激光增材技術在大功率推土機上的應用
2020-05-13 04:19:28馮顯磊率秀清王忠王孟謝玲珍李中元
金屬加工(熱加工) 2020年3期
關鍵詞:檢測
馮顯磊,率秀清,王忠,王孟,謝玲珍,李中元
山推工程機械股份有限公司 山東濟寧 272073
激光增材技術為一種綠色環保技術,目前主要集中用在航空航天、汽車等領域[1],未來在工程機械行業領域具有較大推廣價值及應用前景。
目前,電鍍工藝因環保問題,已被逐步淘汰。針對大功率推土機需要鍍鉻的工件面臨無廠家可加工的瓶頸問題。
同時,大功率推土機作業環境極其惡劣,尤其是彈簧筒局部暴露在腐蝕環境中,同時承受較大摩擦及碰撞問題,鍍鉻層極易脫落,難以保證使用壽命,需要新的工藝替代。
利用激光高功率密度束,在基體表面形成很薄的微熔層,同時以預置或同步方式添加特定成分的直熔合金粉,如鎳基、鈷基、鐵基合金等,使它們以熔融狀態均勻地鋪展在零件表面,與微熔基體層形成良好的冶金結合,并且兩者之間有很小的稀釋度,在隨后的快速冷卻過程中,在零件表面形成與基體不同的、具有預定特殊性能的熔覆層,可以獲得極高的耐磨、耐腐蝕、耐高溫等特性[2]。
1 大功率彈簧筒激光增材方案
激光增材區域設計:根據產品工作狀態要求,如圖1粗實線部位為激光增材區域,尺寸φ400mm×400mm。
激光增材設備采用西安光機所的6000kW激光器,光斑尺寸為5mm×30mm。
彈簧筒加工流程設計:鑄造→正火→調質→粗加工→激光增材→磨削加工→檢測→成品。
設備采用全自動化,生產過程中彈簧筒繞軸心自動旋轉,激光器同步送粉增材熔覆。
2 激光增材參數設計
增材合金粉末主要成分配比:wC=0.14%,wCr=16.9%,wNi=2.6%,wB=3.16%。粒度0.048~0.075mm(200~300目)。
激光增材技術要求:表面硬度52~60HRC,增材硬化層設計要求:≥1.1mm。激光器工藝參數設置見表1。

圖1 大功率推土機彈簧筒激光增材區域

表1 激光器工藝參數設置
3 激光增材樣件檢測與分析
對激光增材的樣件進行檢測,圖2為表面硬度檢測,結果見表2。對激光增材層不同熔覆狀態層的硬度梯度檢測,如圖3所示,A面為搭接區,B面為未搭接區,兩個面的硬度梯度檢測結果分別如圖4、圖5所示。

圖2 激光增材層表面硬度檢測
由硬度梯度檢測結果來看,激光增材并磨削加工后,剖檢硬化層均在1.1mm以上,達到預定設計要求。
對試驗樣件剖檢,激光增材層金相檢測如圖6、圖7所示,圖8為激光增材層與基體熔合區金相。
激光增材層硬度梯度及金相組織檢測結果分析:在檢測A面試樣制樣時,宏觀A面表層增材層白亮與熱影響區有明顯的界限,熱影響區域與過渡區、基體有較明顯的色差。說明熔覆層與基材互溶性極小,熱影響區發生了明顯的組織變化。微觀金相分析:50倍下可見4區的明顯差別,增材區白亮厚度1.11mm;熱影響區1.5mm,過渡區1.5mm。500倍下熱影響區為條塊狀鐵素體+塊狀分布珠光體,未見魏氏組織。A面為激光增材搭接區,由于前道激光增材層未來得及冷卻,已進行重疊增材,造成熱影響區吸收熱量過多,而冷卻又緩慢導致。從宏觀檢測來看與硬度梯度檢測完全吻合。

