一種中心傳動濃縮機驅動裝置水平度的檢查和調整方法
2020-03-24 05:56:22
礦山機械 2020年2期
關鍵詞:測量
內蒙古包鋼鋼聯股份有限公司巴潤礦業分公司 內蒙古包頭 014080
濃 縮機是一種濃縮和澄清設備,主要用于選礦尾礦、浸出液和廢水處理等需要固液分離的工藝,廣泛應用于選礦、冶金、污水等行業[1]。隨著我國對尾礦庫環保和安全要求的日益嚴格,同時提倡礦產綜合利用,尾礦干式堆存成為愈來愈多礦山企業尾礦處理的選擇。內蒙古包鋼鋼聯股份有限公司巴潤礦業分公司(以下簡稱“巴潤礦業分公司”)選礦廠尾礦區域采用兩次濃縮尾礦干堆工藝,一次濃縮采用 48 m高效濃縮機濃縮尾礦,該濃縮機屬于連續生產設備。在生產過程中,濃縮機的中心柱、耙架等執行機構處于液面下方,在日常生產中很難對這些機構進行檢查維護,所以停機檢修時必須對設備進行徹底的檢查和維護,保證濃縮機在一個生產周期內的穩定運行。
1 問題的提出
1.1 設備簡介
巴潤礦業分公司選礦廠尾礦一次濃縮裝備為西方技術公司制造的 48 m 高效濃縮機,該濃縮機采用中心傳動,其主要技術參數如表 1 所列。
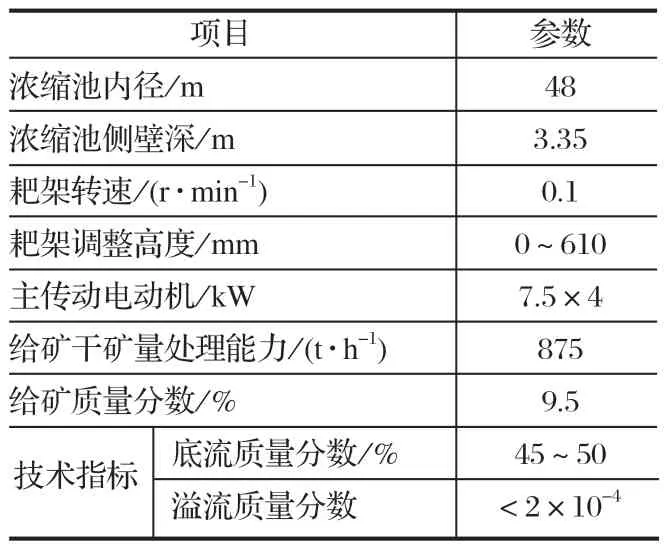
表1 48 m 高效濃縮機主要技術參數
該濃縮機主要由中心柱、耙架、驅動裝置、行走橋、進料井、溢流堰和控制箱組成。驅動裝置包含驅動電動機、主齒輪軸承、小齒輪、提耙機構等。濃縮機結構如圖 1 所示。
該濃縮機的工作機構為耙架,耙架的所有質量由驅動裝置上的主齒輪軸承承擔,通過驅動裝置的驅動實現耙架旋轉,配合藥劑系統和輔助泵送設備進行尾礦濃縮處理。
1.2 存在的問題
根據設備結構特征,濃縮機驅動裝置的水平度是最重要的技術參數,因此需要定期檢測濃縮機驅動裝置的水平度,并根據檢測結果進行調整。隨著設備的使用,主齒輪軸承內滾動體及滾道逐步磨損引起鋼架變形,或外力導致的結構變形,會造成水平度變化,若水平度長期保持大偏差運轉,勢必縮短主齒輪的使用壽命,增加設備維修費用。
為了切實提高濃縮機設備的檢修維護水平,保證設備正常生產運行,有必要通過不斷地探索和實踐,總結并找出濃縮機驅動裝置水平度的檢測與調整方法,保證設備始終處于良好的運行狀態。
2 解決措施
2.1 濃縮機結構分析
48 m 濃縮機驅動裝置主齒輪軸承承載來自軸向的整個耙架質量,偏載會造成主軸承局部磨損加劇。因此驅動裝置的水平情況是保證主齒輪軸承承受均勻載荷的關鍵,防止主齒輪軸承的異常磨損。同時,驅動裝置下部中心柱和耙架結構的安裝與調整應在驅動裝置水平的前提下進行,這樣才能保證整個耙架結構的安裝符合技術要求。
2.2 濃縮機驅動裝置水平度檢測
在檢測 48 m 濃縮機驅動裝置水平度前,首先使用水準儀在池壁上每隔 90°標出一個標記線,4 個標記線處于同一水平面,A、B、C、D4 個位置如圖2 所示,標記線位置選擇應距刮刀最高點 200~400 mm,過低或過高都不利于測量。
首先旋轉耙架,選擇任一側耙架,使其靠近池壁側末端刮刀,盡量接近標記線,然后停止轉動;在最外側刮刀最高點選擇一個固定位置,使用水平尺將這一固定位置延長至池壁,測量最外側刮刀最高點距標記線的垂直距離,測量值如圖 2 所示。逐次測量 4 個位置上的數值,比較 4 個位置的尺寸差距,該濃縮機驅動裝置的水平度偏差控制要求為小于 22 mm。
通過刮刀最高點與處于同一水平面上的標記線的垂直距離偏差的測量,間接獲得處于濃縮機中心柱頂部驅動裝置主齒輪軸承在 4 個方向上與水平面的偏差,為驅動裝置水平度的調整提供數據支撐。在實際操作中,完成一側耙架測量后,可以進行另一側耙架的測量,另一側耙架的測量數據可以用于校核第 1 組數據,提高測量的準確性。

