LPG船用低溫鋼配套藥芯焊絲的研制
2020-05-13 04:19:38王亞彬聶建航張文軍
金屬加工(熱加工) 2020年3期
王亞彬,聶建航,張文軍
洛陽雙瑞特種合金材料有限公司 河南洛陽 471000
1 序言
近年來隨著經濟及工業的全面發展,我國對液化石油氣(LPG)等能源儲備的需求越來越明顯。由于這些能源的生產、儲備、運輸都采用液化方式,相關的儲存設備也在較低溫度下工作,這對LPG儲罐在低溫下的性能提出了較高的要求。國內各大鋼廠致力于LPG船用碳錳低溫鋼板的研發,改善了LPG船用低溫碳素鋼大量依賴日本進口的局面。在配套焊材方面目前我國主要依賴進口日本、韓國的焊材。而進口焊材成本高、生產周期長,在儲罐的建造上有受制于人的風險,因此LPG船用低溫鋼配套焊材的國產化具有重要意義[1]。
建造LPG船用低溫儲罐常用的焊接材料有焊條電弧焊、埋弧焊及氣體保護焊等。焊條電弧焊主要依賴手工焊,焊接效率低。埋弧焊適合的焊接位置較少,全位置焊接尤其是儲罐的縱縫焊接受到限制。而藥芯焊絲作為一種氣體保護焊,其自動化程度較高,焊接效率得到極大提高,且焊接工藝性較好的藥芯焊絲可適用全位置焊接。鑒于以上情況,我公司進行了E81T1-K2C藥芯焊絲的研制。
2 研制路線
2.1 焊絲的渣系設計
根據焊渣的酸堿度,藥芯焊絲可分為堿性(鈣型)藥芯焊絲、中性(鈣鈦型)藥芯焊絲、酸性(鈦型)藥芯焊絲。堿性渣系藥芯焊絲容易得到氧含量低的純凈焊縫,同時去S、P雜質的能力強,焊縫金屬力學性能優異,但焊接工藝性差。中性藥芯焊絲工藝性優于堿性藥芯焊絲,但仍不能滿足該藥芯焊絲全位置焊接的要求。氧化鈦型渣系熔渣流動性好,適合全位置焊接。
2.2 焊絲的工藝性改進
本次研究主要解決焊縫成形不良及焊接飛濺的問題。焊道成形凸起會導致根部熔合差,不能夠實現快速立向上焊,甚至導致焊道下淌。通過調節焊渣成分,減少焊渣中氧化鎂等高熔點物質以及硅酸鹽等低熔點物質,縮小焊渣的熔點區間。
電弧穩定性差、焊接飛濺較大的藥芯焊絲操作性較差,焊接過程中產生的飛濺導致焊接條件惡劣,引起導電嘴堵塞,影響焊接效率。本次研究通過控制原材料粒度、引入新型的穩弧劑以及調整合金及礦物粉的比例,解決了電弧穩定性及飛濺的問題。
2.3 力學性能調整
