基于UG/NX11的數(shù)控銑削后置處理
2020-04-24 05:24:52安徽工業(yè)職業(yè)技術(shù)學(xué)院安徽銅陵244000程啟森
金屬加工(冷加工) 2020年3期
■ 安徽工業(yè)職業(yè)技術(shù)學(xué)院 (安徽銅陵 244000) 程啟森
■ 京東方光科技有限公司 (江蘇蘇州 215000) 徐玉芳
數(shù)控加工中數(shù)控銑削所占比重較大,涉及航天航空、國防軍工、汽車、家電、軌道交通設(shè)備、工程機(jī)械和農(nóng)業(yè)機(jī)械等領(lǐng)域。在實(shí)際生產(chǎn)中得到最簡便、最合理的數(shù)控加工程序尤為重要,目前數(shù)控銑削編程有很多基于CAD/CAM軟件的自動編程,自動生成的數(shù)控加工程序是否和車間機(jī)床匹配,將涉及到自動編程后置處理的研究。目前后置處理設(shè)置方法很多,但設(shè)置過程復(fù)雜且比較零碎,沒有一個完整且簡便快捷的設(shè)置方法。
1. UG/POST構(gòu)建器
UG/POST使用TCL語言和幾個文件,把UG的內(nèi)部刀具軌跡翻譯成數(shù)控程序,抽取內(nèi)部刀軌的信息,按照一定的格式輸出。這些文件可以很方便地通過TCL語言進(jìn)行定義,可以使用POST Builder創(chuàng)建這些文件,不需要掌握TCL語言的知識,就可以使用POST Builder的圖形窗口進(jìn)行創(chuàng)建再完成處理工作,生成后處理的各項(xiàng)文件。
通過使用靈活的P O S T Builder,可以定義各種語句格式,很容易地控制數(shù)控程序的輸出順序,包括程序頭、操作頭、操作尾、程序尾及換刀和固定循環(huán)等。使用POST Builder創(chuàng)建后處理的工作流程如圖1所示。
2. 創(chuàng)建的處理器增加的新功能
本文以XH714D三軸聯(lián)動加工中心、配備FANUC 0i mate數(shù)控系統(tǒng)為例研究和分析,創(chuàng)建的后置處理新增功能為:①修改合適的程序頭格式。②在POST Builder中設(shè)置自動換刀,并添加刀具基本信息。③設(shè)置加工中心換刀程序。④在程序尾顯示加工時間。⑤設(shè)置程序結(jié)束指令為M30。⑥設(shè)置保存到指定文件夾。

圖1 使用Post Builder創(chuàng)建后處理的工作流程
3. FANUC 0i mate后置處理器創(chuàng)建
(1)啟動Post Builder 選擇[開始]→[程序]→[UG NX11]→[加工工具]→[后置處理構(gòu)造器]命令,即可啟動Post Builder。
用戶可以新建一個后處理器,也可以打開一個已存在的后處理文件進(jìn)行編輯。機(jī)床選擇“銑床”,控制器選擇“D:/ProgramFiles/UGS/NX6.0/MACH/resource/postprocessor/mill3ax.pui”,如圖2所示。

圖2 創(chuàng)建新處理器
(2)設(shè)置NC程序的起始格式 在NX/后處理構(gòu)造器界面中選中“程序與刀軌”,如圖3所示。
在左側(cè)窗口中選擇“程序起始序列”,在右側(cè)窗口中選擇MOM_set_seq_on,單擊鼠標(biāo)右鍵刪除該項(xiàng)。該項(xiàng)目刪除后,程序中不再出現(xiàn)程序段號,可以根據(jù)實(shí)際情況決定是否刪除該項(xiàng)。單擊G40、G17、G90和G71,右擊G71→更改單元→用戶表達(dá)式→輸入“54”,添加G80、G49,如圖4所示,單擊“確定”按鈕,返回主界面。