表2 激光增材表面硬度檢測表

圖3 激光增材層不同熔覆狀態層的硬度梯度檢測
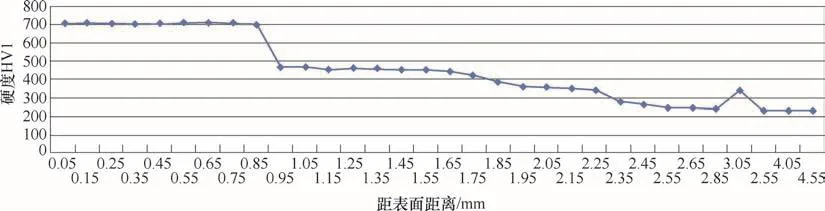
圖4 激光增材未搭接區(B面)硬度梯度
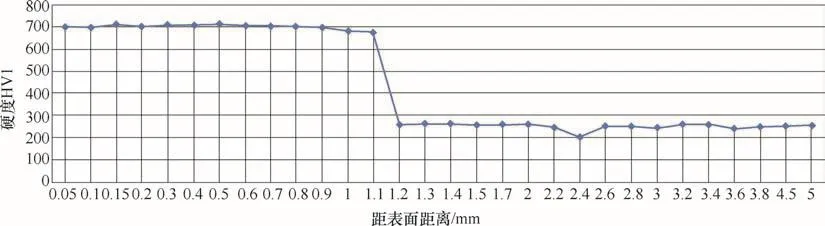
圖5 激光增材搭接區(A面)硬度梯度
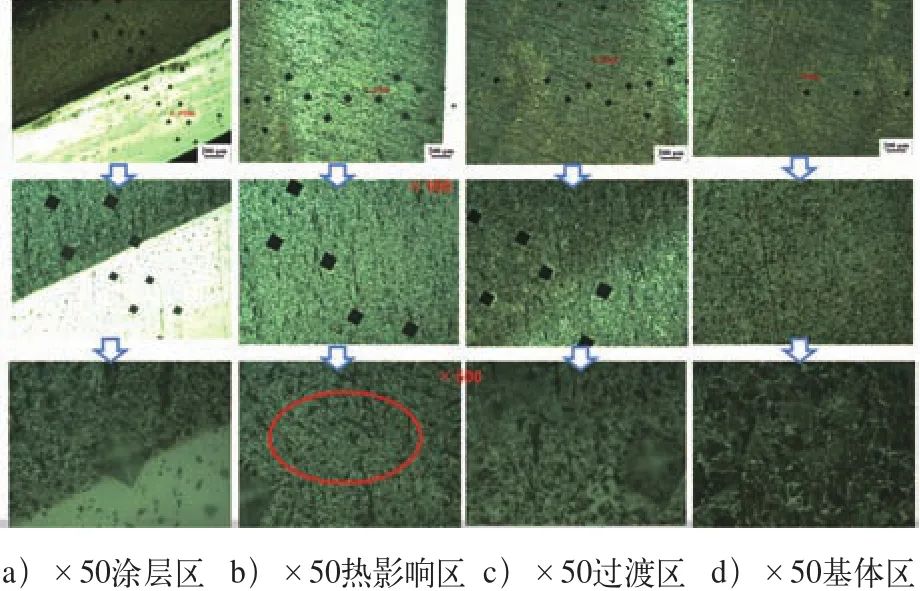
圖6 激光增材層A面金相檢測
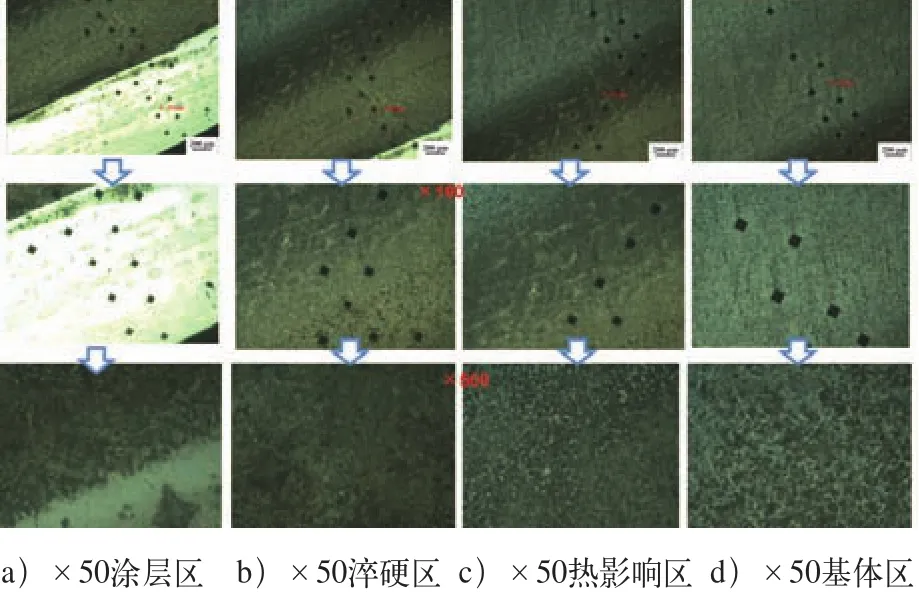
圖7 激光增材層B面金相檢測
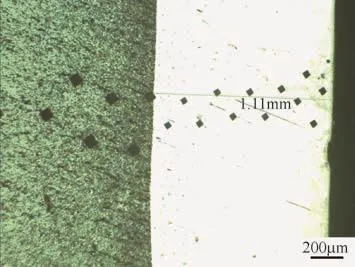
圖8 激光增材層與基體熔合區
在檢測B面試樣制樣時,宏觀B面表層涂覆層白亮,與淬硬區有明顯的界限,淬硬區域與熱影響區、過渡區色差不明顯,說明熔覆層與基材互溶性極小,淬硬區域到基體為逐步過渡。微觀金相分析:50倍下可見熔覆區白亮厚度0.94mm;淬硬區1.2mm,熱影響區0.57mm、過渡區0.91mm。100倍下硬化區可見羽毛狀貝氏體,貝氏體由粗大狀逐步轉向短羽毛狀。熱影響區主要是部分貝氏體+細化后未熔鐵素體+珠光體的混合組織。基體網狀鐵素體+索氏體6級以上。500倍下淬硬區為明顯的羽毛貝氏體。B面為激光熔覆區,由于基體加熱迅速、冷卻適中,淬硬區形成大量貝氏體,其檢測結果和硬度梯度吻合。
