超音速火焰噴涂制備Cr3C2-NiCr耐磨涂層試驗研究
2020-04-06 04:45:40王子琪賈俊陽
發(fā)電設備 2020年2期
關鍵詞:工藝
徐 源, 任 曉, 王子琪, 賈俊陽
(上海發(fā)電設備成套設計研究院有限責任公司, 上海 200240)
各種機械設備零部件常因磨損、腐蝕等原因失效,嚴重影響設備的可靠性和正常運行。這不僅干擾正常的生產(chǎn)秩序,降低生產(chǎn)效率,而且大大增加生產(chǎn)和維修成本。超音速火焰(HVOF)噴涂技術作為一種先進的材料表面處理技術,利用丙烷、丙烯等碳氫燃氣或煤油與高壓氧氣在燃燒室內(nèi)或在特殊燃燒裝置中燃燒,通過Laval噴管噴出高溫高速燃燒焰流將噴涂粒子加熱至熔化或半熔化狀態(tài),并加速到300~500 m/s,甚至更高的速度,獲得結合強度高、組織致密、性能優(yōu)越的涂層,同時還大大減少涂層中氧化物的含量。HVOF噴涂技術與等離子噴涂技術相比具有焰流溫度低、焰流速度快、涂層更致密等優(yōu)點。利用該技術在工件表面制備耐磨、耐蝕涂層,可有效延長工件的服役壽命,因此近年來該技術受到國內(nèi)外廣泛關注,常應用于能源、電力、航空、航天、機械和化工等對涂層性能要求較高的領域[1-5]。
Cr3C2-NiCr復合粉末作為HVOF噴涂技術常用的金屬陶瓷粉末在950 ℃下具有優(yōu)異的高溫耐磨性、耐腐蝕性和抗氧化性,受到了國內(nèi)外廣大科研工作者的關注。此類涂層的典型應用場合包括連鑄連軋軋輥的表面涂層、航空渦輪發(fā)動機渦輪葉片的表面涂層、火電廠燃煤鍋爐四管(水冷壁管、過熱器管、再熱器管和省煤器管)的表面涂層等[6-11]。
筆者利用HVOF技術在高溫合金St T16/25Mo表面制備Cr3C2-NiCr耐磨涂層,探索并確定制備工藝參數(shù),研究涂層的顯微組織、厚度、孔隙率、顯微硬度和結合強度,為該技術在電廠閥芯類產(chǎn)品上的應用提供參考。
1 試驗材料與方法
1.1 試件材料及尺寸
