高鐵橋梁支座自動化生產線
2020-04-24 05:24:54齊重數控裝備股份有限公司黑龍江齊齊哈爾161006謝宇蒙
金屬加工(冷加工) 2020年3期
■ 齊重數控裝備股份有限公司 (黑龍江齊齊哈爾 161006) 姜 川 謝宇蒙
■ 一拖黑龍江農業裝備有限公司 (黑龍江齊齊哈爾 161006) 王 佳
近些年我國高鐵發展迅速,高鐵建設延伸至全國各地。高鐵建設時為了保證列車高速運行時的平穩性和安全性,多采用高架橋梁的建筑方式。而橋梁建設中,橋梁支座的作用相當重要。橋梁支座主要安放在橋跨結構中需要支撐的部分,最主要的作用是將荷載由橋跨傳遞給橋墩,可以將反作用力反饋到橋墩的固定位置,并將反作用力放大到足夠大的面積上來減少壓強,這樣可以最大限度確保高鐵運行時橋墩能夠安全可靠地工作。其次,橋架支座可以使橋跨結構中支點的變形量不會超過其理論計算的數值。再次,橋架支座可以使橋跨結構牢牢固定在橋墩上的指定位置,并防止其滑落。
1. 工藝編制
橋架支座一般分為固定橋架支座和活動橋架支座,主要包括上座板、中座板和下座板。本文主要以支座下座板為例,說明如何實現支座下座板全部加工面的加工,并實現自動化加工,包括底部四方、上部側面的車削加工,底部大平面及上部凹面的車削加工,還包括底部四方、上部側面的銑削加工。用兩條生產線完成支座下座板的全工序加工,實現智能化、自動化生產。
橋梁支座下座板三維模型示意如圖1所示。按結構特點進行典型工件的全工序機械加工工藝編制,下座板以規格尺寸較大的典型件為例。下座板車削工序節拍見表1,銑削工序節拍見表2。
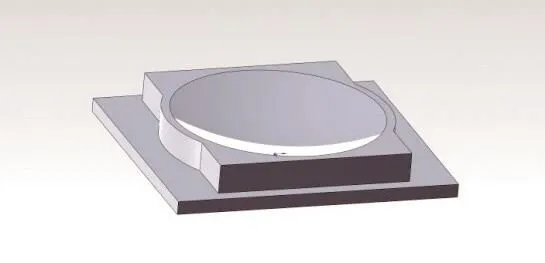
圖1 橋梁支座下座板三維模型
2. 自動生產線配置
(1)車削自動生產線 根據工件車削工藝特點,工件車削分兩個工作區即可完成,根據車削節拍表,為了能夠使車削自動生產線的加工節拍與銑削自動生產線的節拍相當,在車削自動生產線配置兩個車削單元,即6臺立車,加工節拍為6.5min。
根據工藝節拍配置6臺專用機床和兩個桁架機械手,主要用于下座板的車削工序加工。自動生產線采用桁架式機械手,機械手采用電磁吸盤結構,自動完成工件在工序間的傳送、上料、加工和下料。生產線主要組成為桁架機械手、上料機、下料機、翻轉臺、機床設備及電氣控制系統。生產線上機床選配刀具測量裝置及工件測量裝置,每次加工前自動檢測刀具破損情況及工件尺寸,確保加工尺寸的準確、穩定。
車削生產線的車削加工單元采用專用車削機床,機床工作臺底座與立柱為貼合式結構,由立柱、工作臺、工作臺底座、橫梁、垂直刀架、主變速箱和進給箱等組成,帶整機半封閉防護罩、排屑裝置及橫梁防護罩。機床主電動機安裝在立柱側面,電柜內電氣件一部分安裝在立柱內,另一部分安裝在橫梁后側的電柜內。橫梁為定梁結構,坐落到立柱上,主傳動機械一檔,通過變頻電動機和變頻器進行無級調速。數控系統選用西門子808D,采用三爪自定心液壓卡盤,可以通過液壓控制自動將下座板夾緊,實現自動裝夾。

表1 車削工序節拍 (單位:min)

