活塞組漏氣量超標原因分析及優(yōu)化
2020-03-24 10:04:12孫琛媛劉召偉李倩劉宗舉
內燃機與動力裝置 2020年1期
孫琛媛,劉召偉,李倩,劉宗舉
1.濱州渤海活塞有限公司,山東濱州 256602;
2.山東省發(fā)動機活塞摩擦副重點實驗室,山東濱州 256602
0 引言
活塞組件包括活塞、活塞環(huán)、活塞銷等,是內燃機中的重要組件,與氣缸壁面一起構成往復運動的動態(tài)密封裝置,保證在燃燒室容積變化的條件下有良好的密封性能,使氣缸內的燃氣不會泄漏到曲軸箱中,同時還要控制機油消耗。發(fā)動機漏氣量大會造成發(fā)動機起動困難、功率下降、油耗率增加,降低發(fā)動機動力性和經(jīng)濟性。活塞組不僅要在盡可能小的摩擦損失下保證漏氣量少,還要承受連桿擺動造成的側向壓力,對活塞組件的設計、加工精度、裝配等都提出了更高的要求[1-4]。
本文中針對某高強化柴油機漏氣量大的問題,從活塞組設計和工藝角度出發(fā),分析導致漏氣量大的可能原因,提出改進措施,并通過試驗驗證了改進措施的有效性。
1 發(fā)動機試驗問題描述
某六缸、直列、四沖程、增壓中冷高強化柴油機,其主要性能參數(shù)如表1所示。

表1 發(fā)動機主要性能參數(shù)
該發(fā)動機在臺架試驗時,磨合1個循環(huán)后有輕微竄油現(xiàn)象,磨合4個循環(huán)后竄油現(xiàn)象嚴重,缸蓋罩出氣口有油漬,對2臺試驗發(fā)動機的漏氣量進行了檢測,發(fā)動機A漏氣量為107 L/min,發(fā)動機B漏氣量為106 L/min,均超過發(fā)動機目標漏氣量90 L/min。
2 活塞組漏氣量超標原因分析
活塞組與缸套之間利用帶有閉口的活塞環(huán)實現(xiàn)往復式密封,在正常工作過程中,氣缸內燃氣從燃燒室下竄至曲軸箱有3個通道,如圖1所示。由于活塞環(huán)存在閉口間隙,漏氣通道不可能完全消除,活塞環(huán)閉口間隙不能過小,因為在高負荷下,環(huán)的閉口間隙可能會消失,引起活塞環(huán)的卡死[5]。為了減少閉口間隙的漏氣,一般采用多個活塞環(huán)形成隨活塞運動的迷宮式密封。本活塞組采用三環(huán)環(huán)組設計,第一道環(huán)為梯形桶面環(huán),密封作用達到80%~90%,第二道環(huán)為扭曲錐面環(huán),密封作用為10%~20%,第三道環(huán)為螺旋撐簧油環(huán),基本沒有封氣作用。