基體材料為高溫合金St T16/25Mo,對應國內(nèi)牌號為GH2132。試驗粉末材料選用75%Cr3C2-25%NiCr(w(Cr3C2)=75%,w(NiCr)=25%),該粉末材料是由燒結包覆工藝制備的商用粉末材料,其化學成分見表1,粉末的物理性能和篩析試驗結果見表2。
將基體材料加工為如圖1所示的試件,其中端面噴涂試件用于測試涂層的結合強度,外圓噴涂的試件用于涂層顯微組織、厚度、顯微硬度、孔隙率等測試。
表1 75%Cr3C2-25%NiCr的化學成分%
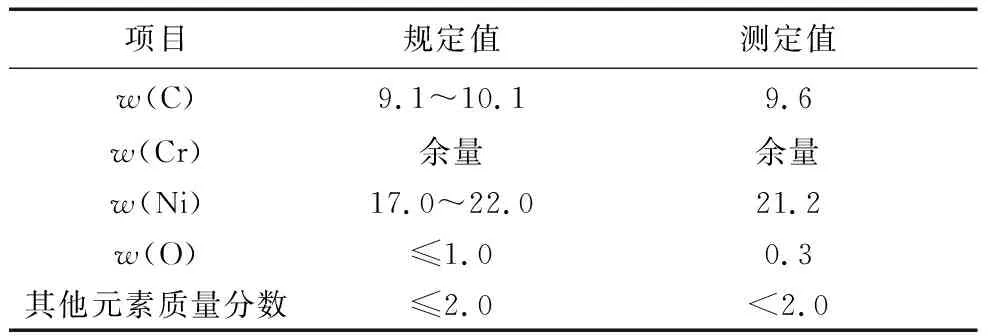
項目規(guī)定值測定值w(C)9.1~10.19.6w(Cr)余量余量w(Ni)17.0~22.021.2w(O)≤1.00.3其他元素質(zhì)量分數(shù)≤2.0<2.0
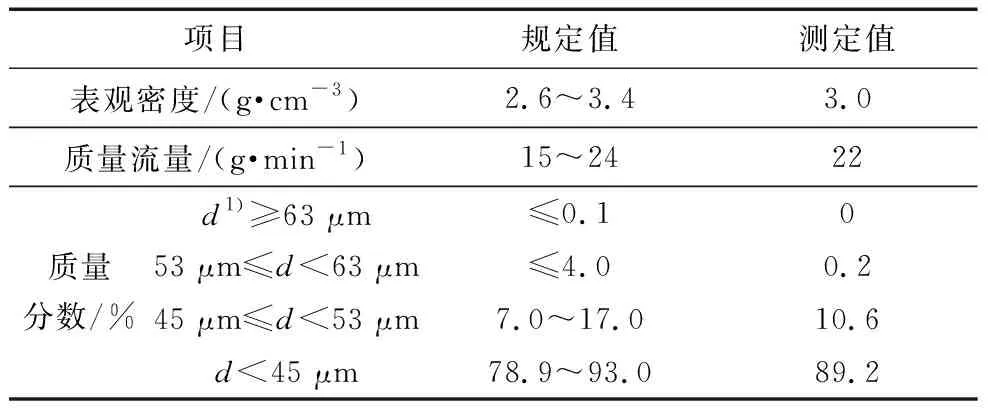
表2 75%C3C2-25%NiCr的物理性能和篩析試驗結果
注:1)d為75%C3C2-25%NiCr粉末直徑。
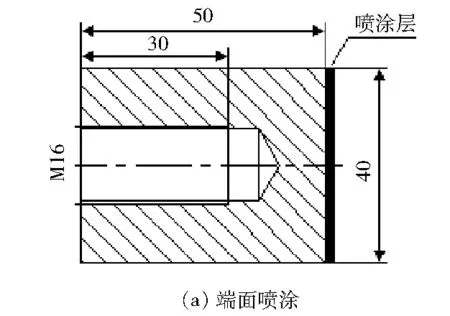
圖1 噴涂試件的示意圖
1.2 噴涂設備與工藝要求
采用的HVOF噴涂設備為Jet Kote III型高速火焰噴涂系統(tǒng)。
噴涂前先核查試件和噴涂粉末的材料標記、質(zhì)保書,以及待噴涂的位置與尺寸,無須噴涂的試件表面用夾具保護;然后用丙酮清洗試件,用干燥的壓縮空氣吹干待噴涂表面,再對試件待噴涂表面進行滲透探傷(PT),確認待噴涂表面無缺陷。之后先對試件進行預熱處理,再對試件按表3中的主要工藝參數(shù)完成噴砂作業(yè)。噴砂后開始用HVOF噴涂技術進行噴涂作業(yè),最后對試件進行除應力熱處理,保溫溫度為320 ℃,保溫時間為2 h。上述工序完成后對試件的涂層進行精磨加工和PT,并取樣進行相關測試。
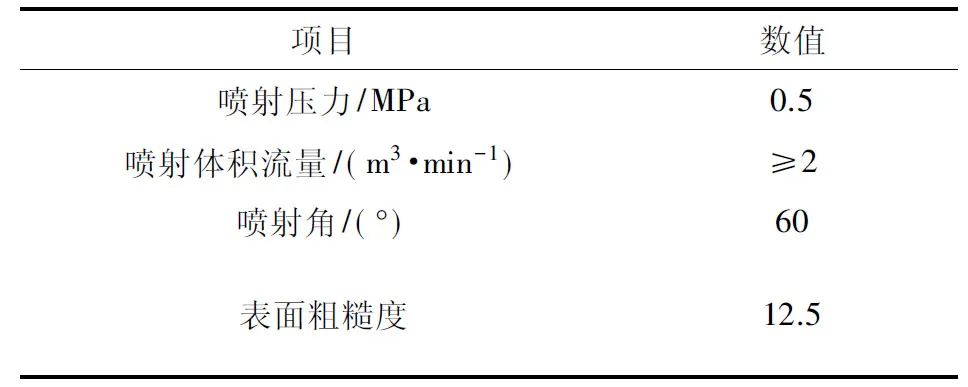
表3 噴涂前噴砂工藝參數(shù)
有關技術文件對Cr3C2-NiCr噴涂層具體要求如下:
(1) 噴涂層經(jīng)磨削后無缺陷顯示,PT測試達到4級要求。
(2) 顯微硬度應為700HV0.3~1 200HV0.3。測量顯微硬度時,每2個測量壓痕相距至少2 mm,取10個測點的顯微硬度的平均值作為試樣的平均顯微硬度。
(3) 結合強度測試需3個試樣,取其結合強度的平均值作為結合強度測試值。要求試樣基體材料與涂層間的結合強度應不低于70 MPa,但可允許最多1個試樣的結合強度測量值低于70 MPa,前提是斷裂失效發(fā)生在黏結劑處。
(4) 對于導向面有Cr3C2-NiCr涂層的產(chǎn)品,如閥桿和導套等,涂層孔隙率應不大于2%;對于其他有Cr3C2-NiCr涂層的產(chǎn)品,涂層孔隙率應不大于5%。基體材料向涂層過渡無裂紋。
(5) 涂層經(jīng)磨削后涂層厚度應在0.1~0.2 mm,除非在圖紙中有特別說明。
2 試驗結果及分析
2.1 噴涂過程實際工藝參數(shù)
按照初步擬定的HVOF噴涂技術制備Cr3C2-NiCr涂層試件的工藝參數(shù)進行試驗,記錄噴涂過程的實際工藝參數(shù)(見表4)。
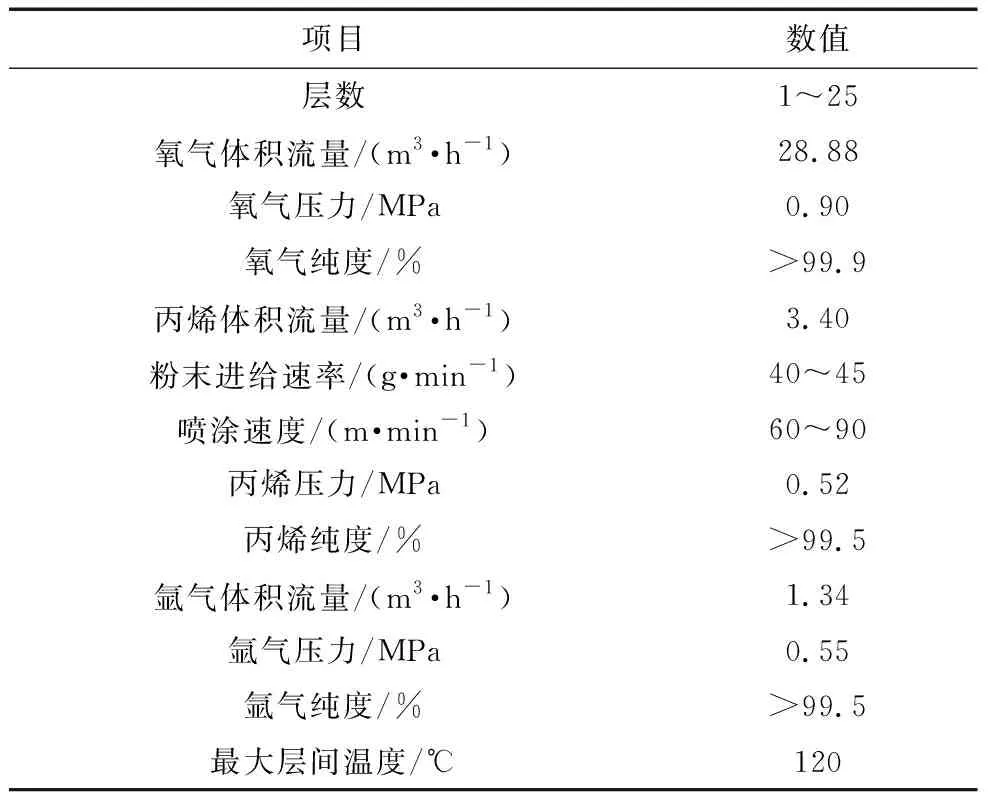
表4 HVOF噴涂技術制備Cr3C2-NiCr涂層試件的實際工藝參數(shù)
2.2 涂層的顯微組織
圖2為利用HVOF噴涂技術制備的Cr3C2-NiCr涂層截面的顯微組織照片。

圖2 涂層的截面形貌
由圖2可以看出:粉末在超音速焰流中熔化充分,涂層與高溫合金基體結合致密,界面清晰,無明顯的過渡區(qū),涂層與基體間界面處也無明顯的空隙和顯微裂紋等缺陷存在,部分結合面達到冶金結合狀態(tài)[12]。
已有研究表明涂層顯微組織是在NiCr基體相上均勻分布著Cr3C2相陶瓷顆粒[3,12],但ZHANG W C等[2]利用X射線衍射(XRD)對HVOF噴涂技術制備的Cr3C2-NiCr涂層分析表明,碳化物相除Cr3C2外,還有Cr7C3相和Cr23C6相存在。