帶極堆焊2205雙相不銹鋼焊材應(yīng)用研究
2020-05-13 04:19:32劉玉華
金屬加工(熱加工) 2020年3期
劉玉華
北京燕華工程建設(shè)有限公司設(shè)備制造公司 北京 102502
1 序言
近幾年我公司承接了多臺熱高分氣與混氫換熱器、預(yù)加氫進(jìn)料換熱器等設(shè)備。由于介質(zhì)特殊,設(shè)備中的U形換熱管多采用S32750超級雙相不銹鋼或S32205雙相不銹鋼,而管板大都采用12Cr2Mo1Ⅳ鍛件(或14Cr1Mo鍛件或16Mn鍛件)堆焊309MoL+2205雙相鋼。2205為Cr、Ni含量分別(質(zhì)量分?jǐn)?shù),下同)為22%和5%的雙相不銹鋼,即組織為50%鐵素體+50%奧氏體的雙相組織。而帶極堆焊技術(shù)條件中要求帶極堆焊層鐵素體含量為35%~65%,堆焊層Ni含量6.5%~9.5%(見表1)。

表1 堆焊層化學(xué)成分(質(zhì)量分?jǐn)?shù))技術(shù)要求 (%)
2 焊接工藝的確定
2.1 進(jìn)口堆焊焊帶、焊劑試驗
之前我公司制造過多臺管板要求堆焊雙相鋼的設(shè)備,當(dāng)時進(jìn)行了廣泛地調(diào)研并查閱了有關(guān)資料,國內(nèi)幾家雙相鋼帶極堆焊大部分處于試驗階段。試驗結(jié)果表明帶極堆焊層鐵素體含量偏低,一般在20%左右。為了能達(dá)到設(shè)備堆焊技術(shù)條件中鐵素體含量為35%~65%,堆焊層Ni含量6.5%~9.5%的要求,我公司最終采用進(jìn)口比利時蘇得凱的焊帶和焊劑(過渡層:焊帶Soudotape 21.13.3L/焊劑Record INT109;表面層:焊帶Soudotape 22.6.3L/焊劑Record EST 4462-1)。焊帶的化學(xué)成分見表2。
使用蘇得凱的焊帶進(jìn)行了焊接工藝評定,雖然蘇得凱Soudotape 22.6.3L焊帶的Ni含量只有6%,但通過堆焊過程中焊劑的合金過渡,堆焊層的Ni含量能滿足6.5%~9.5%的要求,見表3。且鐵素體含量為35%~65%。完全滿足堆焊技術(shù)條件的要求。

表2 焊帶的化學(xué)成分(質(zhì)量分?jǐn)?shù)) 技術(shù)要求 (%)

表3 堆焊層化學(xué)成分分析(質(zhì)量分?jǐn)?shù)) (%)
2.2 國產(chǎn)堆焊焊帶、焊劑試驗
但由于進(jìn)口焊帶價格貴(進(jìn)口焊帶是國內(nèi)價格的2.5倍,進(jìn)口焊劑是國內(nèi)焊劑價格的3.5倍)且供貨周期太長,往往不能滿足設(shè)備制造工期的要求。因此我們進(jìn)行了國內(nèi)2205雙相鋼帶極堆焊試驗。通過試驗,我們發(fā)現(xiàn)目前國內(nèi)雙相鋼帶極堆焊基本上堆焊層滿足鐵素體含量35%~65%的要求,但滿足不了Ni含量6.5%~9.5%的要求。而當(dāng)Ni含量滿足6.5%~9.5%的要求時,鐵素體含量基本上達(dá)不到下限35%的要求。其他化學(xué)成分沒有問題。
2205雙相鋼為Cr、Ni含量分別為22%和5%的雙相不銹鋼,即組織為50%鐵素體+50%奧氏體的雙相組織,雙相不銹鋼材料S32205化學(xué)成分見表4。

