數控母排折彎機模具的應用
2020-05-12 08:54:32孫正平
鍛壓裝備與制造技術 2020年2期
關鍵詞:示意圖
孫正平
(江蘇金方圓數控機床有限公司,江蘇 揚州 225127)
數控母排折彎機是一種自動化程度很高的母排加工設備,廣泛應用于電氣開關、中高壓電柜、開關柜、銅鋁母線加工等制造行業。數控母排折彎機是由工業計算機進行控制的高效、高精度的母排折彎設備,通過不同折彎模具的使用,可以實現母排的立彎、平彎、扭彎、U形折彎、刻字及壓花等母排加工工藝。母排折彎機配合不同的母排折彎模具使用后的母排加工實物效果如圖1所示。

圖1 母排實物效果圖
1 折彎模具
1.1 母排立彎模具
母排的立彎是沿著母排的厚度方向進行的折彎,其工作示意圖如圖2所示。母排立彎模具主要有標準模和電子凹模兩種類型,而其中標準模又含有普通凸模和普通凹模,普通凸模與電子凹模或普通凹模配套使用。在進行母排立彎時,通過動模(即指裝在折彎推桿上的標準模或電子凹模)行程控制折彎進程,動模的位置由光柵尺測量并傳回控制計算機。
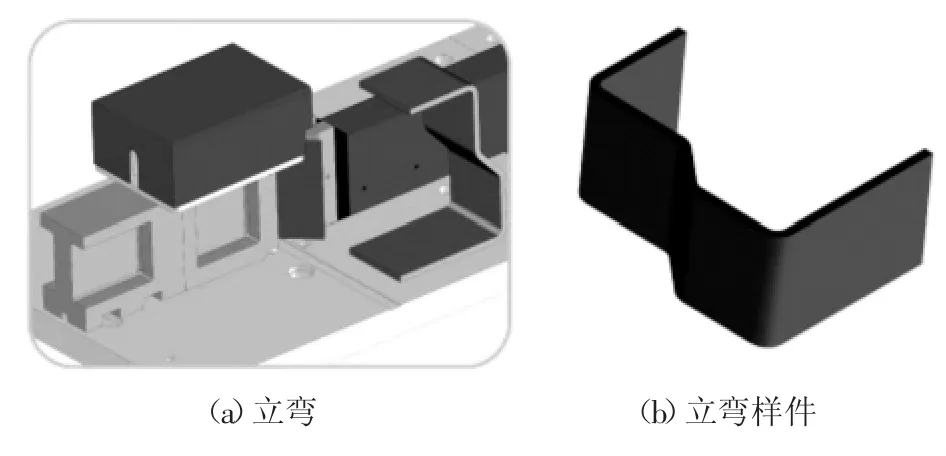
圖2 母排立彎模具
電子凹模工作時可實時檢測工件的折彎角度,以滿足高精度折彎加工工藝的要求。電子凹模在折彎進程中,不斷地測量工件達到的折彎角度,所需要的折彎角度事先直接由計算機上的鍵盤以度為單位輸入。當電子凹模進行折彎時,兩根削平的軸進行扭轉,與此同時每根軸的旋轉都得到測量,由此形成一個累積角度,該角度再傳輸給電子裝置。電子凹模示意圖如圖3所示。
1.2 母排平彎模具
母排的平彎是指沿著母排寬度方向進行的折彎,其工作示意圖如圖4所示。在結構設計方面,為便于操作和模具裝夾,平彎凸模靜止,平彎凹模移動。母排平彎模具最大能實現90°的折彎角度。
母排平彎模具的加工工藝為:將支撐座及擋塊等零件放置在動模上,凸模、上壓板、刻度桿、手柄等工件放置在靜模上。調節刻度桿以擴大或減小上壓板與凸模間的距離,適應不同板厚的母排。調好后,將母排放置在上壓板與凸模間,壓下手柄,上壓板會將母排壓實在凸模上。支撐座在動模推動下向母排推進,擋塊與母排接觸后將母排折彎。擋塊可繞自身軸旋轉以確保母排折彎時保持與母排面接觸,同時擋塊上開有半圓截面溝槽,確保對腰圓截面母排進行折彎時,不破壞母排表面質量。在折彎不同規格的第一件母排時,需重復折彎幾次以保證角度準確。折彎后將數據儲存在電腦中,動模上直線位移傳感器會保證動模每次都折彎到此位置,確保同批產品的一致性。
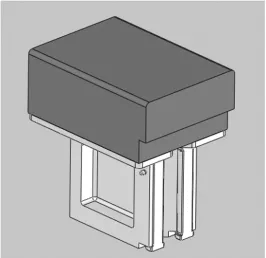
圖3 電子凹模
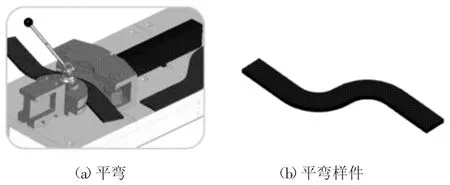
圖4 母排平彎模具
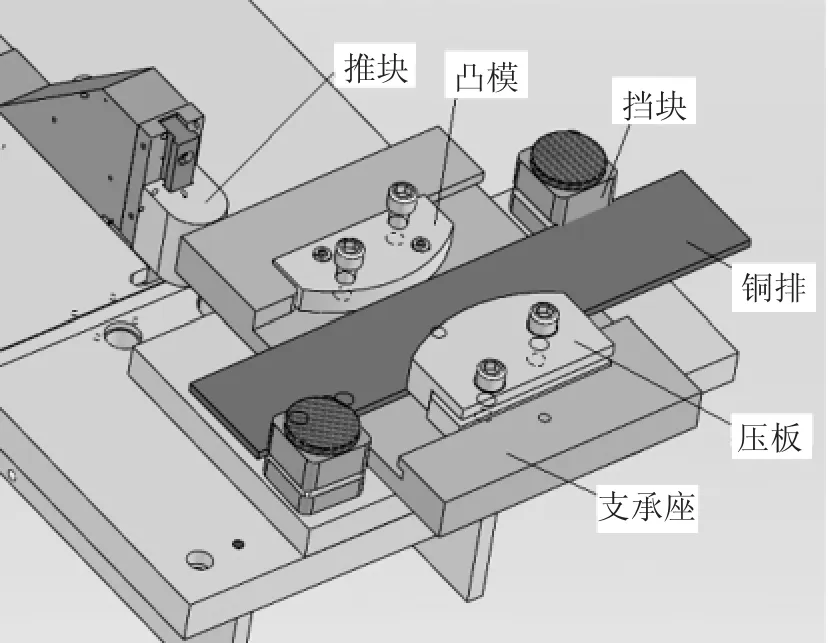
圖5 母排S平彎模具