2.1 第一密封面
如果活塞環(huán)本身的彈力p0降為0,則導致活塞環(huán)外周面與氣缸壁之間出現(xiàn)縫隙,即活塞環(huán)“漏光”,第一密封面被破壞,環(huán)背壓力與徑向不平衡力都無法建立,氣體直接從縫隙處竄入曲軸箱。經(jīng)檢測試驗,活塞環(huán)的切向彈力符合設計要求。
2.2 第二密封面
活塞環(huán)槽與活塞環(huán)之間需保持合理間隙,一方面可以防止活塞環(huán)在活塞環(huán)槽中卡死,另一方面防止漏氣量超標。通過檢測,活塞與活塞環(huán)的側隙和背隙符合設計要求,活塞環(huán)加工精度如開口倒角、環(huán)厚度、徑向厚度等均符合加工精度要求。
2.3 活塞工藝和設計原因
檢測活塞環(huán)槽加工精度如環(huán)槽倒角、環(huán)槽側面粗糙度、波紋度等,均符合加工精度要求,因此活塞加工質量符合設計要求。
若活塞第一環(huán)槽溫度過高,會導致環(huán)槽變形太大造成漏氣通道增大;活塞與缸套的配合間隙太大也會導致漏氣通道太大;活塞設計及二階運動對于活塞環(huán)的運動有一定的影響,因此需要進一步驗證活塞設計是否為造成發(fā)動機漏氣量大的原因。
2.3.1 活塞有限元分析
為了避免重復試驗,活塞設計優(yōu)化過程中,首先利用Ansys軟件對活塞進行有限元分析,判定活塞是否滿足設計要求。
利用UG軟件建立活塞、連桿及活塞銷的三維實體模型,導入Ansys有限元分析軟件,考慮到活塞組的對稱性,取活塞、活塞銷和連桿小頭的一半模型作為有限元分析模型。采用二階四面體單元對活塞進行網(wǎng)格劃分,對溫度梯度大的部位進行網(wǎng)格加密,共劃分為403 990個單元和582 998個節(jié)點,其它活塞組采用四面體和六面體網(wǎng)格劃分,共劃分為431 236個單元和658 800個節(jié)點,有限元網(wǎng)格模型如圖2所示。
根據(jù)發(fā)動機的運行參數(shù),采用第三類邊界條件計算活塞溫度場分布,通過周圍介質溫度和換熱系數(shù)模擬活塞的溫度分布[6-9],通過有限元分析得到的活塞溫度場分布如圖3所示(圖中標尺單位為 ℃ ),第一環(huán)槽的溫度為242.3 ℃,未超過活塞環(huán)槽的溫度限定值,符合設計要求。