表4 雙相不銹鋼S32205化學(xué)成分(質(zhì)量分?jǐn)?shù))(%)
雙相不銹鋼焊接的難點是焊縫組織鐵素體比例很難控制在35%~65%之間。影響因素主要是兩個方面:一方面是焊材的影響。眾所周知,熔焊意味著對焊接接頭和近縫區(qū)母材做了一次局部熱處理,由于焊接熱循環(huán)非常快,從熱動力學(xué)角度來看焊縫金屬達(dá)不到平衡狀態(tài),用與母材化學(xué)成分相同的填充金屬焊接就會獲得鐵素體過高、力學(xué)與腐蝕性能較差的焊縫金屬。鎳是奧氏體穩(wěn)定元素,因此,填充金屬含較多的鎳可使焊縫獲得高比例的奧氏體。故一般2205雙相鋼焊條中的含鎳量9%(母材含鎳量5%),即焊條牌號為E2209。另一方面是焊接參數(shù)的影響。如前所述,熔焊意味著對近縫區(qū)造成不希望的熱處理。這個區(qū)域,即熱影響區(qū)(HAZ)或者更精確地稱為高溫?zé)嵊绊憛^(qū),材料被加熱到幾乎全部變成鐵素體的溫度,冷卻時部分鐵素體才轉(zhuǎn)變?yōu)閵W氏體[1-2]。焊接雙相不銹鋼時,熱輸入和冷卻速度是很重要的。為了獲得最優(yōu)的結(jié)果,焊接時應(yīng)嚴(yán)格控制熱輸入,焊接熱輸入見表5。