表2 銑削工序節拍 (單位:min)
機床帶有整機防護罩,防止加工產品的切屑四處飛濺,并通過排屑器收集排放。機床加工時不帶切削液,這樣加工時可以減少廢水排放,減少對環境的污染。垂直刀架采用T形滑枕,滑枕下方安裝四工位電動刀臺,四工位電動刀臺可以安裝四個車削刀夾,裝夾不同的車削刀具以便進行下座板不同工序的加工。工作臺可以采用不同的卡爪來擴大夾持范圍,這樣更適應不同尺寸的下座板。下座板車削生產線示意如圖2所示。
(2)銑削自動生產線 根據工件銑削工藝特點,為保證專機銑床結構及功能簡單,根據銑削工序的節拍表,各工位加工時間相當,可按每一工位配置一臺專機銑床,共配置三臺專機銑床組合成一個加工單元,加工節拍為4min。參考車削工藝節拍,銑削生產線配置三臺銑床和一個桁架機械手,可提高下座板的加工效率。下座板銑削生產線示意如圖3所示。
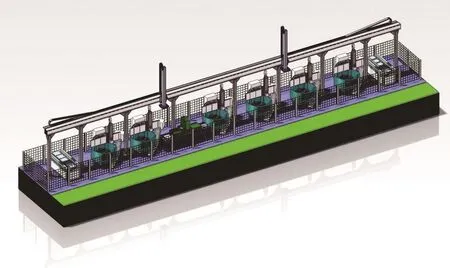
圖2 下座板車削生產線示意

圖3 下座板銑削生產線示意
專用銑床配置兩個自帶動力的銑主軸,電動機為交流電動機,控制銑主軸旋轉,銑主軸為機械6檔調速,轉速分別為100、125、160、200、250和315r/min。銑主軸一側為固定結構,另一側由數控系統控制進給,可根據不同的加工尺寸來調整距離。加工時采用工作臺移動的方式,數控系統使用西門子808D。
桁架機械手可以水平移動(X軸)及垂直抓取移動(Z軸),機械手水平及垂直電動機采用西門子交流伺服電動機帶動齒輪在齒條上作直線運動,X、Z軸均采用直線導軌結構。
3. 生產線功能及運行過程
(1)車削自動生產線 下座板車削自動生產線承擔下座板底部大平面及上部凹面的車削加工、上下料工作。運行過程動作如下(兩個機械手A、B):
1)桁架機械手A分別運行到OP1、OP2機床,從OP1、OP2機床抓取半成品,機床內部清潔,機械手A運行到翻轉臺,將工件放置在翻轉臺上,對工件進行翻轉。
2)機械手A運行到上料倉抓取毛坯工件,將毛坯放置在OP1、OP2機床內,機床開始加工。
3)機械手B運行到O P3、OP4、OP5和OP6機床,從機床內抓取成品,機床內部清潔,機械手B運行到下料倉,將成品放置在下料倉。
4)機械手B運行到翻轉臺,抓取翻轉后的工件,運行到OP3、OP4、OP5和OP6機床,將半成品放置在機床內,機床開始加工。
5)兩個桁架機械手返回到參考點。
(2)銑削自動生產線 下座板銑削自動生產線承擔下座板底部四方、上部側面的銑削加工以及上下料工作。運行過程動作如下(一個機械手):
1)機械手運行到OP1機床,抓取OP1機床內半成品,機床內部清潔,機械手運行到回轉臺,將工件放置在回轉臺上,工件回轉90°。
2)機械手運行到上料倉抓取毛坯工件,放置在OP1機床內,機床開始加工。
3)機械手運行到OP2機床,從機床內抓取半成品,機床內部清潔,機械手運行到翻轉臺。將工件放置在翻轉臺上,對工件進行翻轉。
4)機械手運行到回轉臺,抓取回轉后的半成品,運行到OP2機床,將半成品放置在機床內,機床開始加工。
5)機械手運行到OP3機床,從OP3機床內抓取成品,機床內部清潔,運轉到下料倉,將成品放置在下料倉。
6)機械手運行到翻轉臺,抓取翻轉后的半成品,放置在OP3機床內,機床開始加工。
7)機械手返回上料倉。
4. 結語
下座板自動生產線實現自動化不僅可以降低制造成本,還可以提高產品質量。經過實踐證明該生產線是具有先進性和科學性的,生產線的加工質量相對穩定,有助于改善勞動及生產條件,并且優化生產作業環境。但是需要將人、機、物等各方面協同好,并且將各種因素和條件考慮到位。盡可能優化自動化生產線的生產節拍,使整個自動化系統中的機械手、傳輸系統及控制系統等能夠協調穩定運行。
自動化生產線的效率由投入的自動化裝備的類型和運行的可靠性、穩定性、故障率及產品的批量品種等所決定。一條下座板自動化生產線可節省16個人力,如果生產線能夠可靠穩定運行,自動化的效率可以得到保證,產生的收益也是相當可觀的。