第二密封面與活塞第一環(huán)槽溫度有較大的關系,本文中所研究活塞第一環(huán)槽嵌有高鎳鑄鐵耐磨鑲圈,其形狀為梯形,梯形環(huán)槽在氣缸中工作時的側向位移使活塞環(huán)與環(huán)槽側面間的間隙不斷變化,防止環(huán)槽中的機油結焦甚至碳化。在發(fā)動機每個循環(huán)過程中,假定活塞溫度分布基本上保持穩(wěn)定,此活塞溫度場分布符合設計要求,驗證了活塞的溫度分布不是引起發(fā)動機漏氣量超標的原因。
2.3.2 活塞二階運動的分析
活塞在內燃機運行時,承受燃氣壓力、慣性力、側向壓力等綜合作用,除了沿氣缸軸線做往復直線運動(一階運動)外,在配缸間隙的影響下,活塞在上下止點處將發(fā)生從缸套一側向另一側的橫向運動和繞活塞銷的旋轉運動,稱為活塞的二階運動[10]。
活塞設計及二階運動對于活塞環(huán)的運動會有一定的影響,活塞第一環(huán)岸的壓力p1大于第二環(huán)岸的壓力p2,可以使一環(huán)更好地貼合在第一環(huán)槽下側面,提高側面的密封作用,并能減小一環(huán)的震顫,第二環(huán)岸通過增加泄壓槽的設計使p1大于p2,通過活塞組件動力學仿真計算,可以研究活塞設計及與缸套的不同配合方案對發(fā)動機漏氣量的影響[11-15]。
在原活塞冷態(tài)形線方案(方案L1)的基礎上,設計了另外兩種方案(方案L2、方案L3),如圖4所示,結合不同的活塞裙部大點直徑組合得到3種方案(S1,S2,S3),如表2所示。
表2活塞優(yōu)化設計方案
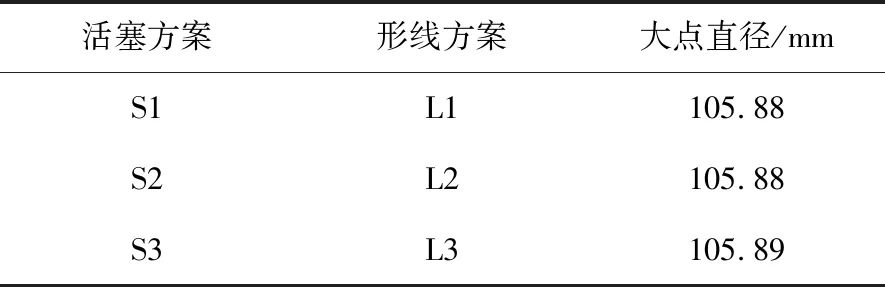
活塞方案形線方案大點直徑/mmS1L1105.88S2L2105.88S3L3105.89
根據(jù)活塞組動力學分析,計算得到3種方案的發(fā)動機漏氣量分析結果,如圖5所示;漏氣量和機油耗如表3所示。
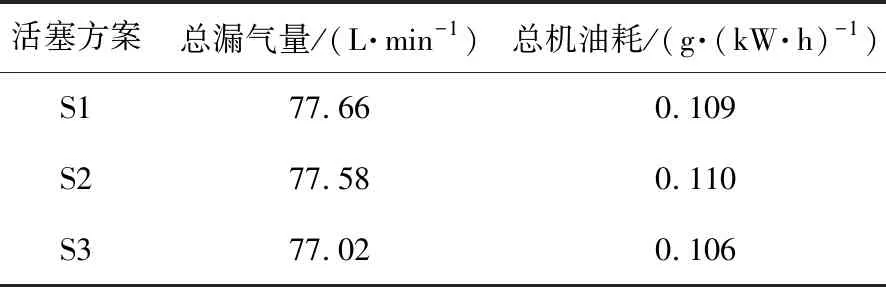
表3 活塞方案漏氣量和機油耗分析結果
由表3可知,L3方案的漏氣量和機油耗最小,漏氣量相對L1方案降低了0.82%,優(yōu)化后方案的漏氣量和機油耗變化不大,因此活塞設計及與缸套的配合間隙不是造成發(fā)動機漏氣量大的主要原因。
2.4 閉口間隙