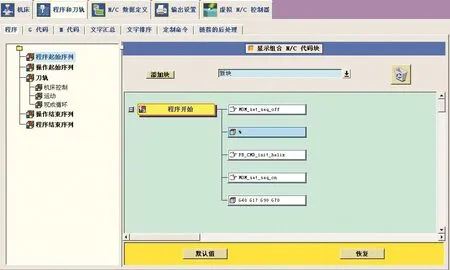
圖3 程序與刀軌

圖4 程序頭格式
(3)設(shè)置操作起始處的格式 在左側(cè)窗口中選擇“操作起始序列”,單擊右側(cè)窗口中“刀軌開始”下面的start_of_operation_force_addresses,在彈出的“定制命令”對話框中將“fourth_axis fifth_axis”選中,右擊選中“剪切”,將這些內(nèi)容刪除,單擊“確定”按鈕,接受更改。
(4)添加注釋 在右側(cè)窗口中選擇“運(yùn)算程序信息”,再選擇“添加塊”,并將其拖到“刀路開始”下,在彈出的“運(yùn)算程序信息”對話框中輸入“$mom_path_name TOOL:$mom_tool_name”,單擊OK按鈕返回。
(5)設(shè)置加工中心換刀格式 刪除“自動換刀”下面的“G91G28Z0.0” “start_of_alignment_character” “end_of_alignment_character”和“T”四個項(xiàng)目,在“T M06”上方添加“M05”。
(6)設(shè)置刀軌 點(diǎn)擊左側(cè)“刀軌”下面的“運(yùn)動”,點(diǎn)擊右側(cè)“圓周運(yùn)動”,彈出“圓周運(yùn)動”對話框,選中“K”刪除。單擊“確定”按鈕,返回主界面。
(7)設(shè)置程序結(jié)束 在左側(cè)窗口中選擇“程序結(jié)束序列”,在M02上面添加M05和M09兩個塊,單擊右側(cè)窗口中“程序結(jié)束”下面的“M02”,右擊鼠標(biāo)將M02修改成M30,刪除“程序結(jié)束”下面的MOM_set_seq_off。
(8)輸出加工時間 ①在程序尾加上所需要的加工時間,可以知道編制的程序?qū)嶋H需要的加工時間,以便有針對性地修改,使得加工程序更加合理,提高零件加工效率。建立一個用戶自定義命令,輸入如圖5所示內(nèi)容,將用戶命令加到“程序結(jié)束序列”節(jié)點(diǎn)中。②在程序頭輸出加工時間,一般情況下客戶只能在程序結(jié)束處通過mom_machine_time輸出加工時間,Post Builder在后處理計(jì)算加工時間時需要累積一步一步的刀具運(yùn)動,只有全部的刀具運(yùn)動結(jié)束,才能計(jì)算總的加工時間,如圖6所示。建立一個用戶自定義命令,輸入如圖7所示內(nèi)容。將用戶命令加到“程序結(jié)束序列”節(jié)點(diǎn)中。
(9)后置到指定文件夾 在Post Builder中進(jìn)行后置處理時,可以自動將處理出來的NC程序放到指定文件夾下,這樣避免了每次保存NC程序時選擇保存路徑,節(jié)省了時間。建立一個用戶自定義命令,輸入如圖8所示內(nèi)容。其中,"D :\ug\"可以修改為用戶自定義目錄。將用戶命令添加到“程序結(jié)束序列”節(jié)點(diǎn)的“程序結(jié)束”中,即可。
(10)程序段號設(shè)置 點(diǎn)擊“N/C數(shù)據(jù)定義”,進(jìn)入數(shù)據(jù)定義界面,選中“其他數(shù)據(jù)單元”,將序列號中的序列號開始增加值和序列號增量都設(shè)置為2。這樣生成程序的程序段號從2開始,并且每行程序段號以2遞增,方便程序檢索。

圖5 定制命令
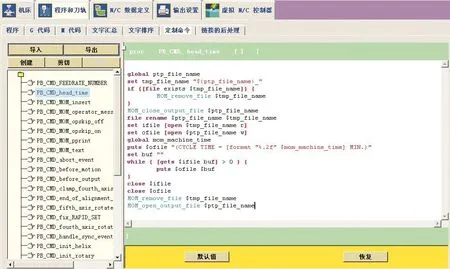
