鋼管對接焊殘余應力數值分析
2020-04-27 03:57:00應曉波
科學技術創新 2020年7期
應曉波
(重慶交通大學 土木工程學院,重慶400074)
Q420 鋼是屈服強度不低于420Mpa 的低合金高強鋼,其抗拉強度達到550~580MPA,主要用在桁架、網架、網殼、和輸電領域的鋼管塔中,在鋼結構橋梁中也有一定的研究應用[1-3],充分體現了鋼管的受力優勢。如果焊接時不進行預熱或層間溫度不合適,焊接接頭中都有產生焊接冷裂紋的風險。通過對Q420鋼管不同預熱溫度下的殘余應力峰值及分布進行有限元計算,分析了鋼管焊接殘余應力隨不同預熱溫度的變化規律,最終得出了Q420 焊接圓鋼管最佳層間溫度為200℃。
1 有限元模型的建立
1.1 幾何模型的建立
本次有限元計算采用壁厚為40mm、直徑1000mm、軸向長1200mm 的兩根鋼管構件。打底焊采用手工電弧焊焊接,中間的填充層以及蓋面焊采用熔化極氣體保護焊(GMAW)進行焊接。模型中,賦予的模型的材料物理性能參數和力學性能參數是隨溫度變化而變化的函數[5]。由于焊縫層數比較多,考慮到保證計算精度的同時盡量節省計算時間,通過網格無關性計算分析可知[6-7],在焊縫及熱影響區劃分較密的網格,單元邊長控制在2mm 左右,遠離焊縫的區域劃分相對較粗的網格,單元邊長控制在4mm 左右,其間需要進行過度網格劃分,盡量保證生成的網格是六面體形式。計算結果表明按照這樣劃分的網格尺寸足以滿足計算精度的要求。
1.2 熱源模型
由于采用的是氣體保護焊,焊縫熔池的形狀呈現熱源前部較大,熱源后部較小的橢圓形狀,雙橢球熱源模型函數表達式如下:
雙橢球熱源前半球函數:

雙橢球熱源后半球函數:


2 焊接工藝參數與邊界條件
焊接時室溫為20℃,焊接熱源工藝參數為:焊接電流180A,焊接電壓30V,焊接速度4mm/s。計算時,為考慮焊件與周圍環境的換熱,利用sysweld 內置的表面效應單元,在模型的表面設置對流和輻射換熱邊界條件。對流和輻射邊界條件綜合考慮為一個換熱系數30W/(m2·℃)。在熱源加載的過程中,使用單元生死功能來模擬焊縫的填充過程,進而達到精確仿真的目的。
3 溫度場計算結果
為研究Q420 鋼管多層多道焊的焊接過程中溫度場變化規律,本文以不預熱條件下的焊接溫度場為例進行分析,打底焊填充過程中溫度場高溫范圍較小,焊縫填充部分的溫度已超過了Q420 鋼材熔點,且溫度梯度呈現從熱源中心向外由密而疏的規律。熱源前半球溫度梯度大于后半球溫度梯度,左右對稱分布,焊接過程中熱源的峰值溫度可以達到1856℃,在焊接填充焊道時,熔池的形狀因填充焊道的位置不同而不同,第5 道焊道在填充過程中焊件的溫度分布并不對稱,熔池中的最高溫度為1841℃。是鋼管內壁從打底焊道中心向右取點的溫度時程曲線,由于整個焊接過程是三層六道焊,所以每條溫度時程曲線呈現出六個波峰,隨著焊接進程的進行,每個波峰的峰值不斷降低,這是因為與熱源距離的增加所致。對不同預熱條件熱分析結果研究表明,預熱溫度(層間溫度)升高,焊接時最高溫度升高,焊后冷卻速度降低。
4 應力的計算結果
4.1 焊后殘余應力分布
為了清楚直觀地顯示出有無預熱的情況下焊后殘余應力場的分布情況,以未預熱和預熱溫度為200℃條件為例,分析縱向殘余應力σY橫向殘余應力σX、Von Mise 等效殘余應力σvon在鋼管表面外側的分布規律,由數值分析結果可知,環向殘余應力σY水平較高,未預熱峰值應力可達到462 Mpa,熱處理后峰值應力降低到360Mpa,焊縫中心和焊接熱影響區出現了應力集中。橫向殘余應力σx的水平也較高,未預熱峰值應力可達到283 Mpa,熱處理后的峰值應力降低為220 Mpa,且在不同深度處顯示出不同的應力性質,在打底焊層中為拉應力,而在最后一層蓋面焊焊道中為壓應力。