以上所述母排平彎模具的加工方式,受到定位擋塊的限制,當連續折兩道彎時,為了保證母排的平彎效果,兩道平彎的弧需要保證一定的間距。如果遇到兩道平彎間距較小的母排加工工藝要求時,就要采用同時折兩道彎的母排S平彎模具。母排S平彎模具的示意圖如圖5所示。
工作時,將母排放置在兩凸模間,用壓板壓住,兩邊用擋塊擋住,機床動模通過推塊推動支承座繞固定軸旋轉,將母排一次折彎出兩道圓弧。通過更換凸模和壓板就可以改變凸模半徑以適應不同寬度母排和兩圓弧間距離,此種方式可以使兩圓弧間距離最短。
1.3 母排扭彎模具
母排扭彎模具用于對母排進行扭轉加工,扭彎模具的工作示意圖如圖6所示。
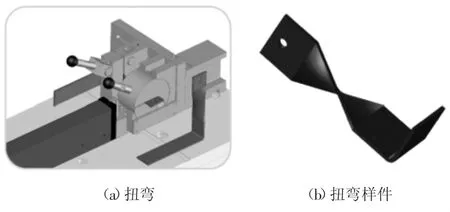
圖6 母排扭彎模具
母排扭彎采用銅排一端固定,一端旋轉的方式實現,扭轉距離可以調整。模具固定端采用快夾式,扭彎結束后,打開快夾裝置,就可以輕松取出母排,操作裝卸方便。
1.4 母排U彎模具
母排U彎模具包括U彎裝置一套和配套的U彎凸模。U彎凸模的折彎半徑根據不同的母排厚度和加工工藝要求進行大小設計。U彎模具的凹模使用上述電子凹模。
工作時,在動模的運動擠壓下,母排將圍繞著U彎凸模進行折彎直至整個進程的結束。U形折彎加工示意圖如圖7所示。
1.5 母排刻字模具、母排壓花模具
母排刻字模具可以在母排表面刻下數字、字母、文字或符號標記,使用方便,操作簡單,并且數字、字母、文字可以任意組合。母排刻字模具的加工示意圖如圖8所示。
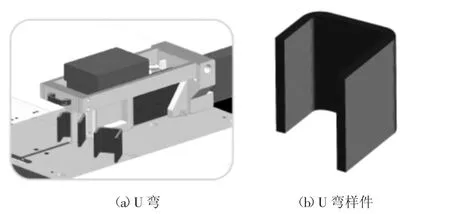
圖7 母排U彎模具
圖8 母排刻字模具
母排壓花模具可以一次實現大面積壓花,表面壓花質量好,生產效率高,可以實現單面或雙面壓花。母排壓花模具的加工示意圖如圖9所示。
2 結束語
上述母排折彎機模具的應用,經過長期的生產使用,加工效果顯著、使用性能穩定,能夠滿足不同母排生產廠家加工工藝的要求。
圖9 母排壓花模具
在實際生產中,需充分了解設備的加工能力和各類模具使用成本,認真分析加工零件的工藝要求,柔性運用各種母排折彎機模具,降低生產制造成本,保證母排加工質量,從而保證經濟效益并滿足各類客戶需求。
猜你喜歡
《學習方法報》歷史中考版(2023年21期)2023-11-09 07:40:38
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
當代貴州(2019年41期)2019-12-13 09:28:56
娃娃樂園·3-7歲綜合智能(2016年1期)2016-10-25 09:32:48
中國共青團(2015年7期)2015-12-17 01:24:38
中學生數理化·八年級物理人教版(2014年1期)2015-01-09 08:50:45
中國扶貧(2014年8期)2014-06-27 15:33:39
中國扶貧(2014年8期)2014-06-27 04:09:02
中學生數理化·八年級物理人教版(2014年2期)2014-04-02 08:50:44
能源(2014年3期)2014-03-27 09:55:20