活塞環(huán)的兩密封面都正常貼合時,漏氣的唯一通道是活塞環(huán)切口處的小開口,曲折串聯(lián)的小開口節(jié)流作用很強,密封作用良好。活塞環(huán)設計時,第一環(huán)的閉口間隙小于第二環(huán),通過降低二環(huán)岸的壓力減小對一環(huán)的向上推力,避免一環(huán)浮起脫離環(huán)槽下側面造成漏氣。
試驗后活塞環(huán)的閉口間隙如表4所示,由表4可知,閉口間隙不符合設計要求,同時活塞環(huán)的故障件有不同程度的漏光現(xiàn)象,漏光位置如圖6所示。經(jīng)檢測第一環(huán)漏光尺寸為0.09~0.12 mm,第二環(huán)漏光尺寸為0.05~0.08 mm,初步判定漏光現(xiàn)象為造成發(fā)動機漏氣量大的主要原因。
表4試驗后活塞環(huán)閉口間隙mm
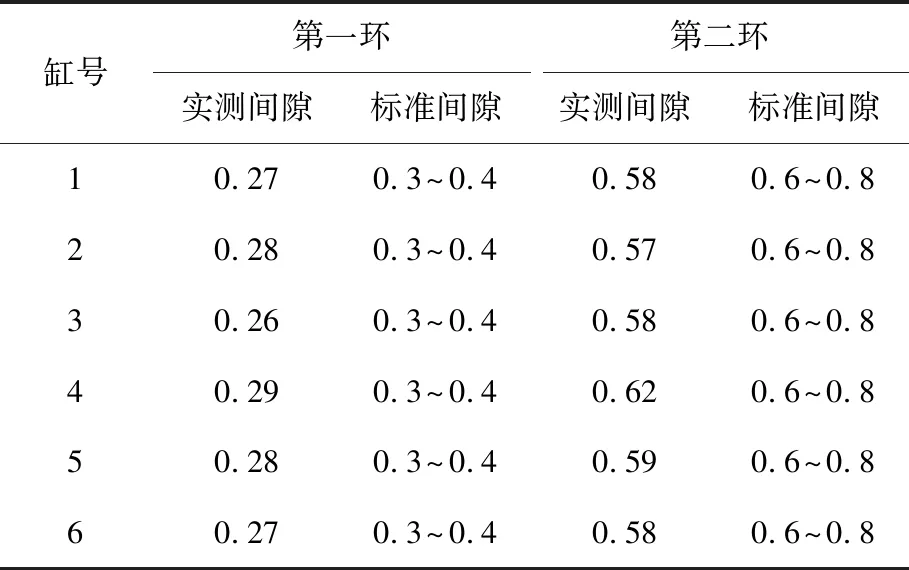
缸號第一環(huán)第二環(huán)實測間隙標準間隙實測間隙標準間隙10.270.3~0.40.580.6~0.820.280.3~0.40.570.6~0.830.260.3~0.40.580.6~0.840.290.3~0.40.620.6~0.850.280.3~0.40.590.6~0.860.270.3~0.40.580.6~0.8
3 閉口間隙漏氣量超標原因確認及優(yōu)化驗證
3.1 活塞環(huán)閉口間隙異常和漏光原因分析
1)活塞環(huán)的裝機樣件全尺寸檢測和漏光檢測均合格,因此活塞環(huán)滿足設計要求,排除活塞環(huán)自身環(huán)體的變形造成漏光現(xiàn)象。
2)活塞環(huán)均采用硬紙筒包裝,通過對同批次未裝機活塞環(huán)閉口間隙復檢,第一環(huán)梯形桶面環(huán)技術要求為0.3~0.4 mm,第二環(huán)扭曲錐面環(huán)技術要求為0.6~0.8 mm,檢測數(shù)據(jù)如表5、6所示。
由表5、6可知,閉口間隙均符合設計要求,返廠未裝機活塞環(huán)漏光檢測,符合文獻[16]要求,活塞環(huán)不漏光,排除活塞環(huán)運輸原因導致的活塞環(huán)變形造成漏光現(xiàn)象。
