旋回破碎機大型薄壁偏心軸套加工工藝優化
2020-03-24 05:56:18祝興華
礦山機械 2020年2期
祝興華
1洛陽礦山機械工程設計研究院有限責任公司 河南洛陽 471039
2礦山重型裝備國家重點實驗室 河南洛陽 471039
旋 回破碎機是冶金、建材、化工和水電等行業粗碎堅硬礦物的代表設備,利用偏心軸套的轉動帶動主軸上的破碎錐在殼體內錐腔中做旋回運動,對物料產生擠壓、扭曲和劈裂作用,實現連續的破碎作業,具有生產能力大、單位能耗低、工作平穩、適合破碎片狀物料及破碎的物料粒度均勻等特點[1]。偏心軸套作為旋回破碎機中的核心零件,毛坯多采用離心澆鑄或鍛造而成,加工時金屬去除量非常大,鐵屑約占總質量的 50%~70%,而偏心零件本身壁薄裝夾難、剛性差易變形[2]等,使得加工難度非常大。此外,產品零部件的大型化、重型化和單件小批量生產,決定了依靠工裝保證切削加工精度時生產成本居高不下。目前針對通用中小型偏心零件加工的研究頗多[3-4],但對于大型偏心套類零件的加工工藝研究較為少見。
為此,筆者從加工成本和加工效率兩方面入手,依據工藝優化成本評價標準,制定一整套完整高效的加工工藝方案,并針對偏心量與斜度的校驗提出一種快捷的測量方式與誤差分析體系,用以控制內孔的加工精度。
1 大型薄壁偏心軸套的加工難點
大型薄壁偏心軸套的加工難點是如何保證內孔與外圓的偏心量以及兩者軸線之間的夾角(見圖 1),一般有鏜削和車削兩種加工方式:鏜削時工件臥放[5],因鏜床工作臺回轉精度高,可有效控制斜偏心,但裝卡易變形,加工吃刀量不宜過大,粗加工時效率低,且表面粗糙度較差;立車通常需要專用的工裝將工件墊斜達到控制偏心的目的,這樣的工裝只能針對特定的偏心量和角度的零件[6],工裝使用起來比較笨重,制作成本較高,且不同型號的破碎機偏心套的偏斜角度均不一致,工裝不能實現通用化。

圖1 旋回破碎機大型偏心軸套結構尺寸Fig.1 Structural dimension of large eccentric sleeve of gyratory crusher
2 工藝優化成本評價標準制定
為了使生產利潤最大化,零件機加工工藝優化通常采用最少時間標準(見式(1))和最低成本標準(見式2))2 種評價標準[7]。

式中:T為該工藝流程加工所用總時間;I為該工藝流程工序總數;為第i道工序的準結所需時間;n為該批次零件數量;為第i道工序的單件加工所需時間;C為該工藝流程加工所用總成本;mi為第i道工序單位時間內所分擔的全廠開支,即單位工時成本。
(1)最少時間標準 通過以減少單件生產時間的方式提高生產率,必要時不惜在生產成本上做出一些犧牲,以實現對市場的快速反應,在批量生產時收效顯著。
(2)最低成本標準 降低的成本可直接轉化為收益,在時間允許的情況下依據該標準實施生產是切實可行的。
考慮到礦山機械行業單件生產、周期長、成本高的特點,評價標準以最低成本為目標,兼顧最少時間標準,建立目標函數進行優化,以改善加工工藝流程。
3 加工工藝流程優化
3.1 加工工藝基本流程創建
大型薄壁偏心軸套加工工藝優化,通過車工藝壓環(見圖 2)用于輔助裝卡(見圖 3)、銑十字槽和找正圓,實現“以車代鏜”,步驟如下:

圖2 工藝環槽示意Fig.2 Sketch of technical ring and groove
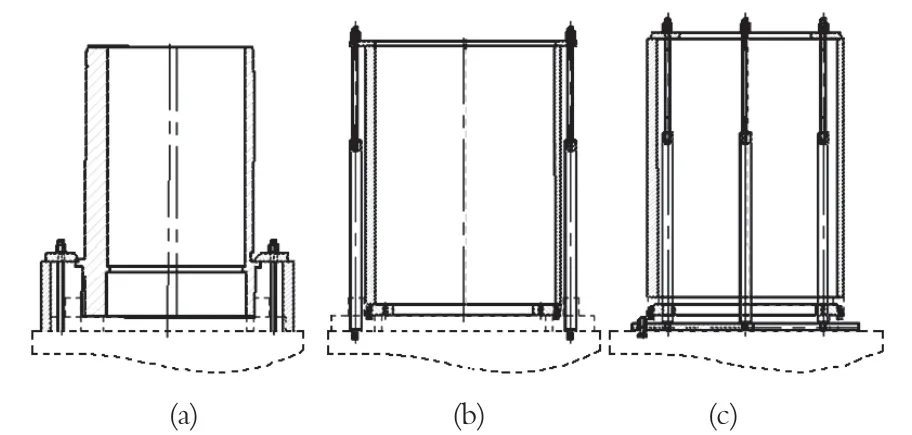
圖3 工件在立車加工裝卡方案Fig.3 Clamping scheme of workpiece in vertical lathe
(1)按同心圓粗車外圓、內孔及兩端面,兩端面留量較大,以便借量去除探傷發現的缺陷部分;
(2)超聲波探傷檢查;
(3)粗車外圓及兩端面,端面車留工藝卡頭,外圓上距兩端約 1/4 處留工藝環,如圖 2(a)所示;
(4)鏜床在端面銑十字槽,并在槽底刻十字中心線,鏜偏心內孔找正帶,如圖 2(b)、(c)所示;
(5)十字槽底面墊平,按內孔處的找正帶找正,一次調裝,粗車內孔及上端面;
(6)調質處理;
(7)半精車外圓及兩端面(見光),卡頭與工件之間車卸荷槽;
(8)半精車內孔,操作類似于步驟(4)和(5),工藝環對稱處銑直槽,如圖 2(d)所示,用于鏜床輔助工件調整;
(9)超聲波探傷檢查;
(10)端面墊平,精車外圓(包括工藝環)并光整外圓表面,十字槽底面墊平,精車內孔并拋光;
(11)根據端面的十字槽底面及內孔找正,銑內孔鍵槽,根據端面及外圓找正,銑外圓鍵槽,最后銑掉卡頭,銑成兩端面。
3.2 具體實施方法
步驟(1)中,利用鍛件毛坯兩端的余料作為卡頭,粗加工時將卡頭的兩端面車削平整,使得與偏心套的外圓垂直。卡頭不僅用于裝卡,也用于后續工序中在卡頭上車銑找正面輔助加工。
步驟(3)中的工藝環,用于后續上立車時裝卡,因工件總高度大于立車滑枕行程,需要調裝二次走刀完成加工。
步驟(4)在卡頭兩端面十字中心線處,銑削找正平面,該平面與內孔垂直,以此代替傳統的利用專用工裝找正和加工偏心的方式。兩端面的十字槽槽寬約100 mm(見圖 2(c)),上下兩端的槽底面平行,與端面成一定角度,該角度等于內孔中心與外圓中心夾角β,上立車加工時按十字槽底墊等高墊鐵,并按內孔圈圓找正,即能保證斜度要求。
步驟(5)中,利用如圖 3(a)中的工藝環作為輔助,采用常用螺栓、螺桿和壓板便能在不引起零件變形的情況下對工件進行牢固裝卡;倘若工件內外圓本身沒有臺階,也可采用圖 3(b)、(c)中所示進行裝卡,將卡爪的徑向夾緊力轉變為軸向力,有效避免了工件彈性變形引起的加工誤差。
鏜削時工件臥放于 V 形鐵,利用天車等起吊工具調整內孔的偏心軸線與外圓的中心軸線呈水平夾角,然后旋轉回轉工作臺調整內孔斜度,數控開坐標實現偏移量并進行鏜削內孔。
圖4 所示為工件在鏜床裝卡改進前后對比示意,常見的裝卡方式如圖 4(a)所示,工件上下均為 V 形夾具,僅上面的壓板質量就超 0.6 t,裝卡不便;更重要的是,工件臥放時,圓周方向需打表調整找正,依靠天車或是人工均不易進行工件的微調。優化后如圖4(b)所示,工件依靠扳動工藝環對應缺口壓板上的螺栓和螺母,即能完成工件的微調,操作方便、安全。

圖4 鏜削時夾緊定位方式對比Fig.4 Comparison of clamping and positioning type in boring procedure
3.3 內孔斜偏心測量與誤差分析
內孔偏心量無法用量具直接測量,使用激光跟蹤儀也需要多站分時測量[8],而且激光跟蹤儀本身屬于精密儀器,價格昂貴,操作起來費時費力。因此,通過利用外徑千分尺測量壁厚來間接控制偏心不失為一種經濟有效的測量方式。因工件在加工過程中端面與內孔、端面與外圓之間的棱角不規整,常有毛刺或是表面粗糙,且端面銑有十字工藝槽等因素,影響壁厚測量的準確性,測量時以在外圓上選取靠近端面有微小距離ε的完整精加工表面為宜。如圖 5 所示,可得偏心量e及斜度β分別為

