鋼板剪力墻施工技術在超高層建筑中的應用
2020-04-01 03:17:46劉海賓
山西建筑 2020年6期
劉 海 賓
(大同泰瑞集團建設有限公司,山西 大同 037000)
1 概述
隨著高度超過400 m的城市綜合體建筑的發展,為保證結構的安全與穩定,超高層建筑大部分采用勁性結構來提高其承載能力以及抗側能力,鋼板剪力墻結構由此而生[1]。但這種結構形式也給超高層建筑施工帶來技術難關,對于鋼板剪力墻勁性結構的安裝精度控制、整體變形控制等成為施工過程質量的關注點[2-4]。通過對某地塊的T4塔樓工程實例介紹鋼板剪力墻的施工技術。主要包括安裝、焊接等。
2 工程概況
本工程為某地商業、商務兼容住宅項目一標段,為2019年2月27日中標的項目,位于浙江省杭州市蕭山區某板塊。本工程共含3棟超高層,T3樓為高199.800 m的辦公樓、T4及T5樓為高191.400 m的住宅樓。其中T3樓基礎~42層(標高-12.600~148.370)部分框架柱內含型鋼柱,B1層~14層(標高-5.800~49.570)部分剪力墻內含型鋼柱及鋼板;T4,T5樓基礎~26層(標高-12.600~95.670)部分框架柱及剪力墻約束邊緣暗柱內含型鋼柱,B1層~26層(標高-5.800~95.670)部分鋼板混凝土剪力墻內含型鋼柱及鋼板。
3 鋼板剪力墻施工關鍵技術
在鋼板墻具體施工過程中會產生前期考慮不全的各類問題,包括剪力墻鋼板的水平底座與豎向構件鋼筋定位沖突、鋼板剪力墻鋼結構暗梁與墻體分布鋼筋定位綁扎沖突、鋼板剪力墻暗梁處鋼筋過密導致混凝土下料困難并難以振搗、鋼板定位偏位及焊接變形導致的偏位與墻體鋼筋沖突及模板定位加固沖突等問題[5-8]。因此鋼板剪力墻的施工實現技術必須確保,以保證現場鋼板剪力墻的正常施工。
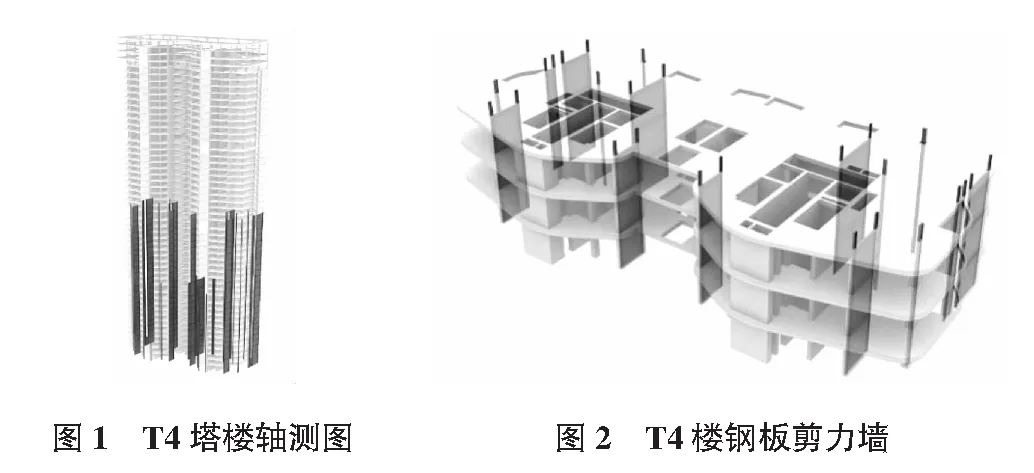
T4樓鋼板剪力墻外框有8根框架勁鋼柱,鋼柱截面尺寸最大為400×35,最大板厚為35 mm,材質為Q345B。組合鋼板剪力墻由型鋼柱、鋼梁、鋼板組成,型鋼柱截面尺寸為H250×170×20×20 mm,250×170×25×25 mm,250×170×30×30 mm,鋼梁截面尺寸最大為300×30,鋼板厚度規格:20 mm,25 mm,30 mm,材質為Q345B。勁性鋼骨柱從基礎-12.6 m~95.67 m,鋼板剪力墻從-5.8 m~95.67 m(見圖1,圖2)。
4 鋼板剪力墻安裝
4.1 鋼板剪力墻吊裝
1)鋼板剪力墻吊耳及臨時連接板設置。
臨時連接板設置在核心筒鋼板剪力墻的橫向與豎向焊縫之間,并且橫向焊縫使用的臨時連接板部分兼做吊耳。吊耳的位置依據單元中心位置而定,一般為距離中心的位置。鋼暗樁的翼緣兩側適宜安裝臨時連接板,材質使用Q345,并且兩個連接板之間的距離不大于1 m。
2)鋼板剪力墻就位。
施工時需要用到四臺塔式起重機,但由于施工場地較小,起重機均在核心筒內進行工作。鋼板剪力墻的吊裝方法為兩點起吊,但核心筒的上部被頂升鋼平臺遮擋,因此為了成功安裝核心筒內部的鋼板剪力墻,必須使用雙機換鉤法吊裝。其中,塔式起重機背后的鋼板剪力墻以及連線2臺塔式起重機不能使用雙機換鉤法,因此選用了手動葫蘆拉結鋼板剪力墻。塔式起重機松鉤,越過桁架與原吊耳處連接,頂升鋼平臺的桁架下弦部位與吊耳成功焊接。