3)通過分析發(fā)現(xiàn),活塞環(huán)發(fā)生變形的原因為裝配時擴口尺寸超出限值,現(xiàn)裝配設備為氣壓腳踩式擴口機,如圖7所示,經(jīng)測量其最大擴口尺寸為46.6 mm,約為活塞環(huán)徑向厚度的12.6倍,超過活塞環(huán)允許的最大擴口尺寸,正常情況下活塞環(huán)裝配時允許的最大擴口尺寸不超過活塞環(huán)徑向厚度的8.5~9倍,初步判定活塞環(huán)環(huán)體變形的原因為裝配不當造成活塞環(huán)變形。
通過氣壓腳踩式擴口機模擬裝配了6片活塞環(huán),結果均產(chǎn)生變形,并出現(xiàn)腰部漏光現(xiàn)象,檢測數(shù)據(jù)如表7所示。
表5第一環(huán)梯形桶面環(huán)閉口間隙mm
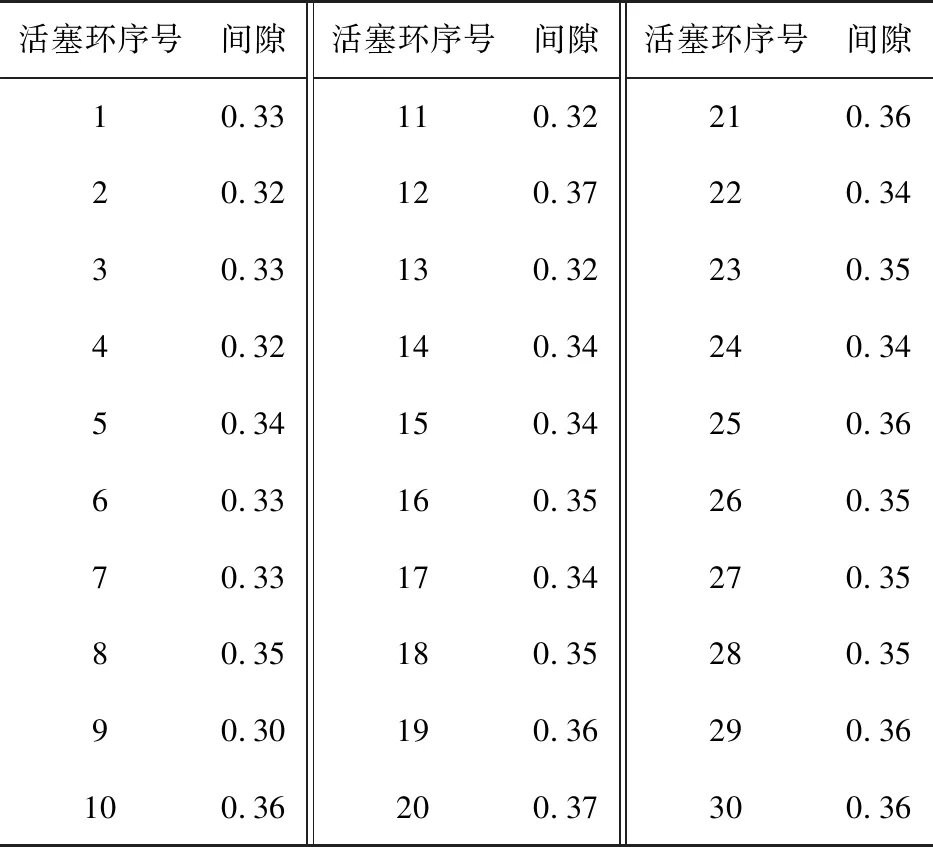
活塞環(huán)序號間隙10.3320.3230.3340.3250.3460.3370.3380.3590.30100.36活塞環(huán)序號間隙110.32120.37130.32140.34150.34160.35170.34180.35190.36200.37活塞環(huán)序號間隙210.36220.34230.35240.34250.36260.35270.35280.35290.36300.36
表6第二環(huán)扭曲錐面環(huán)閉口間隙mm
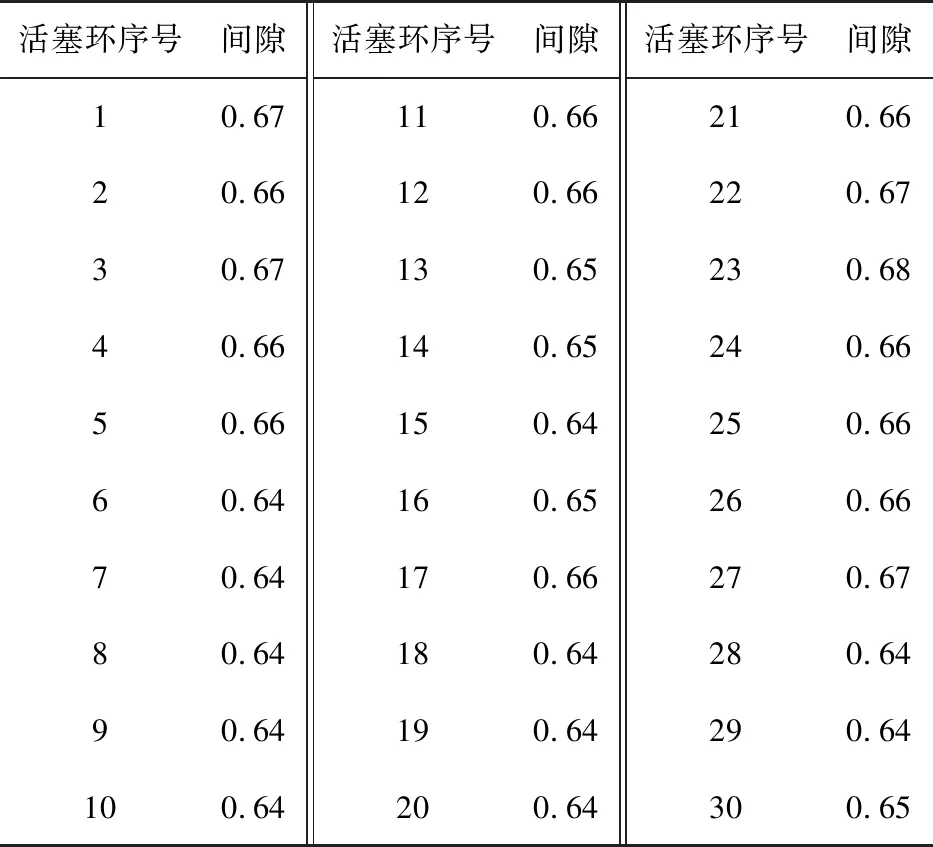
活塞環(huán)序號間隙10.6720.6630.6740.6650.6660.6470.6480.6490.64100.64活塞環(huán)序號間隙110.66120.66130.65140.65150.64160.65170.66180.64190.64200.64活塞環(huán)序號間隙210.66220.67230.68240.66250.66260.66270.67280.64290.64300.65
表7氣壓腳踩式擴口機裝配活塞環(huán)數(shù)據(jù)mm
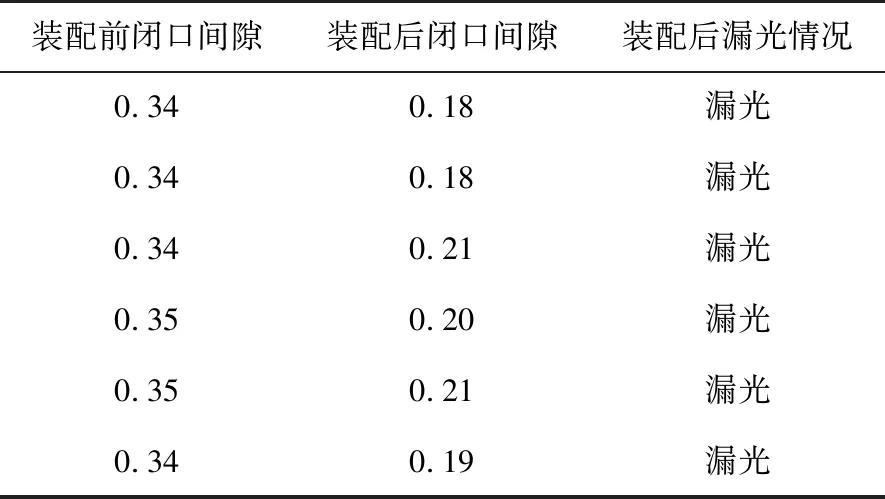
裝配前閉口間隙裝配后閉口間隙裝配后漏光情況0.340.18漏光0.340.18漏光0.340.21漏光0.350.20漏光0.350.21漏光0.340.19漏光
活塞環(huán)裝配時腳踩式工裝的擴張尺寸超出了活塞環(huán)允許的最大擴口尺寸33.3 mm,使活塞環(huán)在擴張后發(fā)生塑性變形未能恢復原狀,兩側腰部出現(xiàn)大范圍的大弧線“漏光”,無法與氣缸壁貼合從而形成漏氣通道,因此,此“漏光”現(xiàn)象為發(fā)動機漏氣量大的主要原因。