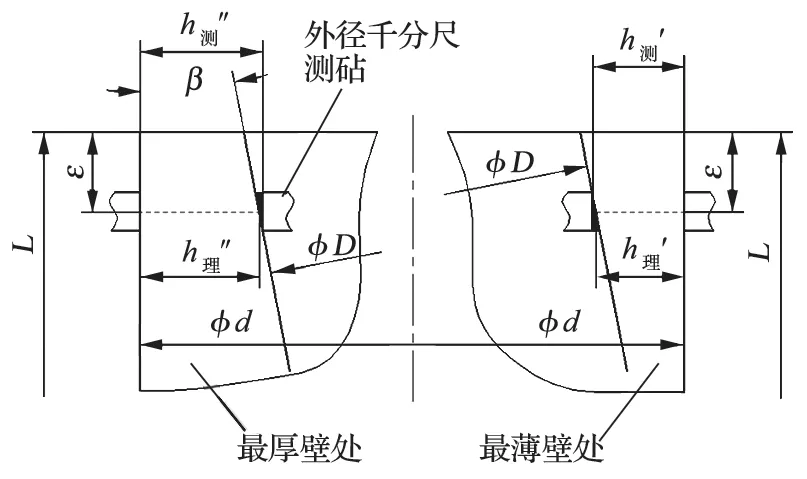
圖5 斜偏心測量誤差分析Fig.5 Analysis on measuring error of oblique eccentricity
實際測量時,千分尺測砧中心放置在距離端面ε處,測砧與零件外壁為線接觸,而與內壁則為邊緣點接觸,即與內壁存在一定的“弧高”,使得測量數值偏大。由圖 5 可見,該間隙在測量最大壁厚和最小壁厚時相等,可知

聯立式(3),可得實際測量值為

通過式(4)、(5)可以看出,該測量方法理論上不會影響偏心值與內孔斜度的測量精度,且操作方便。
4 應用實例
如圖 1 所示大型斜偏心軸套,尺寸為φ1 190×φ850×1 730,其鍛件毛坯總體尺寸為φ1 240×φ630×1 900,內外圓尺寸公差要求 6 級精度,斜偏心孔位置公差約 0.05 mm,表面粗糙度最高達Ra0.4。大型偏心軸套加工工藝流程優化前后加工工時與費用合計對比如表 1 所列。
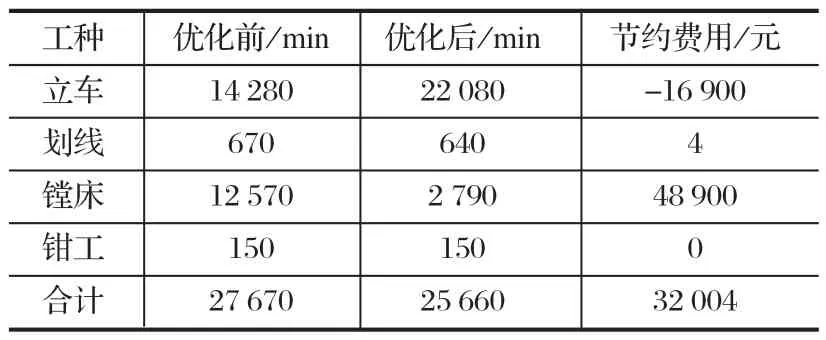
表1 加工工藝流程優化前后工時及加工成本對比Tab.1 Comparison of working hour and machining cost before and after optimization of machining process
通過對比各工種加工時間的總和,可以清晰地看出工藝優化后不僅所用工時縮短、效率提高,而且加工費用大幅度降低。
5 結語
(1)優化后的旋回破碎機大型偏心軸套加工工藝方案,符合“最低成本為主,最少時間為輔”的評價標準,大大降低了生產制造成本,且生產效率略有提高。該工藝方案應用于實際生產中,實現了降本增效的目的,促進了產品零件的順利交付使用。
(2)“以車代鏜”的加工方法成功地解決了大型偏心零件加工時找正、定位和微調等難題,操作方法簡便,且采用立車精加工更易于拋光與滾壓,有效提高了零件表面粗糙度。
(3)提出的偏心間接測量方法及誤差評價方式,可以有效測量大型偏心零件的偏心值和傾斜角度,完全滿足測量精度需要,在大型偏心套類零件的偏心距測量中具有較強的實用性。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
世界農藥(2019年2期)2019-07-13 05:55:12
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