4.2 鋼板剪力墻拼裝
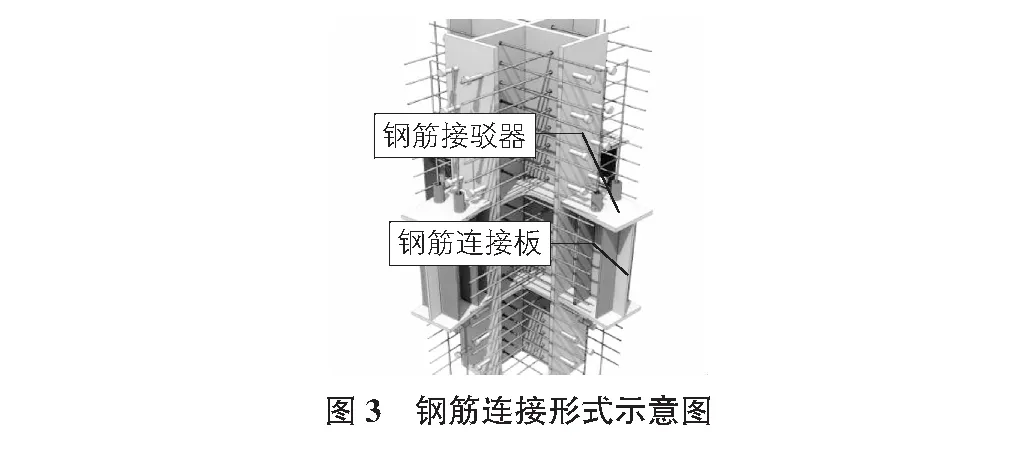
在已安裝完成的鋼板剪力墻上的斷口部分每間隔3 m焊接2列對稱的鋼板并將鋼板焊接超出斷口300 mm~400 mm,以預防在鋼板剪力墻的換鉤過程中發生意外的前后傾倒。使用普通螺栓固定住連接板,并在成功將鋼板剪力墻吊至作業面時設置好支撐。鋼板剪力墻使用鋼筋作為連接板與型鋼支撐固定。鋼筋連接形式示意圖如圖3所示。
5 鋼板剪力墻焊前校正
在鋼板剪力墻吊裝操作結束后,如果沒有借助普通的螺栓將其進行初步固定的話,那么塔式起重機就不得松鉤[9-12]。本工程先要采用全站儀加吊線和千斤頂對整個鋼板剪力墻拼裝進行勘測和微調處理,工程中的第一根暗柱先要進行測量校正,然后再安裝鋼板剪力墻,在安裝的同時也要進行調整處理,以確保安裝的精確度,當安裝校正完成后就對普通螺栓進行擰緊固定。
1)立面垂直度校正。
把全站儀架設在軸線位置,使其處于平衡狀態,再豎絲觀察和校正鋼板剪力墻的端部(對接立邊或勁性鋼柱)垂直度情況,校正利用的是橫焊縫旁的千斤頂進行調整處理。此外,在水平對接邊與勁性柱間、勁性柱間、水平對接邊與水平對接邊間的單板過渡區垂直度主要受頂端吊線的主導。
2)鋼板剪力墻頂面坐標測控與墻體垂直度控制。
安裝好鋼板剪力墻后,將控制點豎向投遞到鋼平臺桁架上的四個端點上并使用全站儀校正桁架軸線。每次將鋼平臺頂升后都需要再次將控制點豎向投遞并依據閉合平差校正位置,將獲得的數據整理成控制點坐標。在鋼板剪力墻施工時使用內控法進行施工,全站儀設置在鋼平臺的頂部,能夠形成一條回路,并使用后視法測量鋼板剪力墻是否安放在正確位置,為掌控鋼板剪力墻的垂直程度,需在鋼平臺的下部分拉線錘。在使用全站儀進行測量時,需要確保全站儀棱鏡處于較低位置并且俯角小于30°,并使用外框架的控制點分散布置確定好控制點的測控區域如何劃分,以此控制測量的準確度以及防止布置好全站儀后其后近端俯角過大。
6 鋼板剪力墻焊接
6.1 焊前清理及溫度控制
1)焊前清理。
在進行焊接工作前,需要先清理干凈坡口中以及坡口背后襯板的水泥灰、泥沙雜質、氧化層、風化腐蝕及鐵銹、油污等雜物。用平板尺或者鋼塞尺測量鋼板剪力墻中間隙的寬度,其中允許出現以下偏差:有墊板的間隙是+3.0 mm,-2.0 mm;無墊板的間隙是+0.3 mm,-0.00 mm。
若出現間隙寬度與要求不符的情況時,需要使用以下方式進行處理:若坡口的組裝間隙大于2倍較薄板的厚度或大于21 mm,使用減少組裝間隙以及增大構建長度的方法,而不能使用堆焊的方法;若坡口組裝間隙超過偏差規定而沒有超過21 mm時,需要使用堆焊法,將坡口的兩側或一側進行堆焊并將其打磨平整,最終與間隙偏差相符合。在某超高層建筑的建設過程中,鋼板剪力墻的間隙不超過18 mm,因此能夠使用堆焊法,對間隙進行堆焊與磨平。處理完間隙后,間隙大小符合規定,可以進行施工。
2)焊前溫度控制。
使用火焰加熱器與電加熱器進行維持層間溫度以及焊前預熱的工作。本工程中有交叉作業的存在并且操作面也不夠大,因此根據本工程的特點,選擇了電加熱器完成加熱工作,同時也能夠加快工程進度。預熱中,加熱區域為坡口的兩側,并且測量溫度需要使用專業測溫儀器。加熱區域應比焊件的施焊厚度大1.5倍或以上并且不小于100 mm,測量溫度時應選擇焊件反面,并且測量點與焊接點之間的距離必須不小于75 mm。