圖6 程序頭輸出加工時間
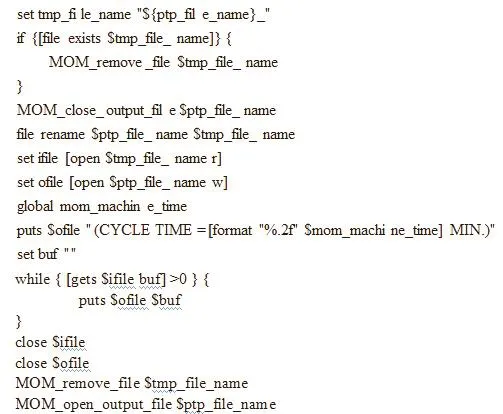
圖7 用戶自定義命令
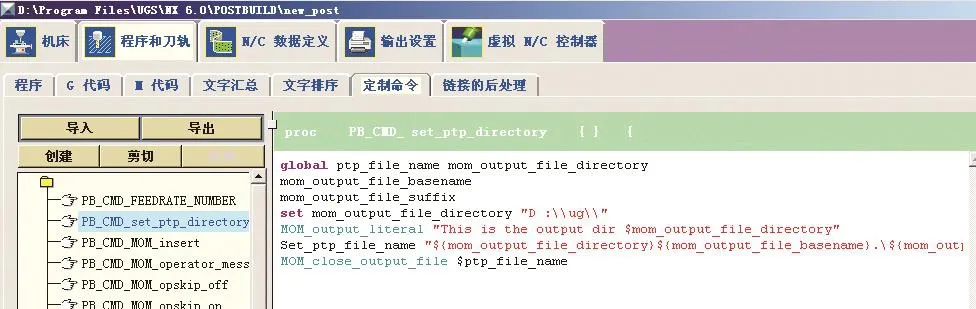
圖8 后置處理定制輸出路徑的用戶命令
(1 1)保存后置處理文件 設(shè)置好所有參數(shù)后,在文件(F i l e)下拉菜單中選擇保存(Save)選項(xiàng)或單擊“保存”圖標(biāo),指定保存路徑為D:/ProgramFiles/UGS/NX6.0/MACH/resource/postprocessor。
(12)在UG中融入新建的后置處理文件 新建的后處理文件不會主動地進(jìn)入處理器中,為了在UG后處理中找到新建的文件,必須把新產(chǎn)生的文件添加到模板文件中。可通過兩種方法實(shí)現(xiàn):
1)在Post Builder主菜單中選擇“實(shí)用程序”,在其下拉菜單中要選取“編輯模板后處理數(shù)據(jù)文件”。在彈開的“Install Posts”對話框,選擇NEW按鈕,在打開的對話框中選擇剛創(chuàng)建的XK714D.pui,則在“Install Posts”對話框中將增加一行,點(diǎn)擊OK按鈕保存并覆蓋原文件,即可把XK714D.pui后處理文件加入UG中。
2)在U G加工模塊中,選擇“工具”菜單,單擊“安裝N C后處理器”,在打開的選擇后處理器對話框中,按D:/ProgramFiles/UGS/NX6.0/MACH/resource/postprocessor路徑,選擇XK714D.pui文件打開,然后依次彈出對話框,依次單擊“是”和“全部”,即可把XK714D.pui后處理文件加入UG中。
4. 加工程序比較
通過比較各自生成的數(shù)控加工程序,新建后置處理器生成的數(shù)控加工程序能夠滿足加工生產(chǎn)需要,使數(shù)控自動編程更輕松和高效,避免了一些錯誤出現(xiàn),如圖9所示。
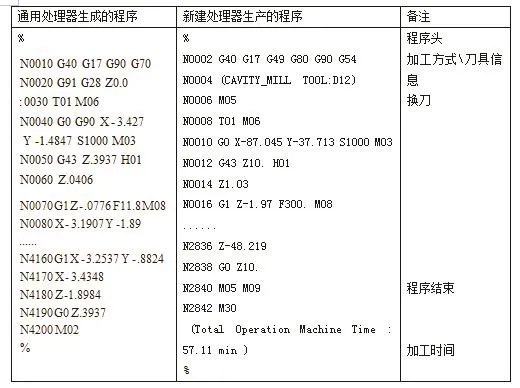
圖9 新建后置處理器和通用后置處理器生產(chǎn)的加工程序比較
5. 結(jié)語
本文結(jié)合實(shí)際工作經(jīng)驗(yàn),研究和總結(jié)出后置處理簡便完整的設(shè)置方法,在生產(chǎn)中可以根據(jù)數(shù)控系統(tǒng)設(shè)置相應(yīng)的后置處理器,使得生成的程序適合該數(shù)控系統(tǒng),縮短了修改程序的時間,也避免了修改程序時出錯,提高了生產(chǎn)效率,同時也降低了廢品率,甚至可以減少加工事故。
猜你喜歡
少先隊(duì)活動(2021年4期)2021-07-23 01:46:22
今日農(nóng)業(yè)(2020年20期)2020-12-15 15:53:19
人大建設(shè)(2019年12期)2019-05-21 02:55:44
能源(2018年10期)2018-12-08 08:02:48
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環(huán)球時報(2017-03-30)2017-03-30 06:44:45
能源(2016年10期)2016-02-28 11:33:30
沈陽醫(yī)學(xué)院學(xué)報(2015年1期)2015-12-27 13:44:40
醫(yī)學(xué)教育管理(2015年3期)2015-12-01 06:43:16
中國衛(wèi)生(2015年3期)2015-11-19 02:53:32