液化石油氣的主要成分丙烷的液化溫度在-42℃。寶鋼正在研制的用于配套LPG船用EH40鋼板在-60℃以下的沖擊吸收能量值比較穩定,表現出很好的低溫韌性。工程應用中要求LPG船用低溫鋼配套藥芯焊絲在-60℃具有較好的低溫韌性。本次研制從以下幾個方面來優化該焊絲的低溫韌性。
(1)合金系的選擇 該焊絲選擇Mn-Si-Ni作為主要合金系,通過Si、Mn等合金元素的固溶強化作用提高焊縫金屬的抗拉強度。Ni固溶在焊縫金屬中可有效降低組織相變溫度,減小針狀鐵素體尺寸,提高焊縫金屬低溫沖擊韌度。在焊縫金屬中Mn含量較低的情況下,添加適量的Ni可以減少馬奧組元(M-A)的產生。如果Mn含量較高時,增加的Ni反而容易促進M-A組元的產生,為了保證焊縫金屬的強韌性,需選擇合適的Mn含量與Ni含量。
(2)氧含量的控制 根據觀察焊縫的顯微組織,焊縫中的氧以氧化物夾雜的形式存在,焊縫中較多的氧化物夾渣不能夠促進晶粒細化,反而會成為裂紋的起點,從而引起韌性降低[2]。本次研究采用鎂粉及鋁鎂合金共同脫氧。Mg、Al作為前期脫氧劑,脫氧能力較強,通過對配方中鎂粉及鋁鎂合金的合理配比,能夠顯著降低焊縫中的氧含量。
(3)采用鈦-硼系增加韌性 研究表明,Ti可保護B不被氧化,由于B的原子半徑較小,可作為原子狀態偏聚于晶界,從而降低界面能,改善焊縫的低溫韌性[3]。
2.4 熔敷金屬擴散氫的控制
藥芯焊絲藥粉易吸潮的特點導致了高擴散氫。高擴散氫在焊縫中聚集形成冷裂紋、氫氣孔和白點等缺陷,在焊接生產中產生極大危害。本次研究對藥粉的含水量及吸潮性進行嚴格控制,同時對藥粉進行高溫燒結,將擴散氫控制在較低水平。
3 試驗結果及分析
3.1 焊接工藝性
對規格為φ1.2mm的藥芯焊絲進行了立向上焊角焊縫、平焊角焊縫,兩種位置的工藝性試驗。該焊絲的焊接電弧穩定,飛濺較小,角焊縫成形平整,如圖1所示。采用漢諾威分析儀對該藥芯焊絲進行焊接過程中的參數統計(見圖2),得知電弧電壓、焊接電流的波形密集,熔滴短路次數均勻,表明該焊接電弧穩定性較好。
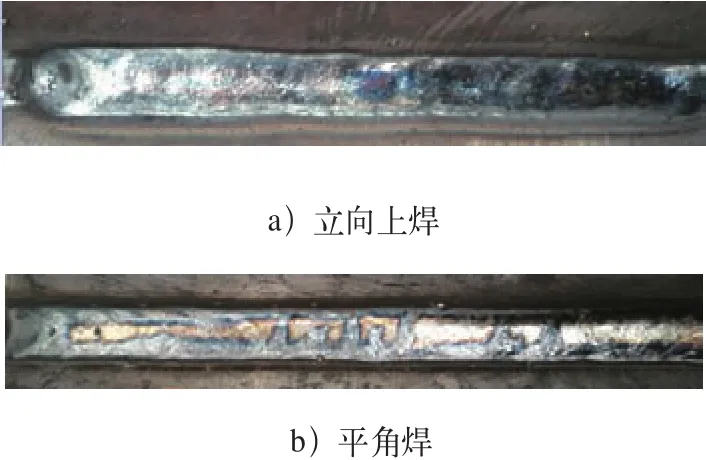
圖1 焊縫成形
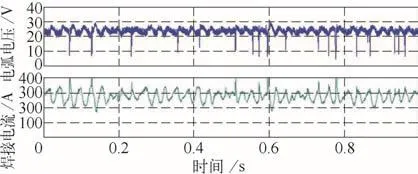
圖2 藥芯焊絲電弧電壓、焊接電流波形圖
3.2 力學性能
