汽車儀表盤內飾功能支架件的熱流道模具設計
2020-04-24 05:24:52惠州城市職業學院廣東惠州516025
金屬加工(冷加工) 2020年3期
■ 惠州城市職業學院 (廣東惠州 516025) 陳 兵
隨著我國的經濟發展,汽車行業快速發展,帶動了汽車模具的發展,尤其是熱流道模具的發展。由于大部分汽車塑件的外形和結構都比其他塑件復雜,且整體尺寸相對較大,所以設計汽車塑件模具往往較困難,模具結構也相對復雜,在設計時要綜合考慮模具布局、分型設計以及抽芯機構等,同時綜合應用CAE來輔助分析,幫助模具工程師設計出結構精確的模具,提高模具設計效率和模具質量,減少可能發生的錯誤,降低模具設計成本,縮短模具設計與加工制造的周期。
1. 汽車儀表盤內飾功能支架件結構分析
該塑件是某品牌汽車儀表盤內飾功能支架件,塑件整體尺寸為498.5mm×468.4mm×191.6mm,材料為PA6 GF30,材料收縮率為0.39%,塑件整體質量為750g,塑件平均壁厚約為3.0mm,塑件壁厚基本均勻,屬于薄壁類塑件。該塑件屬于汽車內部結構件,對塑件表面質量要求不高,但是不允許有收縮變形,要求成型尺寸穩定可靠。塑件的整體造型結構非常復雜,塑件形狀以及結構整體呈左右對稱,在塑件上下帶有很多直孔、斜孔以及槽等細節特征,在塑件左右兩側以及下方都帶有較多的薄壁加強筋,如圖1所示。
2. 模具設計難點分析
由于塑件的結構、形狀較復雜,加強筋等較多,左右兩側均有較多的側凹結構,因此該塑件的分型、脫模和抽芯等機構都較復雜,大大增加了模具設計與加工制造的難度。針對該塑件,設計模具的主要難點有以下3點:
1)儀表盤內飾功能支架件整體尺寸較大,在模具設計中需考慮型腔數和擺放分型問題。由于塑件較大,且正反面的結構特征都較復雜,需要抽芯的地方較多,模具成型型腔上難以做到一模多出,所以只能采用一模一腔。同時塑件的擺放應有利于脫模和分型,因為塑件下部分(反面)帶有更多加強筋,所以采用如圖2所示的擺放更有利于脫模與分型。
