基于數(shù)控系統(tǒng)宏功能實現(xiàn)刀具動態(tài)補償
2020-04-24 05:24:54青海華鼎裝備制造有限公司青海西寧810018雒慶娜梁成才
金屬加工(冷加工) 2020年3期
關(guān)鍵詞:程序
■ 青海華鼎裝備制造有限公司 (青海西寧 810018) 雒慶娜 梁成才
■ 西寧特鋼集團 (青海西寧 810016) 杜健平
根據(jù)客戶的要求,我公司研發(fā)設(shè)計并完成可實現(xiàn)銑削和磨削復(fù)合加工的立式加工中心。磨削加工不同于銑削加工,因為在工件銑削時刀具長度和半徑的磨損可以通過人工更改磨損補償值進行補償,但在磨削加工時,工件的尺寸不斷變化,同時砂輪在磨削工件時砂粒不斷掉落,磨削工件的砂輪直徑變化很快,所以常用的銑削工件時的編程方法不可行。又因為該機床沒有在線補償功能,所以在磨削時不能用正常的電腦編制程序,因此我們通過FANUC系統(tǒng)所提供宏程序功能,自行研發(fā)設(shè)計了自動補償宏程序,從而實現(xiàn)了刀具的長度和半徑磨損的自動補償。
1. 加工工藝分析
加工時需要考慮四個方面。
1)砂輪變化:要求正常使用磨床時可以實現(xiàn)平面和槽的磨削,這就要用到砂輪的半徑和長度方向的補償。在半徑方向的變化只有一個,只能是砂輪半徑減小,而在長度方向有兩個,一個是刀具長度的減小,另一個是刀具長度的增加,所以要求對應(yīng)有三個方面的計算。
2)刀具更換:由于加工時要用到多把刀具,所以對應(yīng)有好多大小不等的砂輪。還有加工時因為加工精度高,只能一個面一個面地加工,所以要分開來編制程序。
3)工件變化:由于工件需要淬火以滿足使用需求,所以工件硬度變化不定,因此精加工時需要每次加工完成后對工件進行測量,然后再決定是否還需加工,所以精加工程序要能單獨使用。
4)砂輪更換:當一個砂輪不能使用時,就要更換新的砂輪,但新的砂輪不能直接使用,因為不知道其安裝在主軸上旋轉(zhuǎn)時的直徑。因此每個砂輪更換后需要修正到一個標準的直徑和長度時才可以使用。
由分析可知,要提前對砂輪進行手工修正,修正砂輪時使用金剛石筆,由于砂輪使用時要使用到它的上面、下面和側(cè)面,且砂輪的上下面為了加工的需要,通常要修成碗的形狀,但碗形邊緣不能是一條線,要修成一個3~5mm的環(huán)形平面和一個錐面,所以修正砂輪的金剛石刀具要有三個方向,如圖1所示。我們將設(shè)定三個坐標系以確定三個金剛石刀頭的具體位置。在這個過程中有兩種設(shè)定方法,一種是設(shè)定這三個金剛石刀頭的具體位置時使用機床坐標系,另一種是使用工件坐標系。在這里以使用工件坐標系為例,對應(yīng)找出具體的每一個金剛石刀頭的位置,給定一個工件坐標系。
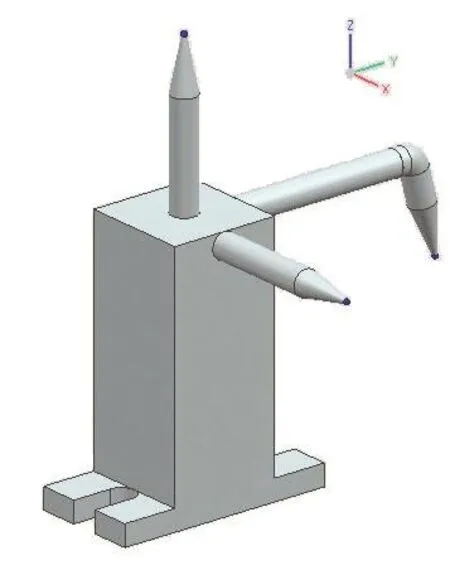
圖1 金剛石刀具方向示意
2. 編制程序
加工工件時的砂輪形狀如圖2所示,對應(yīng)有修砂輪上面、下面以及側(cè)面。根據(jù)使用要求,首先要把砂輪粗修成標準大小。
(1)粗修程序 粗修砂輪成為標準砂輪時,首先要修砂輪的側(cè)面,然后再修砂輪的上面和下面。
以下為修正砂輪至標準使用件時的程序:
G65P8020A0.05B5C0.5I57.4J16.6K 3D15E4F200H301R60.6S7500T1U2V1W 23X10Y0.5
O8020為粗修砂輪上、下、側(cè)面程序,直接調(diào)用:
G65P8020A0.05B5C0.5I57.4J16.6K 3D15E4F200H301R60.6S7500T1U2V1W 23X10Y0.5
其中各參量意義為:A0.05為粗修切削量,B5為下位置,C0.5為斜面最初深度,I57.4為砂輪初始直徑,J16.6為砂輪初始厚度,K3為所留小平面寬度,D15為砂輪最終厚度,E4為傾斜角,F(xiàn)200為修砂輪進給速度,U2為切削中進刀距離,W23為完成切削后Z軸位置,T1為刀號,H301為初始刀長號(砂輪下面),V1為修砂輪上、下面及側(cè)面,只修側(cè)面時V-1,R60.6為砂輪毛坯直徑,S7500為主軸轉(zhuǎn)速,X10為從砂輪邊緣起到砂輪中心所走的距離(包括小平長度),Y0.5為切削中Z軸所退距離。
主程序如下:
#159=#149-#24;
#160=ATN[#8];
#161=#160*#24;
#162=#18/2;
#163=#5+#21*2;
#170=#169/#160;
#171=0;
(Corse face);
#[13000+#20]=#162;
#500=13000+#20;
#[12000+#20]=0;
#501=12000+#20;
IF [#161GT#3]GOTO100;
G0G90G54.1P42Y-#500X0;
G43H#11Z#2M03S#19;
G1Z#21F#9;
WHILE[#162GT#149]DO1;
#510=#162-#149;
G91G1Y#1;
Z-[#163*#157];
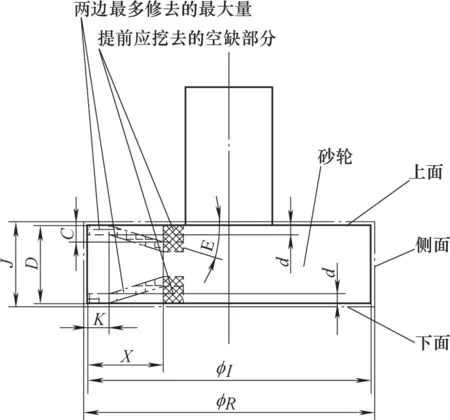
圖2 砂輪最終形狀示意
#157=-#157;
#162=#162-#1;
G10L12P#500R-#1 ;
END1;
#157=1;
#1=#156;
G0Y-#2;
G90Z#23;
IF[#22EQ-1]GOTO99;
(CXXM);(粗修砂輪下面)
#[10000+#26]=0;
G0G90G54.1P40;
X#150Y0;
G43H#11Z0;
G1X#151F#9;
WHILE[#154LT#153]DO1
#520=#153-#154;
#154=#154+#1;
G91Z-#1;
X-[#155*#157] ;
#157=-#157;
G10L11P#26R-#1;
END1;
#1=#156;
#154=0;
#[11000+#26]=#[11000+#11]+#[100 00+#26];
#[10000+#26]=0;
G0G91Z#25;
G90X#159;
WHILE[#154LT#3]DO1;
#521=#3-#154;
#154=#154+#1;
#170=#521/#160;
G90X#159;
G91Z-#25;
G91G1Z-#1;
X-#170;
Z#25;
END1;
G0G90Z0;
X#151;
Z-#153;
G1G91X-#152;
X-#158Z-#3;
G90Z0;
(CXSM);(粗修砂輪上面)
#1=#156;
#154=0;
#[10000+#26+1]=0;
#[#11000+#11+1]=#[11000+#11]-#5;
G0G90G54.1P41;
X#150Y0;
G43H[#11+1]Z0;
G1X#151F#9;
WHILE[#154LT#153]DO1;
#530=#153-#154;
#154=#154+#1;
G91G1Z#1;
X-#155;
G0Z-#25;
G90X#151;
G1G91Z#25;
G10L11P[#26+1]R#1;
