數控龍門銑附件頭自動裝卸及轉位功能實現
2020-05-01 06:04:18甄亞濤
設備管理與維修 2020年5期
關鍵詞:動作
甄亞濤
(中車株洲電力機車有限公司,湖南株洲 412001)
0 引言
數控龍門銑配備直角附件頭、延伸附件頭和窄直角附件頭,可以實現5 個面的自動加工。實現附件頭的自動裝卸及轉位,在很大程度上節約了加工輔助時間,降低了操作者的勞動強度。
以XKA2430×80 數控龍門銑(定梁)為例,分別從設備的松拉刀機械結構、液壓油缸機構的動作實現及其原理、PLC 程序的設計及報警提示信息等方面進行分析,對附件頭的自動裝卸及轉位功能的實現進行闡述。
1 機械部分
1.1 設備組成
XKA2430×80 數控龍門銑機械結構主要由工作臺、橫梁、立柱、滑枕及拖板、附件頭庫等組成[1]。本設備配備了1 個直角附件頭、1 個窄直角附件頭(可完成產品狹小空間處的加工)、1 個延伸附件頭及相應的3 個附件頭小車,其中僅直角與窄直角附件頭需要進行自動轉位,以實現一次抓取完成產品4 個面的加工。
1.2 附件頭
與附件頭裝卸及轉位有關的機構如圖1 所示。
(1)抓取附件頭流程。確認附件頭小車與附件頭已推放在指定位置后,首先Z 軸升至安全位置,Y 軸移動至附件頭正上方,此時依次先后松開捕捉器、副拉爪、主軸拉爪。Z 軸向下移動至滑枕下端面與附件頭上表面距離40 mm 處(Z 軸坐標為-472.0,即主軸拉爪抓取主拉釘位置),主軸拉爪夾緊并抓起附件頭(此時滑枕下端面與附件頭上表面間隙有1~3 mm),然后副拉爪(4個)拉緊副拉釘(此時附件頭完全拉緊,前述1~3 mm 間隙消除),捕捉器夾緊夾持件凹槽處,至此附件頭完全安裝到位,Z 軸上升至安全位置。
(2)卸附件頭流程。卸附件頭的順序與上述過程基本相同,當Z 軸移動至-472.0 位置時,依次先后松開捕捉器、副拉爪、主軸拉爪,至此附件頭剛好落放在附件頭小車上,然后Z 軸向上移動至安全位置,依次先后拉緊主軸拉爪、副拉爪,捕捉器夾緊,卸附件頭完成。
(3)直角附件頭轉位流程。附件頭轉位過程與卸附件頭過程類似,當副拉爪松開后,捕捉器夾緊的狀態下(作為安全保護),主軸拉爪半松開,此時附件頭上表面與滑枕下端面的距離為40 mm,鎖緊鍵塊插進主拉釘機構內的槽內(正常加工時,此鎖緊銷為縮回狀態)。此時,當主軸旋轉時可帶著附件頭整體作4×90°旋轉。旋轉至相應角度后,主軸拉爪拉緊,然后副拉爪拉緊,至此完成附件頭轉位的整個過程。
1.3 副拉爪松緊機構
副拉爪松緊機構(共4 個)主要由拉緊油缸、松開油缸、碟形彈簧和拉爪等部件組成,如圖2 所示。當執行附件頭抓取動作時,先是松開油缸通入高壓油(27 MPa 左右),壓縮蝶形彈簧使副拉爪打開,然后松開油缸卸壓,拉緊油缸通高壓油,并同碟簧力的共同作用下,副拉爪夾緊副拉釘,即抓緊附件頭。
此套機構每組碟形彈簧的拉緊力為16 kN,液壓油缸的拉緊力為27 kN,合計拉緊力為43 kN,4 個拉緊機構合計為43×4=172 kN,此拉緊力可保證附件頭在進行切削加工時的穩定。
1.4 主軸拉爪松緊機構
主軸拉爪松緊機構與副拉爪松緊機構類似,不同之處為主軸松拉爪油缸安裝在Z 軸滑枕的上方,需要設計傳力桿將油缸活塞向下的壓力施加在主軸拉爪機構上。此油缸執行單元可以實現拉爪在3 個位置,即拉緊位置、松開位置以及半松開位,故又稱為“三位油缸”。
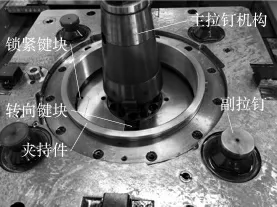
圖1 直角附件頭部分結構