2)塑件上有不通的斜孔(斜盲孔),孔的方向不是開模方向,而是與開模方向有一個2°的夾角,形成倒扣,如圖3所示。如果斜孔位于型芯部分,分型時可以直接采用鑲件型芯來成型斜孔,且不需要考慮脫模問題。但是該斜盲孔位于塑件分型的型腔(正面)部分,由于是斜孔,不能直接在型腔上成型分出,否則開模時會把塑件刮破。所以需要設置先行的抽芯機構,先把斜孔型芯抽出才能開模,這樣就要在定模部分設置抽芯機構。這是該塑件模具設計的一大難點。
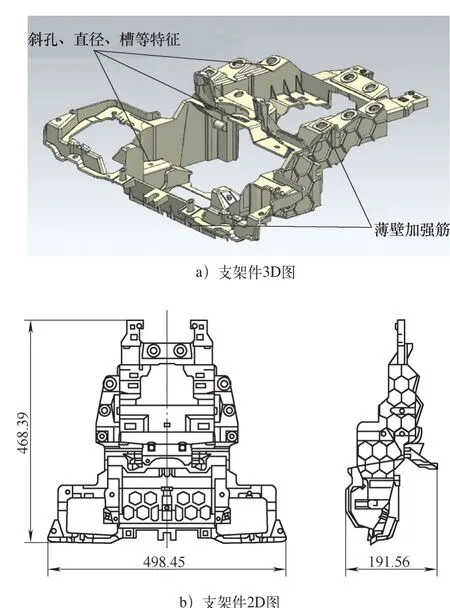
圖1 儀表盤內飾功能支架件(3D與2D)
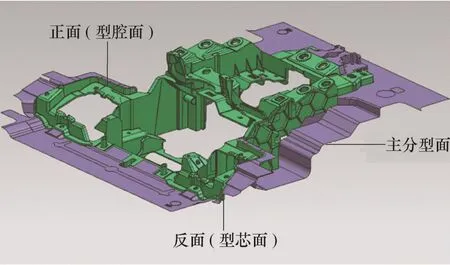
圖2 儀表盤內飾功能支架件擺放及主分型面確定
3)設計該塑件的第三個難點是冷卻系統的設計。由于塑件形狀、結構都較復雜,雖然形狀呈左右對稱,但內部形狀不規則,決定了型芯、型腔的不規則性,且左右兩側都需要較大的抽芯面積,會影響冷卻系統的設計與冷卻效果。
3. 塑件模具設計
(1)型腔布局與澆注系統確定 型腔的布局包括兩方面的問題:一是模具型腔的數目,二是各型腔在模具中的排列。該塑件尺寸為498.5mm×468.4mm×191.6mm,塑件的整體尺寸較大,結構、形狀較復雜,所以塑件在模具上的布局采用一模一腔較合適。采用一模一腔布局可以控制模具整體尺寸,降低開模成本,減少模具設計的難度。
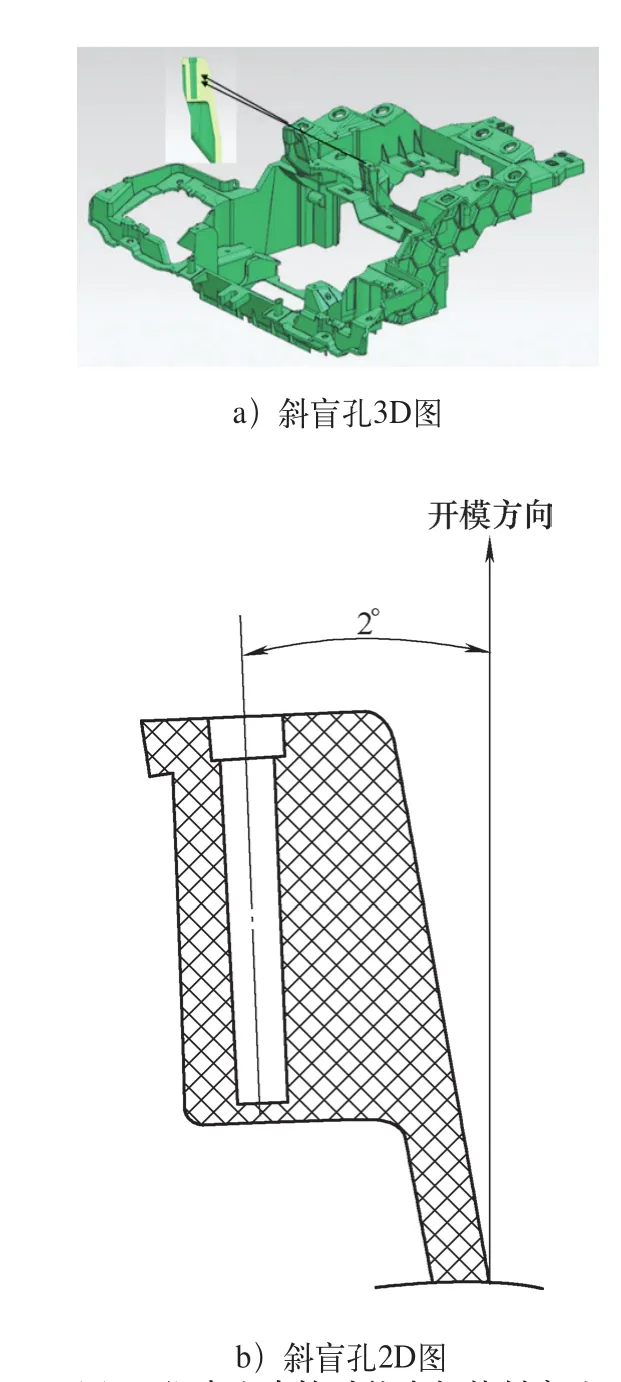
圖3 儀表盤內飾功能支架件斜盲孔(3D與2D)