a.焊前預熱:操控電加熱器在焊接構件之前加熱坡口兩側的150 mm范圍,并根據鋼板的厚度選擇加熱溫度。
b.控制層間溫度:因鋼板層數較多,選擇連續施焊的方法焊接鋼板,必須在完成每一道焊道的焊接之后第一時間清理鋼板表面的飛濺物以及焊渣,并且把握好焊接區域的層間溫度以及母材溫度,需要控制層間溫度在110 ℃~200 ℃范圍內。若出現焊接中途斷焊,應使用保溫與后熱步驟,在繼續焊接前需要將焊接溫度預熱至初始預熱溫度以上。
c.處理后熱:因構件在焊后殘余力的影響下可能會發生塑性變形等負面影響,所以應操控電加熱器在焊接結束后繼續對焊縫兩側的180 mm范圍進行加熱,溫度在200 ℃~250 ℃之間并需要持續75 min~125 min。
6.2 鋼板剪力墻焊接順序
鋼板剪力墻的焊接順序為先豎后橫及從內向外,且在焊接時需要采用多道、窄道與薄層的焊接方式。厚板焊縫的優先級高于薄板焊縫,并且應先焊接變形程度較高的焊縫,后焊接變形程度較低的焊縫。在對鋼梁進行焊接活動時,必須注意不能同時焊接同一根鋼梁的兩側,應在焊接了其中一端之后,等待其冷卻至常溫,再焊接另外一端。
在進行焊接工作時,需要將鋼襯墊板、引出板和引弧板設置好,并且注意這些板的強度不能大于鋼材的強度,同時被焊的鋼材和引弧板、引出板、鋼襯墊板的材質應具有相近的焊接性。
焊接時,需要使用CO2氣體保護焊接過程,確保焊接工作的質量和效率。焊縫的長度需大于25 mm,襯墊板的厚度需不小于4 mm。使用火焰切除焊接完成后多余的引出板與引弧板,再使用其他工具打磨斷面使其平整,但需注意不能使用工具錘敲落,并且按照區域的序號進行施工。
6.3 焊后檢查及校正
在完成了鋼板剪力墻的焊接工作之后,需要對電加熱器進行冷卻,將其放置一段時間,等焊縫處冷卻至常溫后拆去電加熱板并去除臨時連接板,在進行臨時連接板的切割工作時應預留出6 mm,避免對母材造成傷害。最后,使用上文的測量方法測量工程各數據并對比預先設計數值,使用火焰糾偏變形程度較大的構件。
7 結語
某地塊T4塔樓超高層建筑的建設采用了上文所提到的方法并得到了較好的成果,特別是鋼板剪力墻的安裝工作,與預期效果十分相符,解決了難以焊接和拼裝鋼板剪力墻的弊端。
猜你喜歡
建材發展導向(2021年9期)2021-07-16 07:11:36
建材發展導向(2021年6期)2021-06-09 05:57:08
北京測繪(2020年12期)2020-12-29 01:37:18
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
工程與建設(2019年3期)2019-10-10 01:40:18
制造業自動化(2017年2期)2017-03-20 14:26:13
電測與儀表(2016年9期)2016-04-12 00:29:52
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34
設備管理與維修(2015年12期)2015-04-09 06:57:24
