激光焊接裂紋磁光成像頻域特征分析
2020-04-09 08:47:22杜亮亮高向東張南峰季玉坤
激光技術 2020年2期
關鍵詞:裂紋
杜亮亮,高向東,張南峰,季玉坤
(廣東工業大學 廣東省焊接工程技術研究中心,廣州 510006)
引 言
焊接是現代工業中應用廣泛的加工技術,焊接過程中容易受到焊接參量和外部環境的影響產生焊接裂紋,直接影響焊接產品的質量降低生產效率[1-3],因此對焊接裂紋進行檢測尤為重要。而傳統的焊接缺陷無損檢測方法都存在一定的局限性,如射線檢測對人體有輻射,超聲檢測需要耦合劑,漏磁檢測只適用于鐵磁性焊接材料的檢測等。本文中研究了基于法拉第磁光效應的磁光成像無損檢測新方法,通過旋轉磁場勵磁,獲得缺陷處周圍的漏磁場,生成缺陷磁光圖像,提高缺陷無損檢測效果。
目前國內外對數字圖像的處理主要在空域、時域和頻率域內進行。焊接裂紋的磁光成像檢測主要在空域范圍研究缺陷,反映空間域內裂紋灰度信息的分布情況。時域反映信號幅度隨時間的演變,除信號分量的簡諧波之外,難以明確地揭示信號的頻率組成和每個頻率分量的幅度[4-6],并且磁光圖上的缺陷信息不是連續信號,無法從時域信息辨別缺陷,所以選擇從頻域角度對缺陷磁光圖像進行分析。對圖像信號進行頻域上的處理,即將信號基于傅里葉變換分成不同頻率成分[7],對裂紋磁光圖像進行圖像變換主要是進行2維離散傅里葉變換,獲得包含裂紋信息的頻譜圖,提供比時域信號波形更豐富和更直觀的信息。變換后圖像的高頻成分大部分是圖像噪聲和缺陷輪廓,低頻成分是背景部分和圖像中變化較慢的部分。對圖像進行傅里葉變換后,圖像能量主要集中在低頻段上,包含圖像的基本外形輪廓特征和總體灰度特征[8-9],這對圖像的壓縮和傳輸都比較有利,而且使得運算次數減少,節省運算時間,便于缺陷信息的提取和識別[10]。
作者在參考文獻[11]的基礎上,從頻域的角度進一步研究旋轉磁場焊接裂紋的磁光成像,通過對裂紋磁光圖像在頻域上進行2維離散傅里葉變換,分析不同采樣時間裂紋頻譜圖特征,得到旋轉磁場下焊接裂紋磁光成像規律的頻域特征,分析焊接裂紋磁光成像規律在空域和頻率域上的對應關系,從頻域的角度進一步驗證旋轉磁場下焊接裂紋磁光成像規律的正確性,為焊接裂紋檢測提供試驗基礎,提高缺陷磁光成像無損檢測效果。
1 2維離散傅里葉變換