在布置型腔時,一般要求塑料通過分流道能同時到達澆口進入型腔,該塑件的尺寸大、形狀復雜,為了能準確地設計模具的澆注系統,一般要使用Moldflow輔助分析澆注系統的合理性,經Moldflow分析并結合塑件兩端的尺寸大小(一端尺寸較大,一端尺寸小),澆注系統設計如圖4所示。其中熱流道系統采用開放式熱嘴,尺寸較大一端設計分流道,分流道直徑為φ8mm。中間及尺寸較小一端,經熱流道噴嘴后轉側澆口進膠,共設計3個熱嘴、4個側澆口。
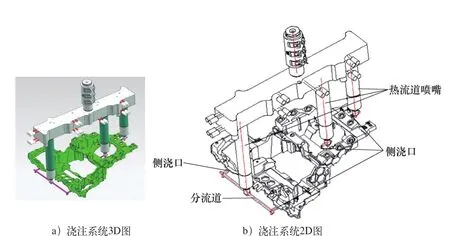
圖4 澆注系統設計(3D與2D)
(2)抽芯設計 設計該塑件模具的難點之一就是抽芯設計。該塑件需要抽芯的主要部位有3個:盲斜孔抽芯、左右兩側大面積抽芯和塑件內部左右兩側斜頂抽芯。
1)在塑件上有兩個盲斜孔,這兩個盲斜孔與開模方向有一定夾角,要讓塑件順利脫模,必須要先行進行抽芯,因此需在模具的定模側設計抽芯機構。抽芯機構有很多方式,由于成型該塑件客戶要求采用熱流道模具,如果在定模側設計斜導柱抽芯機構,模具就沒有多余的空間來布置斜導柱滑塊抽芯機構,同時抽芯距離為19.07mm,抽芯距較大,所以綜合考慮采用定模液壓缸斜抽芯,圖5所示為塑件三大抽芯機構的爆炸圖。
2)塑件左右大面積加強筋側凹結構分模放在動模側,所以成型塑件左右大面積側凹加強筋結構可以采用雙斜導柱抽芯機構抽芯成型。斜導柱直徑為φ40mm,斜導柱有效工作長度為160mm,傾斜角度為14°,抽芯距約為38.73mm(抽芯距=斜導柱有效工作長度×sinα,其中α為斜導柱傾斜角度),如圖6所示。
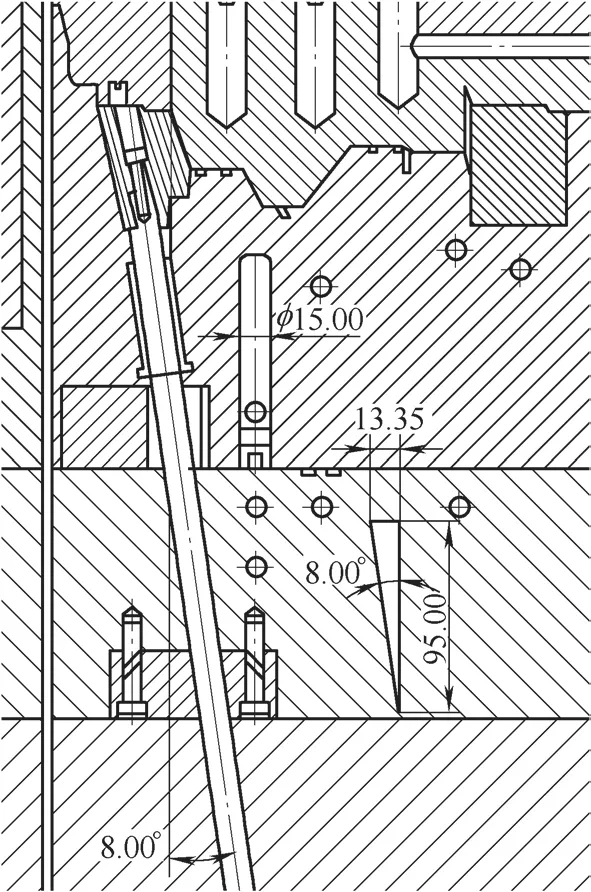
3)如圖7所示,塑件帶有內側凹結構(紅圈位置),塑件是左右對稱結構,所以左右兩邊各有一處,要順利成型并脫模,該處需設計斜頂抽芯機構,斜頂的傾斜角度為8°,模具開模距離為95mm,抽芯距約為13.35mm,如圖8所示。
