氫氧化鈉與甘油催化棕櫚基油脂酯交換反應
2020-05-06 02:41:40黃昭先彭許云惠菊王風艷王翔宇
食品工業 2020年4期
黃昭先 ,彭許云 ,惠菊 ,王風艷 ,王翔宇
1. 中糧營養健康研究院加工應用技術中心(北京 102209);2. 營養健康與食品安全北京市重點實驗室(北京 102209);3. 老年營養食品研究北京市工程實驗室(北京 102209)
酯交換反應是通過改變甘油三酯中脂肪酸的分布而使油脂物化性質發生變化的反應過程,在油脂工業中發揮著極其重要的作用,目前被廣泛應用于制備起酥油、人造奶油、類可可脂等油脂制品,拓寬這些油脂制品在食品中的應用。根據所用催化劑的不同,酯交換可分為化學酯交換和酶法酯交換。與酶法酯交換相比,化學酯交換催化轉化效率高、反應時間短、催化劑便宜、成本相對較低,容易實現產業化[1-2],是目前大多數生產廠家所采用的油脂改性方法。
化學酯交換中常用的催化劑有堿金屬、堿金屬氫氧化物、堿金屬烷氧化物等,其中使用最為廣泛的是鈉烷氧基化合物,如甲醇鈉。但是甲醇鈉有強烈的刺激性和腐蝕性,危險性較大,并且對水分極度敏感,極易吸水生成醇而導致催化劑完全失活[3]。氫氧化鈉是另一種常用的催化劑,其催化活性雖低于甲醇鈉,但容易獲得并且價格便宜,用于催化油脂酯交換反應既安全又經濟。而單獨使用氫氧化鈉時,油溫需高達250℃左右且需減壓條件才能進行酯交換反應,達到平衡一般需3~4 h。當氫氧化鈉與甘油共用時,可明顯降低反應溫度并且加快隨機酯交換反應速度[4]。因此,利用氫氧化鈉與甘油混合物替代甲醇鈉作為酯交換的催化劑具有實際應用價值。
目前油脂加工企業往往采用甲醇鈉作為化學酯交換的催化劑,生產低反式脂肪酸起酥油產品,因此試驗選用棕櫚液油和棕櫚硬脂為原料,以甲醇鈉為催化劑,在適當的反應條件下進行酯交換反應,得到反應產物為對照,從反應溫度、氫氧化鈉濃度、反應時間、氫氧化鈉與甘油比例、攪拌速度五個方面研究反應條件對氫氧化鈉與甘油替代甲醇鈉酯交換的影響,探索氫氧化鈉與甘油替代甲醇鈉作為酯交換反應的催化劑的可能性。
1 材料與方法
1.1 原料與試劑
棕櫚液油、棕櫚硬脂,由中糧東海糧油工業(張家港)有限公司提供;氫氧化鈉、甘油、檸檬酸、甲醇鈉,均為分析純。
1.2 儀器與設備
GC-7820A型氣相色譜儀,美國安捷倫科技有限公司;MQ-20脈沖式核磁共振儀,德國布魯克有限公司;RT4循環水浴,德國優萊博有限公司;95-1恒溫磁力攪拌器,上海司樂有限公司;P65D真空泵,日本佐藤真空株式會社;LC-4溫控器,德國優萊博技術有限公司;ME1002T分析天平,瑞士梅特勒-托利多國際貿易(上海)有限公司。
1.3 試驗方法
1.3.1 酯交換反應方法
棕櫚液油和棕櫚硬脂按質量比80∶20進行混合,所得油脂混合物的物化性質見表1。