由于熱處理方式的差異,因此應力大小和分布在焊件中會存在一定差異。在鋼管外表面沿鋼管軸向取一條路徑所示。研究熱處理變化對于σx、σY、σvon在路徑上的分布變化規律,結果如圖1 所示。(a)可以看出,焊前預熱使焊縫區域縱向殘余應力σy峰值由462 Mpa 降低為360 Mpa,降低幅值達到了22.07%,熱影響區的殘余應力由未預熱的壓應力變為了拉應力,有效改善了熱影響區的受力特性。由圖1(b)可知,焊前預熱使焊縫區域橫向殘余應力σX峰值由283 Mpa 降低為220 Mpa,降幅達22.26%。并且將高應力值的分布范圍縮小,使得構件整體應力水平降低。由圖1(c)可知,焊前預熱使得焊縫區等效殘余應力σvon由564Mpa 降低為420Mpa,降幅高達25.53%。
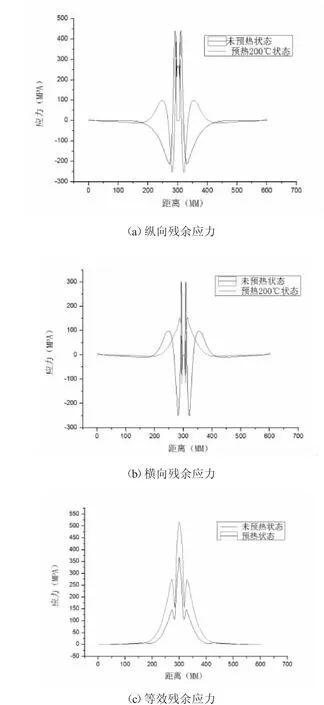
圖1 鋼管預熱與否殘余應力對比
4.2 預熱溫度對焊接殘余應力的影響
可以看出,隨著預熱溫度的升高,橫向殘余應力、縱向殘余應力、等效殘余應力的峰值均有不同程度的下降。且曲線斜率由陡轉緩,在200℃斜率變為0,等效殘余應力達到最小值,不預熱時殘余應力水平整體較高,等效殘余應力峰值可達到564Mpa,已經超過了Q420 鋼材的屈服強度,因此容易引起焊縫和熱影響區開裂。焊前進行100℃預熱(層間溫度),焊后冷卻各向殘余應力峰值以及等效殘余應力峰值均呈現不同程度的降低,σvon峰值降低了86Mpa,σy峰值降低了46 Mpa,σx峰值降低了32 Mpa;焊前進行150℃預熱時,σvon峰值降低了30Mpa,σy峰值降低了16 Mpa,σx峰值降低了8 Mpa;而焊前進行200℃預熱時,相比于150℃,各應力峰值均降低得較少,σvon只降低了18Mpa,σy峰值降低了14 Mpa,σX峰值降低了6 Mpa,但是相比不預熱條件σvon下降了144Mpa,σy降低了98 Mpa,σx降低了62 Mpa。因此可以看出焊前對焊件進行100℃以上預熱對于降低焊接殘余應力、降低冷裂紋敏感性是有效的。
5 結論
5.1 建立了Q420 鋼材40mm 壁厚鋼管多層多道焊的sysweld 有限元模型,分析了不同預熱溫度(層間溫度)對構件焊接溫度場、應力場分布的影響。
5.2 隨著焊接預熱溫度(層間溫度)的提高,各向殘余應力峰值均有不同水平的下降,不進行焊前預熱時,殘余應力水平很高,引起焊接冷裂紋的風險較大。采用100 攝氏度預熱溫度(層間溫度)時,等效殘余應力峰值下降較多,繼續提高預熱溫度,應力值下降較少。預熱溫度超過200℃以后,殘余應力值隨著預熱溫度的升高而增加。
5.3 Q420 高強度鋼材多層多道焊接的最佳預熱溫度(層間溫度)為200℃。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造業自動化(2017年2期)2017-03-20 14:26:13
光學精密工程(2016年6期)2016-11-07 09:07:19
設備管理與維修(2015年12期)2015-04-09 06:57:24
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