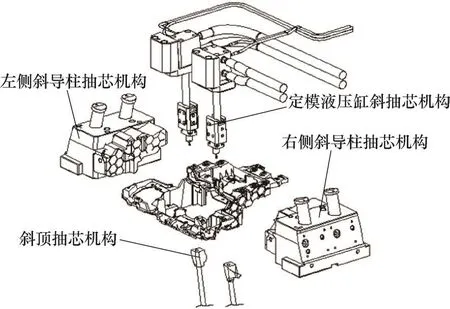
圖5 總抽芯機構3D爆炸圖
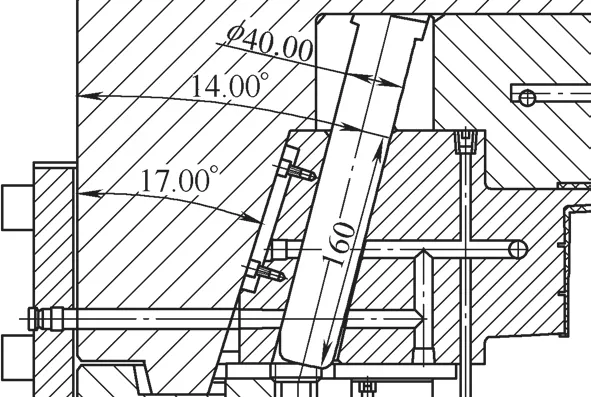
圖6 斜導柱抽芯機構
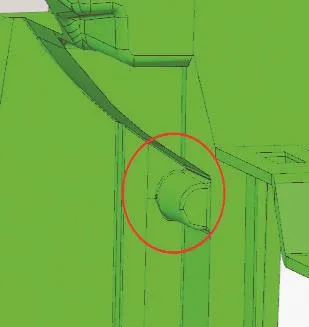
圖7 側凹結構位置
(3)頂出機構設計 一般常用的頂出機構有推桿推出、推管推出和推件板推出等。由于該塑件尺寸大,且型芯不規則,頂出機構主要采用推桿推出(頂桿頂出)。采用的推桿規格主要有四種:φ10mm(8根)、φ8mm(21根)、φ6mm(33根)和φ5mm(12根),在布置推桿時盡量做到均勻布置,并且盡量布置在脫模阻力較大的位置,以便使塑件所受的頂出力均衡,同時可以避免推桿彎曲變形,圖9所示為推桿的布置。
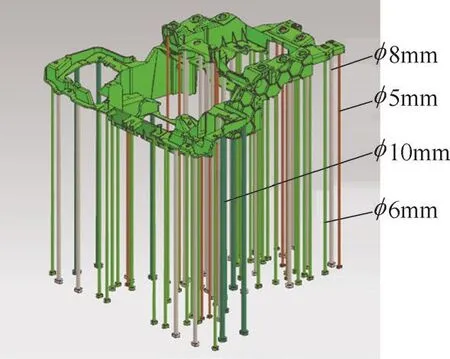
圖9 側凹結構位置
(4)冷卻系統設計 模具溫度調節系統對生產效率的影響主要由冷卻時間來體現,而冷卻時間是由模具的冷卻系統來決定的。由于塑件尺寸大、結構復雜,要快速冷卻定型,冷卻系統管路設計至關重要。一般冷卻管路的設計有型腔冷卻和型芯冷卻,該塑件的模具除要對型芯、型腔冷卻外,還需在左右兩側進行冷卻管路設計。圖10所示為型芯和型腔的冷卻管路回路形式,冷卻管道直徑為φ11.5mm,中間部位需要加強冷卻,開設管道直徑為φ20mm和φ15mm。滑塊側型芯開設φ11.5mm和φ8mm的冷卻管道,如圖11所示。經Moldflow分析,該冷卻管路設計能達到很好的冷卻效果。
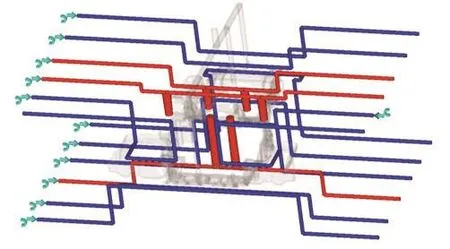
圖10 型芯型腔冷卻管路布局
4. 模具裝配圖與工作原理
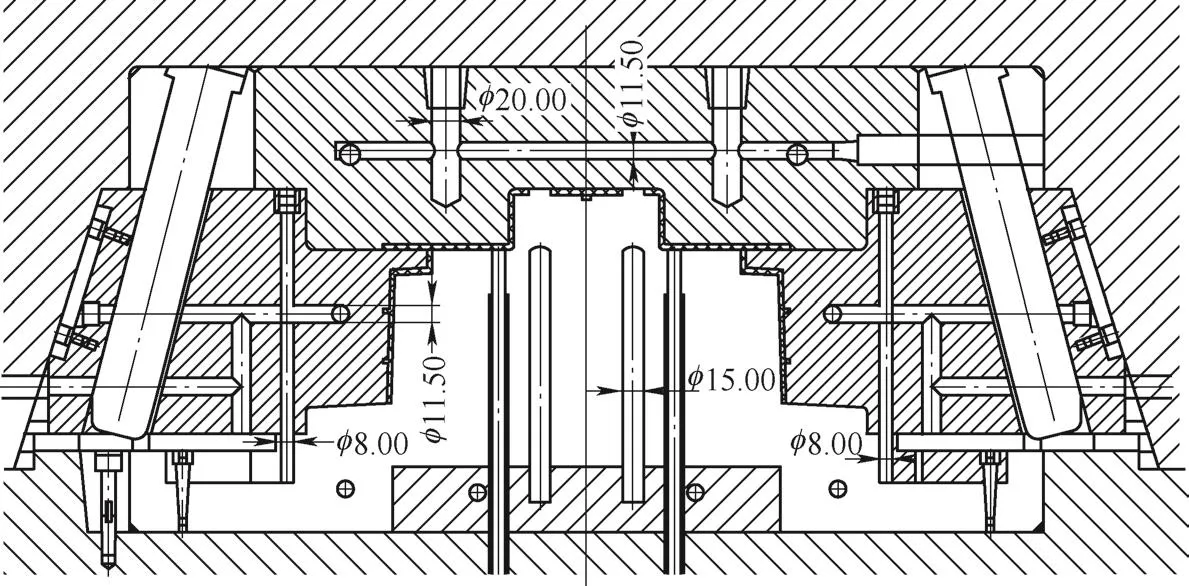