利用Thermal-Calc 軟件分析不同含Cr的碳化物在高溫下的熱穩(wěn)定性可知,在高于2 227 ℃時,Cr的碳化物相對穩(wěn)定性排列順序為Cr23C6、Cr7C3、Cr3C2[13-14]。實際上進行HVOF噴涂時焰流溫度在3 000 ℃以上,在此高溫條件下,Cr23C6相和Cr7C3相比Cr3C2相更穩(wěn)定,這與ZHANG W C等[2]的研究結果一致。然而,MAYRHOFER E等[15]對Cr3C2-NiAl粉末及涂層進行XRD檢測表明,粉末和涂層中除有Cr3C2和Cr7C3相存在外,還有NiCr相,但未發(fā)現(xiàn)有Cr23C6相存在。這些相互矛盾的試驗結果表明關于Cr3C2-NiCr涂層中Cr碳化物的相組成一方面可能與陶瓷粉末的制備方法有關,另一方面與HVOF噴涂技術的工藝參數(shù)有關。具體Cr3C2-NiCr粉末及涂層中的形成相規(guī)律還須進一步系統(tǒng)研究。
2.3 涂層的厚度測試
圖3為Cr3C2-NiCr涂層試件磨削前涂層截面的掃描電鏡(SEM)照片。利用金相分析軟件在照片上測量可確定Cr3C2-NiCr涂層的厚度。對3個試樣涂層厚度分別測試10個點,3個試樣磨削前涂層的平均厚度分別為0.276 mm、0.285 mm和0.205 mm,計算可知Cr3C2-NiCr涂層試件的平均厚度為0.255 mm。根據(jù)生產(chǎn)經(jīng)驗,經(jīng)精磨后涂層厚度完全可控制在0.1~0.2 mm,滿足技術文件的規(guī)定。
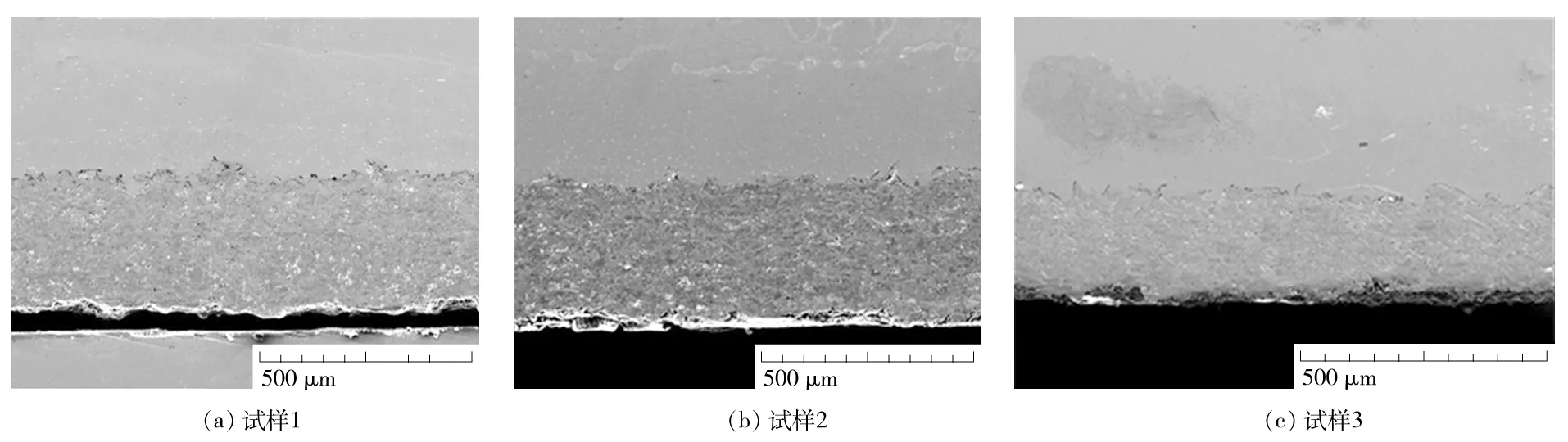
圖3 Cr3C2-NiCr涂層試件涂層截面磨削前的照片
2.4 涂層的孔隙率
涂層的孔隙率和顯微硬度是涂層的基本特征,反映涂層內(nèi)部的缺陷特征、殘余應力,以及內(nèi)聚度的大小和程度,它對涂層的性能有著顯著的影響。涂層孔隙率會顯著影響涂層的顯微硬度,從而影響涂層的高溫耐磨、耐蝕及抗氧化性能[7]。