3.2 活塞環(huán)裝配方式優(yōu)化及試驗驗證
針對活塞環(huán)裝配不當導致活塞環(huán)體變形的現(xiàn)象,對活塞環(huán)的裝配工裝進行了改進,采用自動裝環(huán)裝置,如圖8所示,上料通過機械手完成各工位間的自動化周轉,實現(xiàn)了活塞環(huán)的自動化裝配流程。采用四爪式結構完成油環(huán)的自動裝配,氣環(huán)采用二爪式結構避免在裝配過程中對活塞環(huán)槽產(chǎn)生磕碰與劃傷;采用視覺檢測系統(tǒng),對裝配過程進行全數(shù)檢測,將漏裝、錯裝、破損等不合格品及時剔除;自動化物料周轉系統(tǒng),實現(xiàn)活塞在各工位間的自動周轉,并通過旋轉氣缸保證各活塞環(huán)開口位置的安裝角度。
該裝配方式保證活塞環(huán)擴口尺寸小于33.3 mm,重新裝配活塞環(huán)后進行了500 h循環(huán)試驗,漏氣量統(tǒng)計為84 L/min,滿足發(fā)動機的目標漏氣量要求,通過試驗。
4 結論
1) 根據(jù)活塞組的試驗情況,優(yōu)化設計了2種活塞與缸套配合的方案,借助動力學分析軟件與原方案進行對比分析,發(fā)動機漏氣量的改善不是很明顯,因此活塞與缸套的配合間隙并非造成發(fā)動機漏氣量大的主要原因。
2) 活塞環(huán)與氣缸之間的縫隙,即活塞環(huán)“漏光”對發(fā)動機漏氣量的影響比較顯著,因此不僅要保證活塞環(huán)的切向彈力、閉口間隙,還要關注活塞環(huán)的裝配方式,保證活塞環(huán)的最大擴口尺寸不能超過活塞環(huán)的擴口限值。
猜你喜歡
汽車維修與保養(yǎng)(2021年8期)2021-02-16 00:28:30
汽車維修與保養(yǎng)(2021年8期)2021-02-16 00:28:18
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
汽車與新動力(2015年1期)2015-02-27 12:11:01
汽車與新動力(2014年2期)2014-02-27 12:10:15
汽車與新動力(2013年5期)2013-03-11 16:08:17