傅里葉變換是常見的正交變換,應用廣泛,在數字圖像的分析、增強和壓縮中起著重要作用[12]。傅里葉變換是作為自變量的“信號”與“頻譜”之間的轉換關系,將函數變成了一系列的周期函數,其物理意義是將圖像從空域變換到頻域的分析。傅里葉變換之后,信號可以在一個新的頻率空間被識別,在時域中更為復雜的問題可以在頻域中被簡化,從而簡化了分析處理步驟,信號可更好地在頻域中表示。傅里葉變換包含連續、離散、快速和短時傅里葉變換,其中2維離散傅里葉變換在處理數字圖像處理時應用的最廣[13-14]。
對焊接裂紋磁光圖像進行2維離散傅里葉變換,假設1幀磁光圖像的大小為M×N,它的離散函數可以看作是f(x,y),其中x=0,1,…,M-1;y=0,1…,N-1[15]。2維離散傅里葉變換F(u,v)定義為:
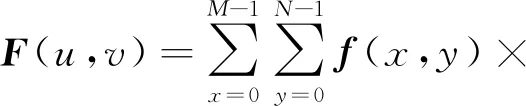
(1)
式中,u=0,1,…,M-1;v=0,1…,N-1。
根據2維傅里葉變換的定義,即使原圖像f(x,y)是實數矩陣,它的2維傅里葉變換的結果通常也是復數形式。因此一般以計算圖像函數f(x,y)的傅里葉變換譜的方法來觀察傅里葉變換結果。F(u,v)的實部和虛部可以表示為R(u,v)和I(u,v)[16],那么f(x,y)的傅里葉變換可定義為:
F(u,v)=R(u,v)+jI(u,v)
(2)
對于圖像的頻域分析,其特征量主要是頻譜。原圖像函數f(x,y)傅里葉變換的頻譜定義為:
|F(u,v)|=[R2(u,v)+I2(u,v)]1/2
(3)
圖像通過2維傅里葉變換獲得的頻譜圖是圖像的梯度的分布圖,顯示了圖像的能量分布。如圖1所示,焊接裂紋傅里葉頻譜圖上的明亮點實際上是灰度圖上點與圖像相鄰點之間的差值,也就是裂紋灰度值差異的大小,即焊接裂紋在該點的頻率[17]。如果梯度高,則該點的亮度高,否則該點的亮度低。如果裂紋頻譜圖上有較多暗點,則裂紋的實際圖像更平滑,因為灰度圖上點與附近的點沒有太大差異,漸變也相對較小。相反,如果頻譜圖中有更多亮點,則實際圖像表現為邊界兩側明顯,且有明確的像素差異。

Fig.1 Spectrum diagram of welding cracka—original graph b—the enlarged graph
圖1中裂紋磁光圖像是經過傅里葉變換得到的頻譜圖。靠近原點周圍比較亮,四周比較暗,也就是這幀磁光圖中低頻部分份量多,高頻部分份量少,符合圖像識別時的直觀感受。頻譜圖中頻率較低的部分一般是物體的主體、背景等。離原點越遠,頻率越高,對應圖像中像素值變化速度快的部分,如物體的邊界[18]。一張圖片中通常也是邊緣部分較少,顏色相近或灰度相近的主體區域較多。