圖4為Cr3C2-NiCr涂層試件磨削后涂層表面的SEM照片,基于這些照片利用金相圖片分析法可確定涂層的孔隙率。利用金相分析軟件測定Cr3C2-NiCr涂層試件的孔隙率,對3個試樣分別在10張照片上測試涂層的孔隙率,3個試樣涂層的平均孔隙率分別為1.49%、1.49%和1.51%。計算可知Cr3C2-NiCr涂層試件的平均孔隙率約為1.50%,符合技術文件的規(guī)定。
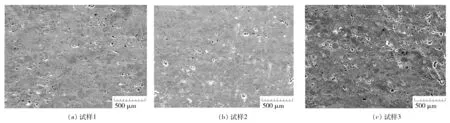
圖4 Cr3C2-NiCr涂層試件磨削后涂層的SEM照片
2.5 涂層的顯微硬度
將噴涂試件Cr3C2-NiCr涂層厚度磨削至0.15 mm后,進行PT試驗。結果表明,Cr3C2-NiCr涂層試件的表面質(zhì)量合格,達到探傷4級要求。
在Cr3C2-NiCr涂層試件上進行顯微硬度測試,每個試樣上測試10個點,3個試樣的顯微硬度均在715HV0.3~910HV0.3。計算可知Cr3C2-NiCr涂層試件的平均顯微硬度為802.66HV0.3,符合技術文件的規(guī)定。
Cr3C2-NiCr涂層的顯微硬度隨孔隙率的增大而單調(diào)增加(見圖5)。根據(jù)王洪鐸等[6]的研究結果,Cr3C2-NiCr涂層的孔隙率為1.23%時,顯微硬度為1 013.64HV0.3,而當涂層孔隙率為1.94%時,顯微硬度降為727.62HV0.3,而在本研究中涂層孔隙率為1.50%,顯微硬度為802.66HV0.3。
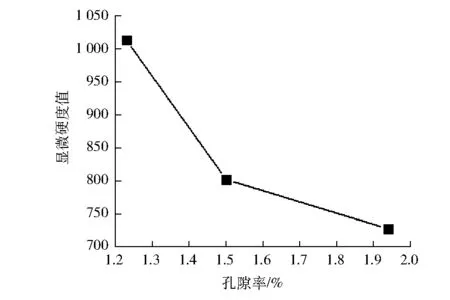
圖5 Cr3C2-NiCr涂層孔隙率與顯微硬度的關系
2.6 涂層的結合強度
根據(jù)GB/T 8642—2002 《熱噴涂抗拉結合強度的測定》,用WAW-1000D型電液伺服萬能試驗機測試Cr3C2-NiCr涂層與基體間的結合強度。在粘好的試樣兩端安裝拉伸夾具,并裝在拉伸試驗機上,以1 mm/min的拉伸速度,直至試樣拉開(黏結劑層與涂層剝離),記錄試樣斷開時的最大載荷。涂層的結合強度RH為:
RH=Fm/S
(1)
式中:Fm為最大載荷,N;S為涂層面積,mm2。取3個試樣結合強度測試結果的平均值作為試樣最終的結合強度[16]。
