模具的結(jié)構(gòu)特點(diǎn)和技術(shù)要求,確定合理的裝配次序和裝配方法,檢測(cè)模具零件的加工質(zhì)量,然后按規(guī)定的裝配工藝要求進(jìn)行裝配。
2.2.1 主要零部件的裝配和總裝配
1)模柄的裝配。
這里模具的模柄是組裝在上模座上的如圖所示:
模柄與上模座的配合要求是H7/m6,裝配時(shí),可用壓力機(jī)或用鉗工敲擊的方法把模柄壓入上模座,安裝后用90°角尺檢查模柄與上模座上平面,垂直度是否正確,如果一切順利就反過(guò)來(lái)以模座下平面為基準(zhǔn),用平面磨床磨平模柄端面突出部分,最后用螺釘或定位銷緊固。
2)上模凸凹模與固定板的裝配及凸模沖頭的裝配。
(1)將凸模沖頭壓入凸凹模中反面用螺釘緊固,檢查測(cè)量裝配是否符合圖紙要求。
(2)凸凹模與固定板的配合要求H7/m6,裝配時(shí)將精加工好的凸凹模壓入固定板中,根據(jù)固定板二平面檢查凸凹模平面度和垂直度是否符合要求,最后用螺栓和定位銷緊固。
以上兩步在裝配時(shí)注意凸模沖頭和凸凹模刃口不能碰壞,并且壓入裝配時(shí)各配合面要清潔,不能有雜物夾在中間,以免影響裝配精度。
3)下模凹模,拉深凸模與凹模固定板的裝配。
如圖所示,裝配時(shí)先將凹模通過(guò)壓力機(jī)壓入下模固定板中,配合要求H7/m6,檢查凹模上平面和垂直度是否符合圖紙要求,下平面以固定板的下平面為基準(zhǔn)磨平。其次,壓入拉深凸模在凹模中,并且使拉深凸模底面與固定板底面平行重合。最后放入頂出裝置12和橡膠14備用。
4)彈頂裝置的安裝。
用二塊鐵板18把橡膠20夾在一起固定,鉆孔以備在總組裝最后安裝并且備好四根等高頂桿18。
5)總組裝
模具的主要組件裝配完畢后開始總組裝,裝配順序是先裝下模組件后再裝上模組件。
(1)下模座上放上墊板,然后按上凹模固定板組件,調(diào)整位置后用內(nèi)六角螺絲緊固,并打上定位銷定位。
(2)上模組件安裝,先將打料桿組件23、24、27、5組裝在凸凹模固定板組件中,然后將組件蓋上墊板后裝在上模座上用螺絲預(yù)緊,最后等模具間隙調(diào)整后緊固,鉆鉸定位銷孔,配定位銷。
2.2.2 模具的調(diào)整
(1)模具的調(diào)整主要是模具間隙,即落料間隙、沖孔間隙的調(diào)整,如果不均勻不但會(huì)使制件不合格,嚴(yán)重時(shí)會(huì)損壞模具的零部件。首先以模架導(dǎo)柱、導(dǎo)套導(dǎo)向零件為基準(zhǔn),在下模凹模刃口處利用墊片法均勻放上4塊0.2mm銅皮,使上下模合模后凸凹模間隙均勻一致,最后緊固預(yù)緊的螺絲,配鉆定位銷孔,安裝定位銷。
(2)安裝上模卸料板,通過(guò)螺絲26壓縮橡膠調(diào)整位置,使卸料板處于稍高于凸凹模2~3mm位置,并且使卸料板有一定的預(yù)壓力。安裝下模的彈頂裝置,首先把壓邊圈放入凹模內(nèi),旋入四根螺紋頂桿,使它們下端面平齊(看圖一)然后安裝彈頂裝置,調(diào)整螺釘和螺母,使拉深凸模與壓邊圈平面平齊或稍低。
(3)模具的試沖和調(diào)整。
模具裝配后,必須在生產(chǎn)條件下,進(jìn)行試沖,沖出的工件按沖壓零件產(chǎn)品圖或試樣進(jìn)行檢查驗(yàn)收,如發(fā)現(xiàn)缺陷,要仔細(xì)分析找出原因。并對(duì)模具進(jìn)行適當(dāng)調(diào)整和修理。然后再試沖,直到模具正常工作并得到合格的制件為止。
參考文獻(xiàn)
[1]工具鉗工技師培訓(xùn)教材.機(jī)械工業(yè)出版社.
[2]冷沖模設(shè)計(jì)手冊(cè).機(jī)械工業(yè)出版社.
猜你喜歡
河北畫報(bào)(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