對焊接裂紋磁光圖像在頻域上進行圖像處理,獲得對應的頻譜圖,通過對比分析所獲得的傅里葉特征圖的不同,探究頻域下旋轉磁場焊接裂紋磁光成像規律的特征,為焊接缺陷的無損檢測和識別提供新的研究方法和依據。
2 焊接裂紋磁光成像試驗系統
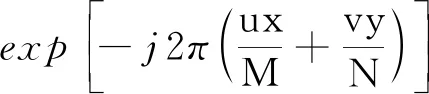
如圖2所示,試驗系統主要由釔鋁石榴石(yttrium aluminum garnet,YAG)激光器、旋轉磁場發生器、磁光傳感器及計算機組成。本文中試驗樣本采用如圖3所示的模擬裂紋。由YAG激光器焊接兩塊低碳鋼板得到,用微小間隙模擬微裂紋,低碳鋼板參量為200mm×80mm×2mm。激光焊焊接峰值功率為1kW,焊接速率為2.5mm/s,脈寬為6ms。選取磁粉探傷儀作為旋轉磁場發生器,其兩相交流電相位角和交叉角都為90°。用旋轉磁場發生器對圖3中的感興趣區域勵磁,通入旋轉磁場發生器的電源為200V,50Hz;旋轉磁場發生器勵磁電壓為150V,頻率為50Hz;磁光傳感器的提離值為3mm,采樣頻率為75Hz;磁光圖像大小為400pixel×400pixel。由磁光傳感器采集包含裂紋信息的動態磁光圖,通過分析所獲磁光圖中第1幀磁光圖的變化來研究旋轉磁場工頻激勵下的成像規律。
Fig.2 Experimental setup of weldment magneto-optical imaging under rotating magnetic field excitation
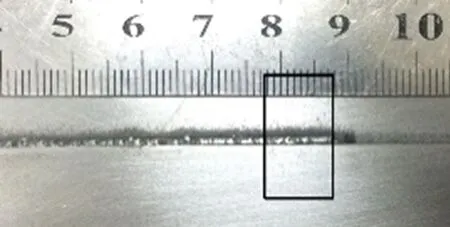
Fig.3 Physical diagram of weld cracks
3 試驗結果與分析
由旋轉磁場激勵下的裂紋動態磁光成像可知,在旋轉磁場兩個勵磁周期(40ms)內,磁光傳感器可采集連續3幀動態磁光圖像[19-20]。以同樣的焊接裂紋和試驗參量進行兩次試驗,獲得兩次試驗數據,每次試驗數據采集1200幀裂紋磁光圖。分析過程中將分別采集到的1200幀磁光圖以3幀一組依次分成400組,每組中的3幀磁光圖分別定義為第1幀、第2幀、第3幀,以第1組的3幀磁光圖作為初始3幀磁光圖,把這400組磁光圖按順序排列,對比分析所有組中第1幀磁光圖的變化,按次序提取當中第1幀變化最明顯的幾組磁光圖。第1次試驗數據中提取了9組焊接裂紋第1幀變化明顯的磁光圖像,第2次試驗數據中提取了7組焊接裂紋第1幀變化明顯的磁光圖像。