圖11 冷卻管路布局
模具整體設計完成后如圖12所示(俯視圖為拆去定模后的視圖,因裝配圖零件太多,零件序號僅標注一部分)。模具整體結構相對復雜,且零部件多,對于模具的加工制造、裝配等要求較高。
模具的基本工作原理:開模時首先定模液壓缸抽芯組件21先行抽芯退位,然后模具開模,開模時斜導柱9帶動左側滑塊型芯10(右側同樣由斜導柱帶動右側滑塊型芯17)進行左右抽芯,然后產品頂出,頂出時通過注塑機推出機構推動推板3和推桿固定板4,通過推桿6把產品頂出,頂出過程中斜頂鑲件19和斜頂桿18對塑件內側抽芯。產品頂出后,取下產品,抽芯復位,合模,進行下一個注塑周期。
后續試模產品合格,產品尺寸穩定,符合客戶的要求,且模具動作可靠穩定,無卡滯現象,試模產品如圖13所示。
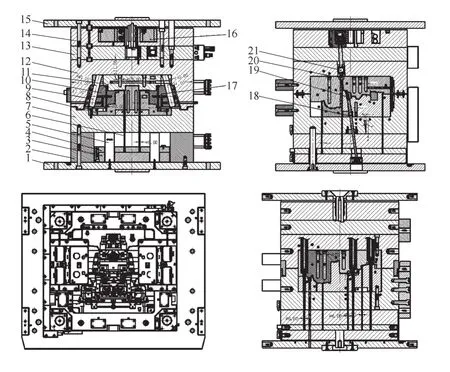
圖12 冷卻管路布局
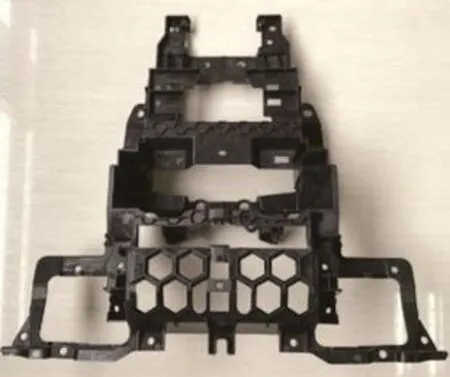
圖13 試模產品
5. 結語
汽車塑件一般尺寸較大,結構復雜,針對該汽車儀表內飾功能支架件的結構和形狀特點,設計了一模一腔的模具結構,抽芯機構采用了定模側液壓缸斜抽芯、動模側雙斜導柱滑塊整體抽芯機構、斜頂抽芯機構和多抽芯機構對塑件進行抽芯成型。汽車儀表內飾功能支架件結構與形狀復雜,所以型芯、型腔相對較復雜,冷卻管路系統的設計在該模具設計中相對復雜與困難,設計時采用了多種直徑不同的管路對模具不同的部位進行冷卻。模具經過試模后驗證,所設計的模具結構合理,模具動作穩定,滿足生產的要求,順利通過客戶驗收,可為同類汽車塑件的模具設計提供一定的借鑒。
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
現代企業(2015年9期)2015-02-28 18:56:50