表5 焊接熱輸入
另外,熱輸入的大小還取決于材料的厚度和焊接工藝,如薄管件,最好取下限且≤0.5kJ/mm;壁厚越厚,熱輸入越要接近上限。層間溫度在任何情況下都應(yīng)該控制在<150℃。
雙相鋼焊條電弧焊使用E2209焊條完美解決了鐵素體含量35%~65%,Ni含量6.5%~9.5%的要求。
而對于管板帶極堆焊雙相不銹鋼的焊接,由于管板帶極堆焊的焊帶較寬為0.4mm×60mm,管板帶極堆焊的焊接參數(shù)過高,層間溫度較高,焊后冷卻速度較慢,當(dāng)焊帶中Ni含量為9%時,使得焊縫中鐵素體含量過低,從而達(dá)不到技術(shù)條件中鐵素體含量35%~65%的要求。
而目前國內(nèi)還做不到通過焊劑過渡Ni,所以如果采用和蘇得凱焊帶一樣Ni含量6%的焊帶,堆焊層鐵素體含量能達(dá)到35%~65%的要求,但就滿足不了Ni含量6.5%~9.5%的要求。為此,我們采用北京鋼鐵研究總院的D309MoL+ D2209焊帶。焊帶的化學(xué)成分見表6。
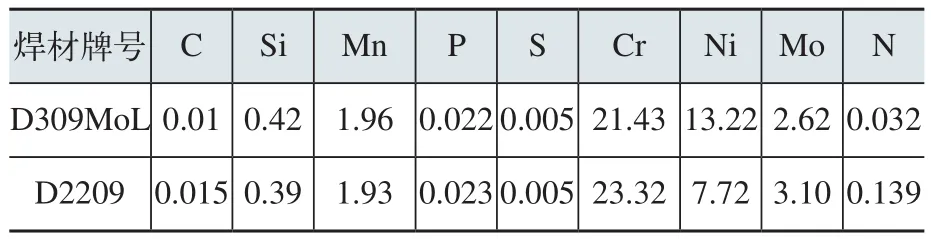
表6 焊帶的化學(xué)成分(質(zhì)量分?jǐn)?shù)) (%)
從表6可以看出,2205雙相鋼堆焊的焊帶Ni含量是7.72%,我們通過與SJ15B焊劑(電渣堆焊)、SHD202焊劑(電渣堆焊)、SJ2209DM焊劑(埋弧堆焊)進(jìn)行了焊接試驗,并使用蘇得凱Soudotape 22.6.3L焊帶分別與Record EST 4462-1和SJ15B匹配,進(jìn)行了焊接試驗。焊接試驗結(jié)果見表7。
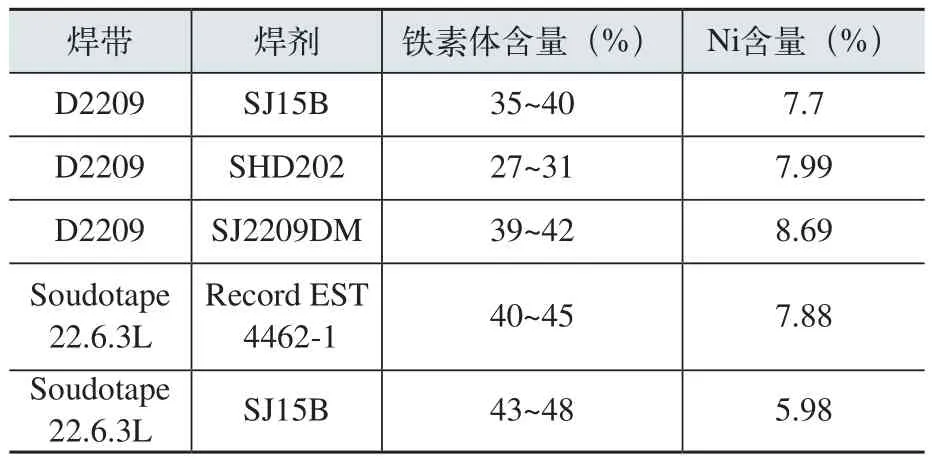
表7 焊接試驗結(jié)果
從表7中可以看出,使用同一種堆焊焊帶,配用不同的焊劑,鐵素體含量有很大區(qū)別。由于SJ15B焊接脫渣性非常好,堆焊后渣殼立即脫落,使得堆焊層冷卻速度加快,鐵素體含量較高,滿足了堆焊技術(shù)條件中鐵素體含量35%~65%的要求,同時也滿足了Ni含量6.5%~9.5%的要求。而采用SHD202焊劑,脫渣性略差,冷卻速度減慢,鐵素體含量不能滿足堆焊技術(shù)條件中鐵素體含量35%~65%的要求,但滿足了Ni含量6.5%~9.5%的要求。SJ2209DM是埋弧焊焊劑同時過渡合金元素,鐵素體含量和Ni含量都能滿足技術(shù)要求,但焊劑吸潮嚴(yán)重,400℃×2h烘干后,還是在堆焊層中出現(xiàn)氣孔、夾渣等缺陷,無法滿足堆焊要求。
蘇得凱Soudotape 22.6.3L焊帶配蘇得凱Record EST4462-1焊劑,雖然焊帶含Ni量不高,但堆焊層滿足了堆焊技術(shù)條件中鐵素體含量35%~65%的要求,同時也滿足了Ni含量6.5%~9.5%的要求。而蘇得凱Soudotape 22.6.3L焊帶使用SJ15焊劑,鐵素體含量可以達(dá)到堆焊技術(shù)條件中鐵素體含量35%~65%的要求,但Ni含量只有5.99%。這也證明了蘇得凱焊帶是通過焊劑過渡合金元素的。
3 結(jié)束語
1)國內(nèi)雙相鋼焊帶目前現(xiàn)狀:如果滿足堆焊層鐵素體含量35%~65%,就達(dá)不到Ni含量6.5%~9.5%的要求。而Ni含量滿足6.5%~9.5%的要求,堆焊層鐵素體含量就達(dá)不到下限35%的要求。
2)目前國內(nèi)雙相鋼焊帶堆焊是通過調(diào)節(jié)Cr含量取上線,Ni含量偏下限,然后提高冷卻速度(可以通過改善焊劑的脫渣性)來達(dá)到堆焊層鐵素體含量35%~65%,同時也滿足了Ni含量6.5%~9.5%的要求。
3)國內(nèi)焊帶也在嘗試通過埋弧焊劑過渡合金元素來達(dá)到鐵素體和Ni含量的要求。但我們試驗的結(jié)果是埋弧焊劑成形很差,容易產(chǎn)生缺陷,應(yīng)用還不成熟。
4)國內(nèi)目前也在做試驗,采用電渣焊焊劑過渡合金元素,達(dá)到鐵素體和Ni含量的要求。但還需要進(jìn)一步試驗改進(jìn)。
5)根據(jù)試驗結(jié)果,合理匹配國內(nèi)焊帶、焊劑,是可以保證堆焊層鐵素體含量35%~65%和Ni含量6.5%~9.5%的要求。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
中學(xué)生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
商洛學(xué)院學(xué)報(2017年2期)2017-05-17 05:19:50
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
石油化工建設(shè)(2016年4期)2016-02-27 15:03:16