為了獲得旋轉磁場焊接缺陷磁光成像規律在空域和頻域上的區別,對所獲得的兩次試驗數據進行2維離散傅里葉變換,得到裂紋對應組別第1幀磁光圖像的頻譜圖,通過分析頻譜圖的變化和亮度情況研究旋轉磁場磁光成像規律的頻域特征,分析焊接裂紋磁光成像規律在空域和頻率域上的對應關系,從頻域角度對旋轉磁場成像規律進行解釋和驗證。
3.1 焊接裂紋磁光圖像的頻譜圖對比
第1次試驗數據中提取的9組第1幀焊接裂紋磁光圖像如圖4所示。圖4a~圖4i分別對應第1組~第9組。其中圖4a中間變化部分為缺陷區域,中上半部分和下半部分均為無缺陷區域。對這9組第1幀磁光圖像作2維離散傅里葉變換,得到對應的頻譜圖。由于圖像原始頻譜圖中心對應低頻分量一般較少,難以區別其特征,因此將對應的9組裂紋頻譜圖按相同比例放大得到對應的9組頻譜放大圖,如圖5所示。圖5a~圖5i分別對應第1組~第9組。
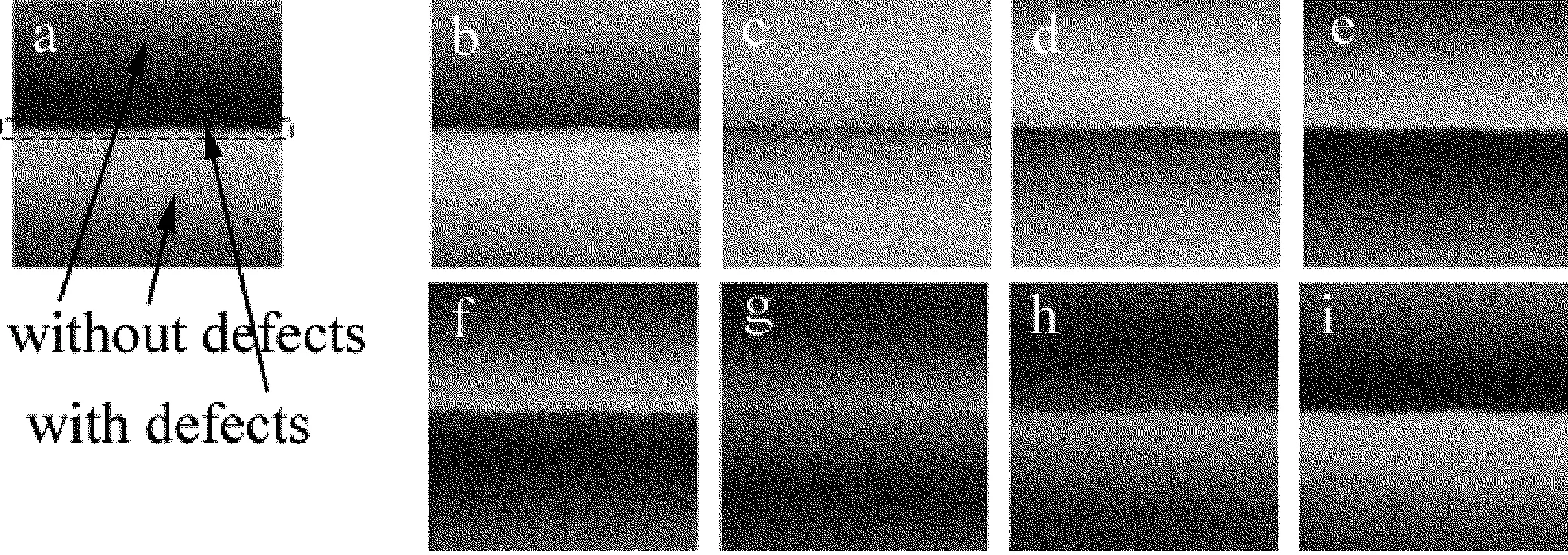
Fig.4 9 groups of the first frame of crack magneto-optical images in the first test data
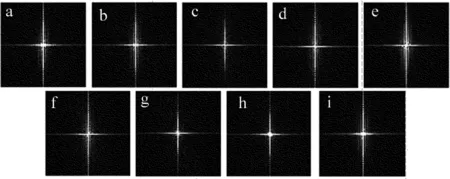
Fig.5 The enlarged spectrum images of 9 Groups of the first frame of crack magneto-optical images in the first test data
從圖5中可以看出,裂紋第1次試驗數據中,第1組~第9組頻譜圖的整體變化趨勢為:第1組~第3組頻譜放大圖逐漸變小,第3組~第5組頻譜放大圖慢慢變大,第5組~第7組頻譜放大圖又逐漸變小,第7組~第9組頻譜放大圖又慢慢變大。
為了驗證頻譜放大圖變化規律的正確性,以第2次試驗數據提取的7組第1幀焊接裂紋磁光圖像為研究對象,如圖6所示。經2維離散傅里葉變換得到對應的頻譜放大圖如圖7所示,圖7a~圖7g分別對應第1組~第7組。
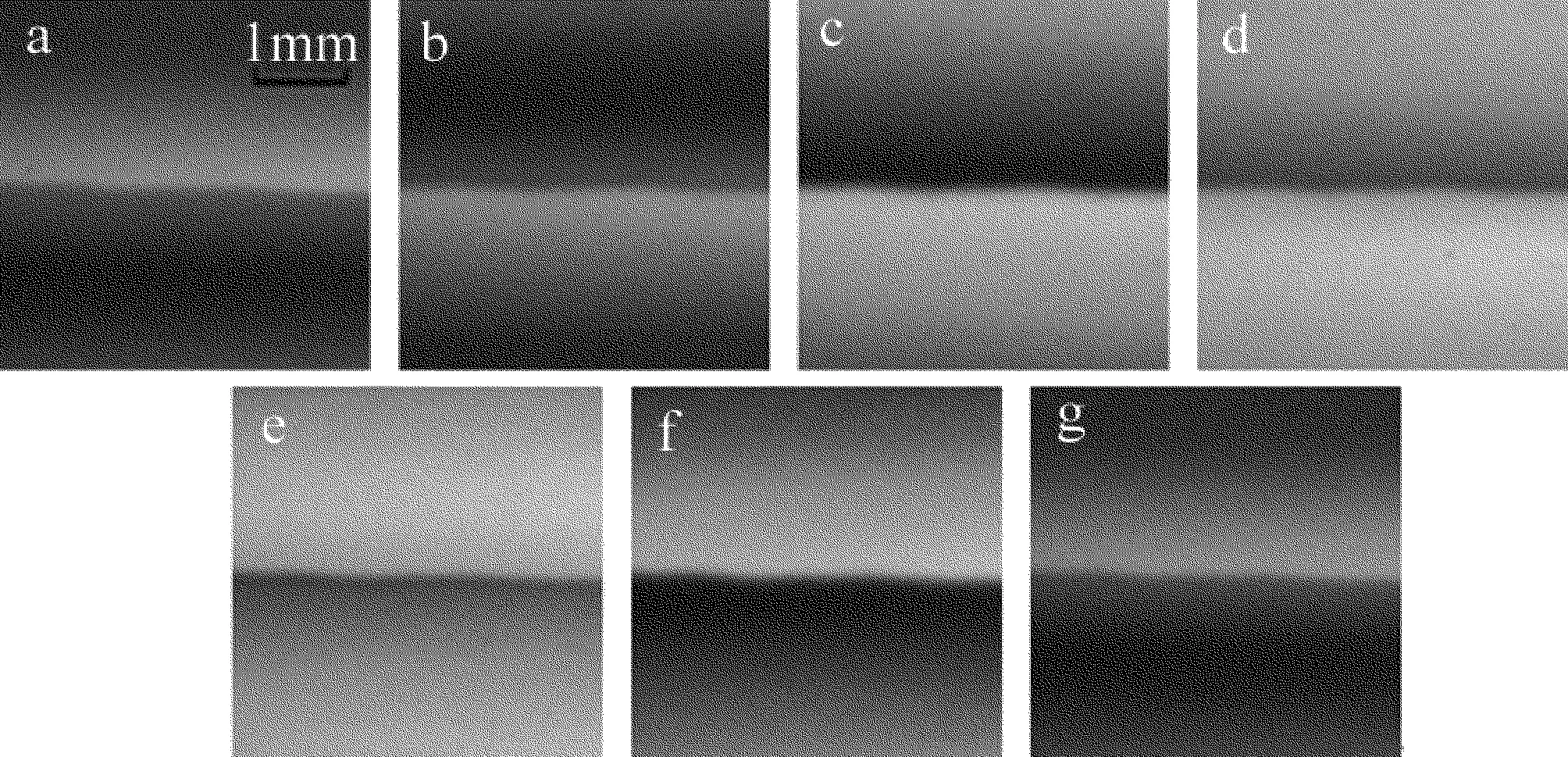
Fig.6 7 groups of the first frame of crack magneto-optical images in the second test data