表1 原料油脂的物化性質
稱取800 g原料油置于三口燒瓶中攪拌混勻,在95℃條件下真空脫水脫氣0.5 h,將溫度調至反應溫度,加入催化劑并攪拌反應一定時間,加檸檬酸溶液終止反應,水洗至中性并靜置分層,取上層油層真空干燥得到酯交換產物。
對照組采用甲醇鈉為催化劑,在溫度100℃、甲醇鈉添加量0.25%、反應時間0.5 h,攪拌速度150 r/min條件下進行反應,所得產物作為對照樣品。樣品組采用氫氧化鈉和甘油共用作為催化劑,以產物的固體脂肪含量(SFC)、甘油三酯碳數、酸值、皂化值以及熔點為指標,考察反應溫度、氫氧化鈉濃度、反應時間、氫氧化鈉與甘油比例、攪拌速度的影響,試驗因素水平見表2。
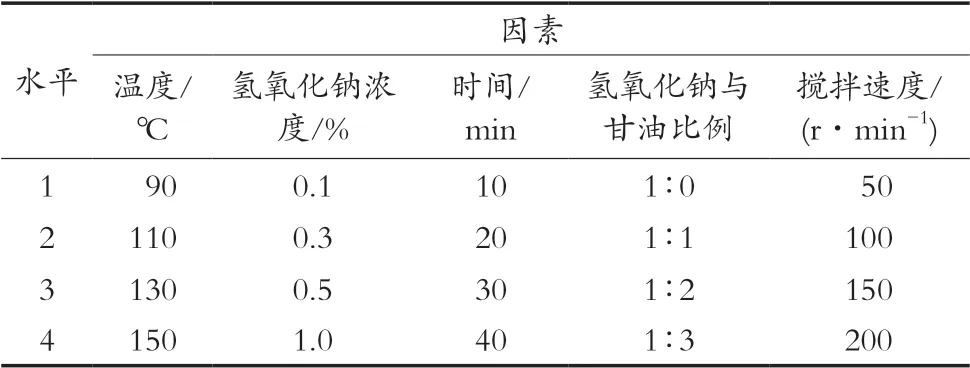
表2 酯交換反應試驗因素水平表
1.3.2 固體脂肪含量(SFC)的測定
固體脂肪含量(SFC)采用脈沖式核磁共振儀(NMR)測定,取約2.5 g油樣置于NMR專用玻璃管中,于80℃熔化0.5 h以消除結晶記憶,然后轉移到0℃水浴中保持1 h,再分別置于10,20,25,30,35和40℃水浴中保持0.5 h,測定其固體脂肪含量(SFC)。
1.3.3 甘油三酯碳數的測定
采用氣相色譜法測定樣品的甘油三酯碳數,取適量待測油樣溶于正己烷中,經針式過濾器過濾除去雜質。色譜條件:FID檢測器,Agilent DB-1(15 m× 0.53 mm×0.15 mm)色譜柱,檢測器溫度380℃,進樣口溫度350℃,氮氣流速5.0 mL/min,氫氣流速30 mL/min,空氣流速400 mL/min。根據標樣保留時間定性,用面積歸一化法進行定量。
1.3.4 酸值的測定
酸值的測定按GB 5009.229—2016《食品中酸值的測定》執行。
1.3.5 皂化值的測定
皂化值的測定按GB/T 5534—2008《動植物油脂皂化值的測定》執行。
1.3.6 熔點的測定
熔點的測定按GB/T 24892—2010《動植物油脂在開口毛細管中熔點(滑點)的測定》執行。
2 結果與討論
2.1 反應溫度對酯交換反應的影響
以甲醇鈉催化得到的酯交換產物為對照,考察反應溫度90,110,130和150℃對酯交換產物固體脂肪含量(SFC)、酸值、熔點、皂化值和甘油三酯碳數的影響,其他反應條件保持一致:NaOH與甘油質量比為1∶2,添加量為原料油脂的2%,反應時間為60 min,攪拌速度為200 r/min,所得酯交換產物的固體脂肪含量(SFC)曲線如圖1所示。
從圖1可以看出,與對照組相比,NaOH與甘油催化得到的酯交換產物固體脂肪含量(SFC)曲線略為平緩。不同溫度下固體脂肪含量(SFC)隨反應溫度的升高而降低,其中反應溫度90℃和110℃得到的酯交換產物固體脂肪含量(SFC)曲線與對照品最為接近。
不同反應溫度得到的酯交換產物的酸值、熔點、皂化值及甘油三酯碳數見表3。對照組的熔點值明顯高于反應組,110℃樣品的熔點高于其他反應溫度樣品的熔點,更接近對照組;油脂的酸值大小對應著其中所含的游離脂肪酸含量,由酸值結果可知,當反應溫度為90~130℃時,酸值變化不顯著,對照組樣品低于反應組樣品,即NaOH與甘油催化的反應產物中游離脂肪酸的生成量高于甲醇鈉催化酯交換反應產物;皂化值的大小可以在一定程度上反映油脂的平均分子量,然而以氫氧化鈉催化的反應過程中會產生少量的單甘酯和雙甘酯,這些物質的存在導致體系皂化值降低。從表3中可以看出,NaOH和甘油催化的反應產物中,110℃時皂化值較高,說明此時副產物的量較少。
棕櫚硬脂的主要甘三酯由POP、PPP及POO組成,同時含有一定量的PLP和POS等,其碳數為C46,C48,C50,C52和C54[5-6]。棕櫚液油的主要甘三酯由POP/PPO、POO、PLO、PPL及POS等組成,其碳數為C50和C52
[7]。經過酯交換,甘油三酯上脂肪酸的分布趨于平衡,C50和C52的含量降低,部分甘三酯碳數含量增加。從表3可以看出,所選反應溫度均使產物甘油三酯脂肪酸分布發生變化,其中110℃下甘油三酯組成變化最為明顯。
綜合考慮,選擇110℃作為酯交換反應的溫度。