圖1 48 m 濃縮機結構

圖2 驅動裝置水平度檢測示意
2.3 濃縮機驅動裝置水平度的調整
驅動裝置水平度的調整是通過在調整間隙間增加或減少調整墊板來實現,調整間隙的選擇分析和調整量的確定如下。
2.3.1 調整位置的選擇
測量值變化的調整位置有 3 處,分別是濃縮機中心柱頂端平面、主齒輪軸承上端面、主齒輪軸承基礎平面。
(1)主齒輪軸承上端面 從驅動裝置結構上來看,調整主齒輪軸承上端面法蘭間隙可以改變測量值,但此位置的調整并不能解決主軸承偏載的問題。
(2)中心柱頂端平面 水平度測量的數據反映的是主軸承的水平度,由于該位置支撐頂起量可能被主軸承游隙抵消,不能使調整平面產生有效間隙,若擴大頂起量將使主齒輪軸承軸向力反向,易造成軸承損壞。
基于以上分析,選擇主齒輪軸承基礎平面作為調整平面是最直接有效。通過在主齒輪軸承箱基礎平面下方增加或減少調整墊板,實現驅動裝置水平度調整。
2.3.2 調整量確定
由于驅動裝置水平度測量數據并不是在驅動裝置基礎上直接測得的,而是一組間接反應驅動裝置水平度的數據,同時由于存在測量誤差,所以依據水平度測量數據,調整量應為超出允許偏差范圍多少,就調多少,在超出允許偏差方向上增加或減少最小量墊板,通過多次測量與調整達到允許偏差范圍。
2.3.3 調整步驟
調整步驟如圖 3 所示。轉籠底部支撐采用 4 臺千斤頂配合鋼制支墩,應使用同一規格千斤頂,保證平穩頂起,單臺千斤頂的頂起力應大于 50 t,在轉籠底部四角進行支撐。巴潤礦業分公司某次用這種方法對濃縮機驅動裝置水平度進行調整的數據對比如表 2 所列,調整后驅動裝置水平度在允許范圍內。

圖3 驅動裝置水平度調整步驟

表2 48 m 濃縮機驅動裝置水平度調整前后對比 mm
3 結語
提出了濃縮機驅動裝置水平度的測量方法,總結了濃縮機驅動頭水平度的調整方法、關鍵步驟和調整量的確定方法,可操作性較強。濃縮機驅動裝置主齒輪軸承是最為關鍵的部件,備件價格昂貴,若發生損壞只能更換。此外,由于驅動裝置處于高空,更換困難,應用本操作方法,可以切實提高深錐濃縮機的維護水平,保證設備生產運行狀態,最大程度地延長主齒輪軸承的使用壽命。目前,巴潤礦業分公司該濃縮機主齒輪軸承已使用 10 年以上,且運行穩定。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