從圖7中可以看出,裂紋第2次試驗數據頻譜圖的整體變化趨勢與第1次試驗數據頻譜放大圖的整體變化趨勢截然相反:第1組~第3組頻譜放大圖逐漸變大,第3組~第4組頻譜放大圖慢慢變小,第4組~第6組頻譜放大圖又逐漸變大,第6組到第7組頻譜放大圖又慢慢變小。

Fig.7 The enlarged spectrum images of 7 groups of the first frame of crack magneto-optical images in the second test data
3.2 焊接裂紋磁光成像規律頻域特征與空域特征對比分析
為了更好區別焊接裂紋同一組試驗數據中頻譜圖的特征,統計分析每組頻譜圖上最亮的點,即統計灰度級為255的點,通過數字統計亮度的變化來確定頻譜圖上低頻分量大小變化情況。表1和表2分別為焊接裂紋兩組試驗數據中灰度級為255的點的個數。

Table 1 Point number with gray level of 255 of spectrum images in Fig.5

Table 2 Point number with gray level of 255 of spectrum images in Fig.7
由圖8可以看出,表中每組灰度級為255的點的個數變化和圖5中得到的頻譜圖整體變化趨勢一致,都為第1組~第3組頻譜放大圖變小,第3組~第5組頻譜放大圖變大,第5組~第7組頻譜放大圖又變小,第7組~第9組頻譜放大圖又變大。針對焊接裂紋第1次試驗數據,結合圖5和圖6可以看出,裂紋9組對應頻譜圖上行方向變化較小,主要為豎直方向上變化明顯,對應在圖4的磁光圖上,說明磁光圖上水平方向差異大變化劇烈,這也體現了圖像的頻域特征和空域特征有一定的對應關系。而在頻譜圖上表現基本相同的第1組、第5組和第9組,以及第3組和第7組,在磁光上表現的卻不盡相同。這也充分說明了雖然圖像的頻域特征和空域特征有一定的對應關系,但也不是完全對應,頻譜圖上表現更多的是磁光圖空域中灰度變化快慢的程度。

Fig.8 The change of points with gray level of 255 in Table 1
針對焊接裂紋第2次試驗數據,由圖9可以看出,表中每組灰度級為255的點的個數變化和圖7中得到的頻譜圖整體變化趨勢一致,都為第1組~第3組頻譜放大圖逐漸變大,第3組~第4組頻譜放大圖慢慢變小,第4組~第6組頻譜放大圖又逐漸變大,第6組~第7組頻譜放大圖又慢慢變小。結合參考文獻[11]中圖8,觀察第1幀磁光圖的變化過程,如果兩幀缺陷磁光圖像在旋轉磁場圓形上的同一條對角線上采集,雖然表現在磁光圖上這兩幀磁光圖不盡相同,但這時兩幀磁光圖像周圍的磁場強度是相同的,所以表現在頻域上,灰度級大小也相近,誤差不大,見表2中的第1組、第7組和第4組;第2組與第5組;第3組與第6組。