激光熔覆過程中存在疊加區域,從檢測結果及側剖面驗證了推測A、B兩面性。在軸向表現為基體的軟硬交替性,但熔覆層由于散熱較快,加上金屬粉末中添加了一定的硼元素等促進淬透性元素,快熱、快冷淬硬效果較好。即熔覆層硬度完全達到技術要求,在軸向不存在交替現象。A面由于熱影響區的存在,使其硬度梯度在該交界處發生了急劇降低情況,而且熱影響區的硬度低于基體硬度;B面由于淬硬區的存在,硬度緩慢下降、逐步過渡。激光增材層與基體熔合率≤5%。
電鍍試樣鍍層厚度58μm,鍍層硬度為700HV,經檢測附著力1級,磨損試驗0.024mg/次,鍍層孔隙率5.12%;激光增材試樣,增材層厚425μm,鍍層硬度700HV,經檢測附著力0級,磨損量0.009mg/次,鍍層孔隙率1.09%。試驗結果表明,激光增材明顯優于電鍍鍍鉻工藝。
目前,該技術已批量在大功率推土機彈簧筒上成功應用,替代鍍鉻工藝,如圖9所示。

圖9 彈簧筒激光增材批量生產產品
4 結束語
大功率推土機彈簧筒等產品采用激光增材替代鍍鉻+前期感應熱處理工藝,可提升大功率推土機彈簧筒的壽命3倍以上,提升了大功率推土機在國際工程機械行業中的競爭力。激光增材技術為綠色環保、低耗能、高密度的現代加工手段,目前在國內高精端設備制造中起著舉足輕重的作用,解決了常規加工手段難以解決的技術難題。本次在大功率推土機上的成功應用,將為該技術向工程機械領域拓展起到示范作用。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