圖1 不同反應溫度下酯交換產物和對照品的固體脂肪含量曲線

表3 不同反應溫度下酯交換產物的物化性質
2.2 氫氧化鈉濃度對酯交換反應的影響
以甲醇鈉催化得到的酯交換產物為對照,考察NaOH濃度(原料油中的質量百分比)對酯交換產物固體脂肪含量(SFC)、酸值、熔點、皂化值和甘油三酯碳數對酯交換反應的影響,其他反應條件保持一致:NaOH與甘油質量比為1∶2、反應溫度為110℃、反應時間為60 min、攪拌速度為200 r/min,結果如圖2和表4所示。
從圖2中可以看出,當NaOH添加量為0.3%和0.5%時,固體脂肪含量(SFC)值與對照組接近。從表4可以看出,當NaOH添加量為0.1%時,樣品的熔點、酸值和皂化值均低于對照組,其原因可能是催化劑的量過低,使酯交換反應未能充分進行。當NaOH添加量為0.3%時,熔點接近對照組,但酸值變高,表明體系內生成了較多的游離脂肪酸。當NaOH添加量為0.5%時,熔點、皂化值及甘油三酯碳數與0.3%的樣品接近,而酸值低于對照組。當NaOH添加量為1.0%時,熔點和皂化值顯著降低,酸值升高,體系內形成了較多的游離脂肪酸,同時過量的NaOH可能會與中性油發生皂化反應,導致中性油的損失及皂化值的降低。綜合考慮,NaOH的濃度選擇0.5%。
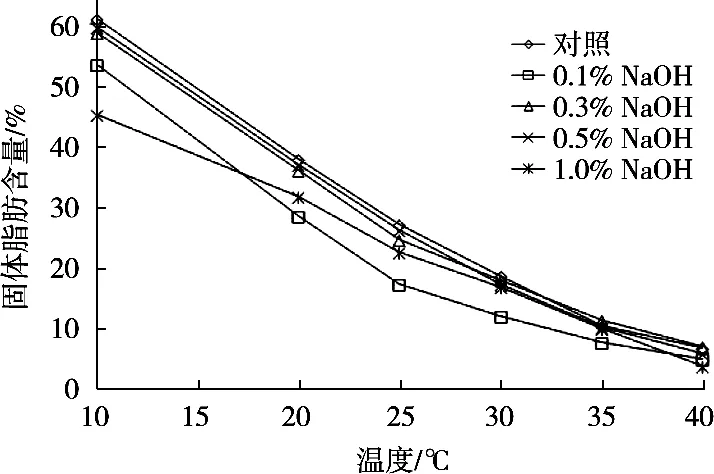
圖2 不同氫氧化鈉濃度下酯交換產物和對照品的固體脂肪含量曲線

表4 不同氫氧化鈉濃度下酯交換產物的物化性質
2.3 反應時間對酯交換反應的影響
以甲醇鈉催化得到的酯交換產物為對照,考察反應時間對酯交換產物固體脂肪含量(SFC)、酸值、熔點、皂化值和甘油三酯碳數的影響,其他反應條件保持一致:NaOH與甘油質量比為1∶2、NaOH濃度為0.5%、反應溫度110℃、攪拌速度為200 r/min,結果如圖3和表5所示。
由圖3可以看出,反應時間在30和40 min時酯交換產物的固體脂肪含量(SFC)曲線幾乎重合,且均接近于對照品;反應時間在10和20 min時固體脂肪含量(SFC)值明顯低于對照組,表明體系內酯交換反應還未完成。由表5可知,反應時間在30 min內皂化值較高,但是10和20 min的熔點較低,當反應時間為40 min時,產物的熔點變化不大,但酸值升高、皂化值下降,副產物增多。甘油三酯碳數結果表明,反應時間在10和20 min時甘油三酯碳數變化不大,酯交換反應不充分;反應30 min時,脂肪酸隨機分布的趨勢明顯,C50和C52含量降低;當反應時間超過30 min,C50和C52含量有所增加,這可能與體系內中性油與NaOH反應生成皂化物等副產物有關[8]。綜合考慮,反應時間選擇為30 min。
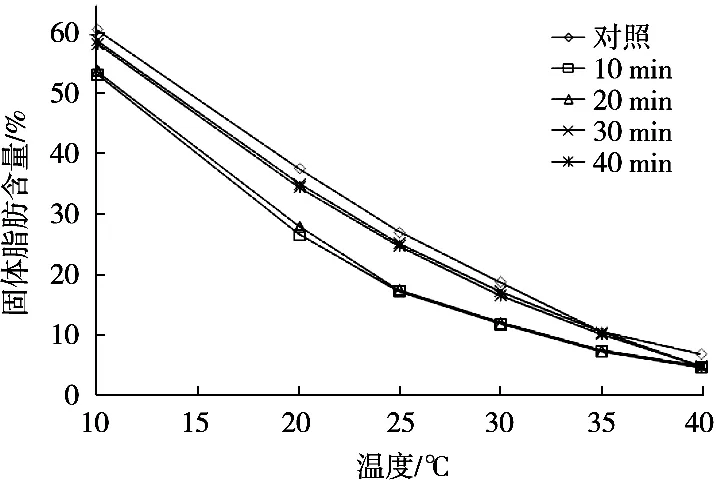
圖3 不同反應時間酯交換產物和對照品的固體脂肪含量曲線