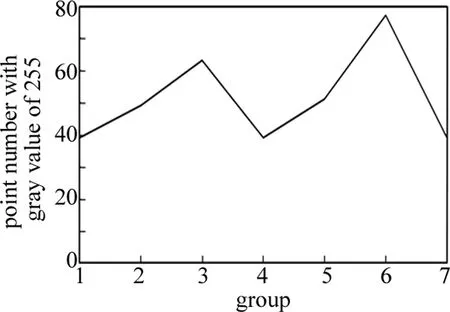
Fig.9 The change of points with gray level of 255 in Table 2
由參考文獻[11]可知,旋轉磁場激勵下焊接裂紋磁光成像規律是表示為:任意一幀磁光圖隨著勵磁時間的推移都會發生變化,經過885幀磁光圖后回到初始狀態。在頻域范圍內,旋轉磁場磁光成像規律對應的頻域特征表現為在一個變化周期(885幀磁光圖)內,對應頻譜圖上會出現先變小再變大、再變小再變大或相反(先變大再變小、再變大再變小)的變化過程,這是由于分析選擇時的起始幀不同,所以造成變化的過程也有差異。但是無論頻譜圖最初是變小還是變大的過程,在這個周期內焊接缺陷的頻譜圖最終會變回初始狀態。在空域上每一幀磁光圖的變化都可以定義為以初始3幀磁光圖為一個循環周期,依次向下一幀轉換。由于一個周期內頻譜圖會出現先變小再變大、再變小再變大或相反的情況,包含4個變化過程,即磁光圖上有一組變化對應頻譜圖中兩個變化過程,說明在空域上這一幀磁光圖的變化過程劇烈,這是所有焊接缺陷在旋轉磁場激勵下磁光成像的統一頻域特征。雖然在頻域上表現相同的幾組,在灰度圖上表現得卻不一樣,因為這是頻域上的特征,反映的只是灰度圖上變化的快慢,但是也能從頻譜圖的變化特征中反推缺陷在空域內的形狀分布特征和變化情況,可以作為焊接缺陷的無損檢測和識別的參考。
4 結 論
激光焊接裂紋磁光圖像的頻域特征和空域特征有一定的對應關系,裂紋磁光圖像經過2維離散傅里葉變換后得到的頻譜圖,可以看出,焊接裂紋在頻域上的成像特征,頻譜圖的亮度對應空域中焊接裂紋磁光圖像上灰度變化快慢的程度,頻譜圖上亮度越大,磁光圖上灰度變化越大,裂紋變化也越明顯。在頻域范圍內,旋轉磁場激勵下激光焊接裂紋磁光成像規律對應的頻域特征為:在一個變化周期(885幀磁光圖)內,對應頻譜圖上會出現先變小再變大、再變小再變大或相反的變化過程,最終變回初始狀態。進一步驗證了旋轉磁場下裂紋磁光成像規律的正確性,為焊接缺陷的無損檢測提供了一種新方法。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