表5為Cr3C2-NiCr涂層試件涂層與基體的結合強度測試結果。從表5可以看出:3個試樣的結合強度均大于技術規(guī)定值(70 MPa),結合強度平均值達80.4 MPa,符合技術文件的規(guī)定。該結合強度平均值明顯高于ZHANG W C等[2]以H13鋼為基體,利用HVOF噴涂技術制備的Cr3C2-NiCr涂層的結合強度(64.40 MPa),同樣高于門向東等[12]以PCrNi3MoVA低合金耐熱鋼為基體,利用HVOF噴涂技術制備的Cr3C2-NiCr涂層的結合強度(69 MPa)。本研究中利用HVOF噴涂技術制備的Cr3C2-NiCr涂層的結合強度也優(yōu)于用同樣技術制備的WC-10Co-4Cr涂層的結合強度(61.69 MPa)[2],推測這可能與噴涂過程的工藝參數(shù)和基體材料的不同有關。

表5 Cr3C2-NiCr涂層與基體的結合強度
綜上所述,通過選擇合理的工藝參數(shù),利用HVOF噴涂技術在高溫合金St T16/25Mo表面成功制備了Cr3C2-NiCr耐磨涂層,涂層的各項指標均符合相關技術文件的要求,這證明試驗獲得的HVOF噴涂技術的工藝參數(shù)合理,切實可行。該涂層具有優(yōu)異的耐高溫耐磨性、耐蝕性和抗氧化性,可應用于閥桿、閥頭和導套等關鍵零部件的生產(chǎn)中。
3 結語
(1) 利用HVOF噴涂技術在高溫合金St T16/25Mo表面成功制備了Cr3C2-NiCr耐磨涂層。Cr3C2-NiCr涂層致密,涂層厚度符合相關技術文件的要求,涂層與基體間結合良好。
(2) Cr3C2-NiCr涂層的孔隙率僅為1.50%,顯微硬度為802.66HV0.3,結合強度高達80.4 MPa,均滿足相關技術文件的要求,且其結合強度明顯優(yōu)于同類工藝制備的Cr3C2-NiCr涂層的結合強度。
(3) 該涂層具有優(yōu)異的高溫耐磨性、耐蝕性和抗氧化性,可直接用于電廠閥芯類產(chǎn)品,如閥桿、閥頭和導套等關鍵零部件的生產(chǎn)。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52