END1;
#[11000+#26+1]=#[11000+#11+1]+#[10000+#26] ;
#[10000+#26+1]=0;
#1=#156;
#154=0;
G0G91Z-#25;
X-#152;
WHILE[#154LT#3]DO1;
#531=#3-#154;
#154=#154+#1;
#170=#531/#160;
#171=#159-#170;
G90X#171;
G91G1Z#25;
Z#1;
G90X#159;
G0G91Z-#25;
END1;
G0G90Z0;
X#151;
G1Z#153;
G91X-#152;
X-#158Z#3;
G0G90Z-#153;
X#150;
N99Z#23;
M99;
N100#3000=1;
%
(2)精修程序 根據(jù)使用要求,要在加工過程中修正砂輪,需要將砂輪上面、下面和側(cè)面分開來使用,所以分別用三個程序來實現(xiàn)。
1)O8022為精修側(cè)面程序,直接調(diào)用:
G65P8022A0.05B5C28I35J2D25F2 00T3U2W150
其中各參量意義為:A0.05為精修切削量,B5為下位置,C28為砂輪長度,I35為砂輪初始直徑,J2為精修次數(shù),D25為砂輪不能使用時的直徑,F(xiàn)200為修砂輪走刀速度,T3為刀號,U2為切削中進刀距離,W150為完成切削后Z軸位置。
2)O8024為精修上面程序,直接調(diào)用:
G65P8024A0.05B5C0.5I57.4J2K3D 2E4T1U2V0.5W150F200
其中各參量代表意義為:A0.05為精修切削量,B5為下位置,C0.5為斜面最初深度,I57.4為砂輪初始直徑,J2為精修次數(shù),K3為所留小平面寬度,D2為砂輪上面最多修去的厚度,E4為傾斜角,F(xiàn)200為修砂輪進給速度,T1為刀號,U2為切削中進刀距離,V0.5為切削中Z軸所退距離,W150為完成切削后Z軸位置。
3)O8026為精修下面程序,直接調(diào)用:
G65P8026A0.05B5C0.5I57.4J2K3D 2E4T1U2V0.5W150F200
限于篇幅各精修砂輪程序略去。
3. 實踐與應(yīng)用
1)使用程序時,各項值均為自己給定,刀具號可以任意指定,為正值,例如T1——H01、T3——H03、T5——H05……也可以不一一對應(yīng)。若一把刀有兩種刀長,則較長刀長號為Tn,較短刀長號為Tn+1。粗修砂輪時一般給定粗修刀長號為T1,對應(yīng)H301,同理T3對應(yīng)H303,T5對應(yīng)H305等。
2)應(yīng)用:客戶廠家需要銑磨數(shù)控車床液壓卡盤安裝卡爪的槽,需使用砂輪的上、下及側(cè)面三個面。該程序在機床試切驗證與客戶生產(chǎn)實踐中,運行正常并加工出合格產(chǎn)品,提高了工作效率,減輕了操作人員的勞動強度。
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(shè)(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環(huán)球時報(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:25
中國衛(wèi)生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40