(1)熔敷金屬力學性能及化學成分 試板裝備及取樣位置按照GB/T 17493—2008《低合金鋼藥芯焊絲》進行,沖擊試樣尺寸、加工要求及試驗方法按照GB/T 2650—2008《焊接接頭沖擊試驗方法》進行。焊接設備為松下KRⅡ-500CO2焊機,沖擊性能檢測在ZBC2302-B沖擊試驗機上進行。取熔敷金屬的橫截面做金相試樣,在全譜直讀等離子體發射光譜儀上做化學成分分析。
調整配方中Mn、Ni的配比,同時保證其他元素含量不變,得到的熔敷金屬化學成分及力學性能見表1及表2。第1組中,熔敷金屬的Mn、Ni含量均較高,生成M-A組元,焊縫的強度過高,沖擊下降;第2組的Mn含量較低,導致焊縫脫氧不足,沖擊吸收能量離散性較大。調整合理的熔敷金屬成分,在-60℃的低溫下得到比較優異的力學性能。
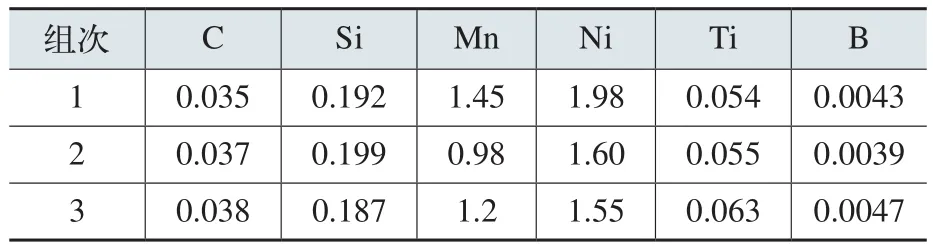
表1 熔敷金屬成分(質量分數) (%)
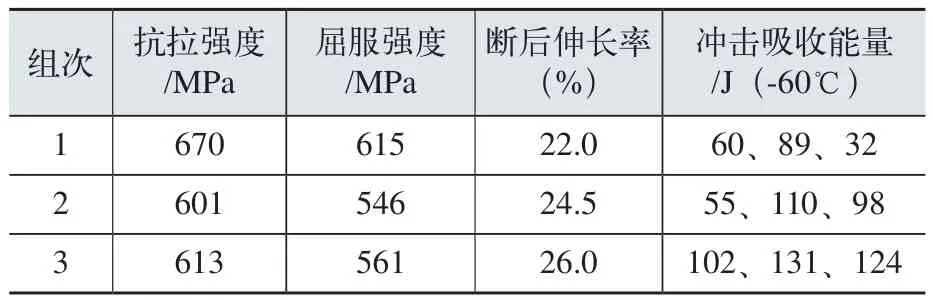
表2 熔敷金屬力學性能
(2)對接接頭力學性能 對接接頭是該藥芯焊絲的焊縫金屬在工程應用中的實際服役狀態,是工程中考核的要點。平對接及立對接的力學性能見表3。
表3 對接接頭力學性能
對該焊絲的平對接及立對接焊縫金屬進行系列溫度沖擊試驗,檢測結果見表4。沖擊溫度下降到-60℃以下時,該焊縫出現了韌脆轉變。
3.3 熔敷金屬的擴散氫
將藥粉中氟化鈉、金紅石、石英、氧化鋁、固體水玻璃等易吸潮的物質進行600℃、700℃、800℃高溫燒結后使用。不同的燒結溫度得到的藥芯焊絲的熔敷金屬擴散氫見表5。經過高溫燒結后得到的藥芯焊絲其熔敷金屬擴散氫有明顯下降。基于節省能耗考慮,選擇600℃作為藥粉的燒結溫度。

表4 對接接頭系列沖擊力學性能

表5 不同燒結溫度的擴散氫
3.4 焊縫金屬的金相組織
圖3為對接接頭的金相組織顯微。圖3a為熔合線處金相組織,左邊是鋼板,右邊是焊縫;圖3b為焊縫中心金相組織,由塊狀鐵素體、針狀鐵素體及少量的粒狀貝氏體組成。
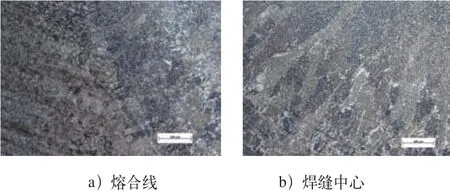
圖3 對接接頭金相組織
4 結束語
經過對工藝性、力學性能及擴散氫的研制,該藥芯焊絲焊接工藝性良好,可滿足全位置焊接;低溫韌性優異,滿足-60℃要求的低溫韌性;且具有較低的擴散氫水平,因此該藥芯焊絲可滿足LPG船用低溫鋼配套焊接使用。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