表5 不同反應時間酯交換產物的物化性質
2.4 氫氧化鈉與甘油質量比對酯交換反應的影響
以甲醇鈉催化得到的酯交換產物為對照,加入NaOH與甘油混合物,控制NaOH濃度0.5%、反應溫度110℃、反應時間30 min、攪拌速度200 r/min,考察NaOH與甘油質量比對酯交換產物固體脂肪含量(SFC)、酸值、熔點、皂化值和甘油三酯碳數的影響,結果如圖4和表6所示。
由圖4可以看出,當氫氧化鈉與甘油質量比為1∶1時,酯交換產物的固體脂肪含量(SFC)曲線最接近于對照品;從表6可以看出,當比例為1∶1時,產物的皂化值、熔點和酸值均較接近于對照品,副產物較少;當比例為1∶0,1∶1和1∶2時,產物的甘油三酯碳數與對照品較為接近[9],說明發生了明顯的酯交換,而比例為1∶3時甘油三酯碳數接近于原料,表明反應發生的程度較低。綜合考慮,選擇氫氧化鈉與甘油質量比為1∶1。
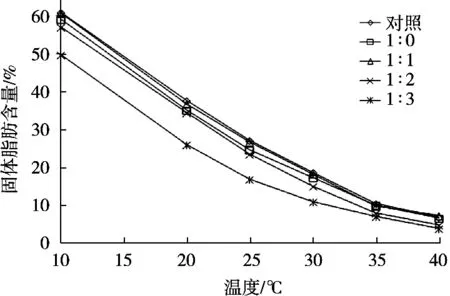
圖4 不同氫氧化鈉與甘油質量比下酯交換產物和對照品的固體脂肪含量曲線

表6 不同氫氧化鈉與甘油比例下酯交換產物的物化性質
2.5 攪拌速度對酯交換反應的影響
加入1∶1的NaOH與甘油混合物(質量比),控制NaOH濃度0.5%、反應溫度110℃、反應時間30 min,考察攪拌速度對酯交換產物固體脂肪含量(SFC)、酸值、熔點、皂化值和甘油三酯碳數的影響,結果如圖5和表7所示。
由圖5和表7可以看出,當攪拌速度為50 r/min時,產物的固體脂肪含量(SFC)曲線低于原料及對照組,其酸值和皂化值均較高,熔點以及甘油三酯碳數也與原料接近,表明在低攪拌速度下,酯交換反應不充分,并且會產生較多的游離脂肪酸副產物[10]。將攪拌速度提高則有利于反應的進行,得到的產物固體脂肪含量(SFC)曲線逐漸接近對照品,當攪拌速度為150 r/min時,熔點較高,酸值低和皂化值高,產生的副產物少,各指標甚至優于攪拌速度為200 r/min時得到的產物。從甘油三酯碳數的數據也可以看出,攪拌速度在100,150和200 r/min時產物的甘油三酯碳數有了明顯變化,說明反應發生程度較高。綜合考慮,選擇150 r/min作為反應的攪拌速度。
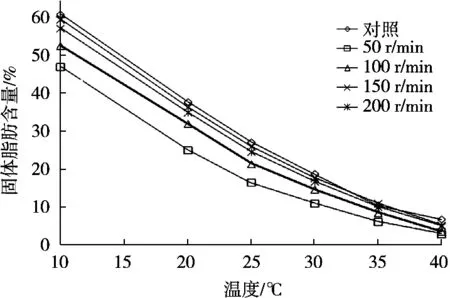
圖5 不同攪拌速度下酯交換產物和對照品的固體脂肪含量曲線

表7 不同攪拌速度下酯交換產物的物化性質
3 結論
以氫氧化鈉和甘油混合物作為催化劑用于棕櫚基油脂酯交換反應中,反應溫度、氫氧化鈉濃度、反應時間、氫氧化鈉與甘油比例以及攪拌速度均對產物物化性質產生影響。經過條件優化,在反應溫度110℃、反應時間30 min、氫氧化鈉濃度0.5%、氫氧化鈉與甘油的質量比1∶1、攪拌速度150 r/min的條件下,氫氧化鈉與甘油混合物的催化酯交換反應得到性能與甲醇鈉催化相近的產品。因此,以氫氧化鈉和甘油混合物取代甲醇鈉作為酯交換的催化劑是可行的。