圖2 副拉釘松緊機構
三位油缸主要包括(上腔)活塞1、(下腔)活塞2 以及油缸體等部件。在執行主軸拉爪放松時,僅油腔2 內通入18 MPa 的壓力油,推動活塞2 向下移動,進而壓縮碟簧,松開主軸拉爪(拉爪位移為49.6 mm)。當油腔2 內壓力油卸荷時,在蝶形彈簧的作用下,推動活塞2 向上移動,拉爪夾緊。
當執行附件頭轉位動作時,油腔1 先通入壓力油將活塞1向上移動,油腔2 后通入壓力油。活塞1 向上移動后,便限制了活塞2 向下移動的行程(因上下腔壓力相等),此時主軸拉爪將處于半松開狀態,附件頭上表面與滑枕下端面的距離為40 mm,可以執行附件頭轉位動作。
2 液壓原理
由上文分析可知,附件頭裝卸及轉位共涉及到3 個液壓油路,即主軸拉爪夾緊放松油路、副拉爪夾緊放松油路、捕捉器夾緊放松油路等。主軸拉爪與捕捉器夾緊/放松共用一個液壓泵輸出油路,設計系統油路壓力為17 MPa。油路設置儲能器及高低壓檢測壓力繼電器,在執行動作時,確保輸出壓力不會瞬間掉落。副拉爪夾緊放松油路與此類似,設計壓力為27 MPa。
電磁閥動作表見表1,其中,“+”為通電,“-”為斷電。以主軸拉爪中位為例,當電磁閥YV003、YV001 先后依次得電(因上下腔壓力相等,所以YV001 要在YV003 得電5 s 后再得電,才可起到限制活塞2 向下行程的作用),YV002 斷電的情況下,主軸拉爪將處于半松開狀態。

表1 電磁閥動作表
3 PLC 控制程序
機床在運行NC 程序抓取或卸下附件頭、附件頭轉位的過程中,由PLC 負責采集并處理外部輸入邏輯信號,控制機床各執行機構的動作,并接受處理數控系統發出的指令信息。
3.1 附件頭及其小車識別
機床裝/卸附件頭時,首先需確認相應的附件頭小車已到位,在小車的停靠位置裝有3 個行程開關,以識別不同的小車信息,見表2,其中,“1”為有信號,“0”為無信號。滑枕下端面裝有7個接近開關,以識別附件頭號及附件頭角度,以直角附件頭為例,角度識別見表3,其中,“1”為有信號,“0”為無信號。

表2 小車識別
3.2 附件頭裝卸程序設計
首先介紹西門子數控系統M 功能指令譯碼,定義M80 為松拉爪、M81 為緊拉爪、M82 為松捕捉器、M83 為緊捕捉器、M84附件頭轉位開始、M85 附件頭轉位結束、M76 為松主軸拉爪、M77 為緊主軸拉爪,此類M 指令均為動態功能代碼,動態M 功能(M00~M99)由基本PLC 程序解碼[2]。

表3 角度識別
如M84 指令對應的PLC 點位為DB21.DBX204.4,此信號為一個掃描周期信號,需要用其他輔助M 點位進行狀態保存。

上述NC 程序對應PLC 程序處理的過程如下。

上述程序段完成了在抓取附件頭時主軸拉爪夾緊條件的判斷,以及主軸拉爪液壓閥路的控制,并實現主軸拉爪抓緊動作。


上述程序段完成了捕捉器夾緊指令的處理,并完成了捕捉器夾緊閥路的控制,實現了捕捉器的夾緊動作。
附件頭卸下及轉位的程序時相應M 指令的執行及邏輯動作控制與上述類似,在此不作敘述。
3.3 提示信息及報警程序
利用西門子DB2 數據塊可以激活西門子系統內相應的報警文件,并在相應的報警/提示界面可以看到機床當前的報警及狀態提示信息。以副拉爪夾緊為例,程序段如下。

由上述程序可知,當4 個副拉爪信號同時為1 時則會提示副拉爪已拉緊,相反,若任意一個或多個信號為0 時,則會觸發副拉爪拉緊故障。
4 總結
從機械結構、液壓控制原理、PLC 控制程序等多方面進行分析,以實現數控龍門銑附件頭的自動裝卸及轉位,很大程度縮短設備輔助作業時間,降低人工參與程度及勞動強度。
猜你喜歡
作文周刊·小學一年級版(2022年16期)2022-05-07 11:28:30
作文周刊·小學一年級版(2021年8期)2021-07-07 11:00:47
動漫界·幼教365(大班)(2021年4期)2021-05-23 21:33:16
小學生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
少年博覽·小學低年級(2017年4期)2017-06-09 16:22:28
作文周刊·小學一年級版(2016年28期)2017-06-03 00:28:49
作文評點報·低幼版(2017年7期)2017-03-11 20:49:41
少兒科學周刊·少年版(2015年4期)2015-07-07 20:56:37
電影故事(2015年30期)2015-02-27 09:03:12
七彩語文·低年級(2014年10期)2015-01-14 14:46:27
